Вам также может понравиться
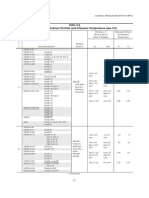
- Prequalified Minimum Preheat and Interpass Temperature (See 5.7)Документ4 страницыPrequalified Minimum Preheat and Interpass Temperature (See 5.7)Nilton SantillanОценок пока нет
- D1.1 D1.1M 2020 Errata 2qДокумент19 страницD1.1 D1.1M 2020 Errata 2qSleyda Munoz100% (1)
- PreheatДокумент4 страницыPreheatShaikh IbrahimОценок пока нет
- Prequalified Minimum Preheat and Interpass TemperatureДокумент3 страницыPrequalified Minimum Preheat and Interpass TemperatureAnonymous wJGQDTH0pОценок пока нет
- Errata D1.1 D1.1M 2020Документ6 страницErrata D1.1 D1.1M 2020Darwin EnriqueОценок пока нет
- ASTM A573-A573M-93a-1998Документ2 страницыASTM A573-A573M-93a-1998NadhiraОценок пока нет
- Astm A573 - A573m - 13Документ2 страницыAstm A573 - A573m - 13Panneer BalashanmuganОценок пока нет
- Comparision Between AWS D1.1&ASME Sec - IXДокумент33 страницыComparision Between AWS D1.1&ASME Sec - IXStephen RajОценок пока нет
- ASTM A283 Grade C: General Product DescriptionДокумент1 страницаASTM A283 Grade C: General Product DescriptionPratyas SarahОценок пока нет
- Astm A487 A487m 21Документ7 страницAstm A487 A487m 21Milady OyuelaОценок пока нет
- Astm A533 A533m 16Документ2 страницыAstm A533 A533m 16Edgar CarmonaОценок пока нет
- Specification For Carbon and Alloy Steel Forgings For Thin-Walled Pressure VesselsДокумент7 страницSpecification For Carbon and Alloy Steel Forgings For Thin-Walled Pressure VesselsAnilОценок пока нет
- ASTM A285 Grade C: General Product DescriptionДокумент1 страницаASTM A285 Grade C: General Product DescriptionJoao Mario SoaresОценок пока нет
- ME 205 - 432 - Assignment 1Документ9 страницME 205 - 432 - Assignment 1جعفر السلطانОценок пока нет
- Para 302-3-5 Stress LimitsДокумент4 страницыPara 302-3-5 Stress LimitsalvinchuanОценок пока нет
- Data Sheet ASTM A517 Grade E 2020-06-26Документ2 страницыData Sheet ASTM A517 Grade E 2020-06-26FAUSTINO SOLANO SUAREZОценок пока нет
- ASTM A738 Grade B: General Product DescriptionДокумент2 страницыASTM A738 Grade B: General Product DescriptionhealgoseОценок пока нет
- Ss Grade 50 - Galvanized Steel Coils & SheetsДокумент1 страницаSs Grade 50 - Galvanized Steel Coils & SheetshealgoseОценок пока нет
- Structural Carbon Steel Plates of Improved Toughness: Standard Specification ForДокумент2 страницыStructural Carbon Steel Plates of Improved Toughness: Standard Specification ForDarwin DarmawanОценок пока нет
- 3.4 Bituminous Materials: 3.4.1 DescriptionДокумент5 страниц3.4 Bituminous Materials: 3.4.1 DescriptionSujon AhmmedОценок пока нет
- Data Sheet ASTM A572 Grade 