Вам также может понравиться
- Case Study - 7: Numerical in API 510 CodeДокумент4 страницыCase Study - 7: Numerical in API 510 CodeVishal BailurОценок пока нет
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingОт EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghОценок пока нет
- ASME SECTION IX INTERPRETATIONSДокумент95 страницASME SECTION IX INTERPRETATIONSnizam1372Оценок пока нет
- QC Weld PDFДокумент13 страницQC Weld PDFSATHAM HUSSAINОценок пока нет
- Submerged Arc Welding (Saw)Документ5 страницSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamОценок пока нет
- Asme Viii - Mandatoryappendix 12 - UtДокумент1 страницаAsme Viii - Mandatoryappendix 12 - UtDjamelОценок пока нет
- Weld Matrix Format 1Документ7 страницWeld Matrix Format 1Arslan WaheedОценок пока нет
- RT ReportДокумент4 страницыRT ReportWeldcast Ndt100% (1)
- Uphill Versus Downhill Welding PDFДокумент4 страницыUphill Versus Downhill Welding PDFPatrick DominguezОценок пока нет
- API 1104 WQTRДокумент2 страницыAPI 1104 WQTRalisyalalaОценок пока нет
- VT Specific Level-II Question Paper AWS D1.1Документ44 страницыVT Specific Level-II Question Paper AWS D1.1CheeragОценок пока нет
- WPS Steps of MakingДокумент51 страницаWPS Steps of MakingSaut Maruli Tua Samosir100% (1)
- Procedure For Ferrit TestingДокумент11 страницProcedure For Ferrit TestingKarrar TalibОценок пока нет
- OCS Engineering & Construction Visual Inspection ReportДокумент1 страницаOCS Engineering & Construction Visual Inspection ReportvinothОценок пока нет
- API 510 Case Study - 7Документ2 страницыAPI 510 Case Study - 7Khaled FatnassiОценок пока нет
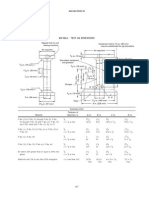
- Guided Bend Test Jig Dimension ASME 9Документ3 страницыGuided Bend Test Jig Dimension ASME 9esamhamad50% (2)
- ASME IX Interpretation Part1 PDFДокумент51 страницаASME IX Interpretation Part1 PDFalisyalala100% (3)
- WPS NMB 001Документ6 страницWPS NMB 001mohamed nasserОценок пока нет
- Kerosene Leak TestДокумент3 страницыKerosene Leak TestsapkotamonishОценок пока нет
- Nioec SP 90 02Документ77 страницNioec SP 90 02aminОценок пока нет
- PWHT Job Card For p91 Butt Weld 14'' SupportДокумент2 страницыPWHT Job Card For p91 Butt Weld 14'' Support9703422499Оценок пока нет
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSДокумент2 страницыBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarОценок пока нет
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Документ17 страницWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizОценок пока нет
- Weld Mech. QuestionsДокумент4 страницыWeld Mech. QuestionservkslmОценок пока нет
- WPQДокумент3 страницыWPQmoonstar_dmeОценок пока нет
- CSWIP 3 1 Syllabus Exam PatternДокумент3 страницыCSWIP 3 1 Syllabus Exam PatternTaufik AliОценок пока нет
- ASME V (2017) 139 Table T-421Документ2 страницыASME V (2017) 139 Table T-421Rupam Baruah100% (1)
- Shaik Yousufuddin (Welding Inspector)Документ3 страницыShaik Yousufuddin (Welding Inspector)Mohamed AdelОценок пока нет
- Ug-116 - RT4Документ3 страницыUg-116 - RT4miteshpatel191Оценок пока нет
- Cswip Certificate RenewalДокумент9 страницCswip Certificate RenewalSupratim BiswasОценок пока нет
- Pressure Testing of Pressure VesselДокумент3 страницыPressure Testing of Pressure VesselAriq FauzanОценок пока нет
- 2019 ASME Section IX SynopsisДокумент31 страница2019 ASME Section IX SynopsisFaiez GhrabОценок пока нет
- CV for Welding InspectorДокумент5 страницCV for Welding InspectorTanveer Ahmed QuadriОценок пока нет
- Interview Ques & Ans - KNPCДокумент8 страницInterview Ques & Ans - KNPCStephen RajОценок пока нет
- ASME 9 Calculator Approval RangesДокумент2 страницыASME 9 Calculator Approval RangesEmel Besir100% (1)
- Asme B31.3 Open & Closed Book (165 Q&A) (For Api 570 & Si Examinations)Документ28 страницAsme B31.3 Open & Closed Book (165 Q&A) (For Api 570 & Si Examinations)nani356Оценок пока нет
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Документ4 страницыWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiОценок пока нет
- API 570 Questions 07Документ20 страницAPI 570 Questions 07Ravindra S. Jivani100% (1)
- CBT QuestionsДокумент17 страницCBT QuestionsNaseer Ahmed SokhalОценок пока нет
- Aws Cwe Exam SampleДокумент2 страницыAws Cwe Exam SampleEmad A.AhmadОценок пока нет
- API 577 Reading ChecklistДокумент1 страницаAPI 577 Reading ChecklistbacabacabacaОценок пока нет
- AWS - Practical Reference Guide For Visual Inspection of Pressure Vessel and Pressure PipingДокумент32 страницыAWS - Practical Reference Guide For Visual Inspection of Pressure Vessel and Pressure PipingAndres Gerena Cortes100% (1)
- Difference Between Weld Layer Versus Bead Versus PassДокумент6 страницDifference Between Weld Layer Versus Bead Versus Passlram70Оценок пока нет
- Shell and Tube Heat Exchanger TPIДокумент9 страницShell and Tube Heat Exchanger TPIpstechnical_43312697Оценок пока нет
- Asme Sec Ix WPS PQRДокумент41 страницаAsme Sec Ix WPS PQRwentroprem100% (1)
- Penetrant PresentationДокумент20 страницPenetrant PresentationJayesh100% (3)
- Asme Section II A Sa-266 Sa-266mДокумент6 страницAsme Section II A Sa-266 Sa-266mAnonymous GhPzn1xОценок пока нет
- API 570 Piping InspectorДокумент2 страницыAPI 570 Piping InspectorRinto AgustinoОценок пока нет
- Asme Questions and Answers Part - IiiДокумент6 страницAsme Questions and Answers Part - IiiAshwani Dogra100% (3)
- Question Paper For Snr. WeldingДокумент3 страницыQuestion Paper For Snr. WeldingThulasi Ram100% (1)
- API 510 Data Sheet - AnswersДокумент6 страницAPI 510 Data Sheet - Answersjithinjose86Оценок пока нет
- API 1169 training exam prepДокумент4 страницыAPI 1169 training exam prepMadjid OUCHENE50% (2)
- Twi - Welding Inspection - SteelsДокумент209 страницTwi - Welding Inspection - Steelsenels77Оценок пока нет
- Weld Symbols On DrawingsДокумент25 страницWeld Symbols On Drawingshombre.muerto5959100% (2)
- BS6615 1996Документ18 страницBS6615 1996petervisser100% (1)
- API 510 Study QuestionsДокумент49 страницAPI 510 Study QuestionsMichael Clapham50% (4)
- Cswip 3.2Документ249 страницCswip 3.2Kirsty Smart91% (11)
- SAE StandardДокумент9 страницSAE StandardAzizol Wahab50% (4)
- I-Chem Solution SDN BHD: Bmsolution Safety Data SheetДокумент5 страницI-Chem Solution SDN BHD: Bmsolution Safety Data SheetAmirHakimRusliОценок пока нет
- EfflorescenceДокумент5 страницEfflorescenceOmkar BordeОценок пока нет
- Biomaterials As A Pillar of ImplantsДокумент5 страницBiomaterials As A Pillar of ImplantsInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Optical Emission From SemiconductorsДокумент36 страницOptical Emission From SemiconductorsvardhanОценок пока нет
- Contrac BloxДокумент4 страницыContrac Bloxwahyu99Оценок пока нет
- CHEM 18 PROBLEM SET CHEMICAL THERMODYNAMICS AND EQUILIBRIUMДокумент4 страницыCHEM 18 PROBLEM SET CHEMICAL THERMODYNAMICS AND EQUILIBRIUMDaniel Jann CotiaОценок пока нет
- Fiitjee Rit 2Документ11 страницFiitjee Rit 2Baljeet SinghОценок пока нет
- Introduction To Laser TechnologyДокумент31 страницаIntroduction To Laser TechnologyJames Sullivan100% (1)
- Maximum Pressure Rating Schedule 160, Schedule 40 and Schedule 80 - Engineers EdgeДокумент5 страницMaximum Pressure Rating Schedule 160, Schedule 40 and Schedule 80 - Engineers EdgeDevanshu KrОценок пока нет
- 4-Procedure Pipe To SoilДокумент7 страниц4-Procedure Pipe To SoilKhanh DTОценок пока нет
- Safety Data Sheet For ProductДокумент5 страницSafety Data Sheet For ProductAndrey HristovОценок пока нет
- Vortex Quantum SeriesДокумент34 страницыVortex Quantum SeriesmiguelcОценок пока нет
- Agilent Pharma Column PDFДокумент2 страницыAgilent Pharma Column PDFAstiJayatriIIОценок пока нет
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS)Документ2 страницыQw-482 Suggested Format For Welding Procedure Specifications (WPS)Ravelo Jeisson100% (2)
- Elzein M. Fahal, Et Al PDFДокумент9 страницElzein M. Fahal, Et Al PDFNiaz mahmudОценок пока нет
- Materials Used in Automotive Manufacture and Material Selection Using Ashby ChartsДокумент15 страницMaterials Used in Automotive Manufacture and Material Selection Using Ashby ChartsHanumantОценок пока нет
- Documents Resources MacDermid Erifon HD856 Issue 10 A4Документ2 страницыDocuments Resources MacDermid Erifon HD856 Issue 10 A4Pedro DutraОценок пока нет
- Math 6 Unit 8 Volume of Solids and LiquidsДокумент1 страницаMath 6 Unit 8 Volume of Solids and LiquidsRobi AkmalОценок пока нет
- Medical Entrance Exam AnswersДокумент24 страницыMedical Entrance Exam AnswersSanskruti ChavanОценок пока нет
- Nano EmulsionДокумент52 страницыNano EmulsionAbdul NadeemОценок пока нет
- Heat loss and fluid temperature calculation for buried insulated and non-insulated oil pipelinesДокумент34 страницыHeat loss and fluid temperature calculation for buried insulated and non-insulated oil pipelinesselisenОценок пока нет
- Heat Exchanger Mid-Term ReportДокумент18 страницHeat Exchanger Mid-Term ReportkoanakistОценок пока нет
- 1229.1 Steam Sterilization by Direct ContactДокумент3 страницы1229.1 Steam Sterilization by Direct ContactWasimОценок пока нет
- SuperPur Product InformationДокумент1 страницаSuperPur Product InformationRamОценок пока нет
- Mechanical Properties For Stainless Steel FastenersДокумент3 страницыMechanical Properties For Stainless Steel FastenersGonzalo MazaОценок пока нет
- TDS - Mastertile 550 - DgroutДокумент3 страницыTDS - Mastertile 550 - DgroutVenkata RaoОценок пока нет
- Maintaining Boiler Water Quality (35 charactersДокумент3 страницыMaintaining Boiler Water Quality (35 characterskcp1986Оценок пока нет
- 85 TPH CFBC Boiler Operation and Maintenance ManualДокумент152 страницы85 TPH CFBC Boiler Operation and Maintenance ManualAamirMalik100% (1)
- GCC Data Requirements For Human Drugs Submission Version 1.1 PDFДокумент81 страницаGCC Data Requirements For Human Drugs Submission Version 1.1 PDFBasha Yazn Anjak50% (2)
- Lab 2 - StoichiometryДокумент4 страницыLab 2 - Stoichiometryapi-272470922100% (3)
- Design for How People Think: Using Brain Science to Build Better ProductsОт EverandDesign for How People Think: Using Brain Science to Build Better ProductsРейтинг: 4 из 5 звезд4/5 (8)
- Understanding Automotive Electronics: An Engineering PerspectiveОт EverandUnderstanding Automotive Electronics: An Engineering PerspectiveРейтинг: 3.5 из 5 звезд3.5/5 (16)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsОт EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsОценок пока нет
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableОт EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableОценок пока нет
- 507 Mechanical Movements: Mechanisms and DevicesОт Everand507 Mechanical Movements: Mechanisms and DevicesРейтинг: 4 из 5 звезд4/5 (28)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureОт EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryОт EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryРейтинг: 4 из 5 звезд4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОт EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОценок пока нет
- The User's Journey: Storymapping Products That People LoveОт EverandThe User's Journey: Storymapping Products That People LoveРейтинг: 3.5 из 5 звезд3.5/5 (8)
- Operational Amplifier Circuits: Analysis and DesignОт EverandOperational Amplifier Circuits: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Design Is The Problem: The Future of Design Must Be SustainableОт EverandDesign Is The Problem: The Future of Design Must Be SustainableРейтинг: 1.5 из 5 звезд1.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorОт EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorРейтинг: 4 из 5 звезд4/5 (7)
- Iconic Advantage: Don’t Chase the New, Innovate the OldОт EverandIconic Advantage: Don’t Chase the New, Innovate the OldРейтинг: 4 из 5 звезд4/5 (1)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsОт EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsОценок пока нет
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceОт EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceРейтинг: 4 из 5 звезд4/5 (19)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerОт EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerРейтинг: 5 из 5 звезд5/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationОт EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationРейтинг: 4.5 из 5 звезд4.5/5 (2)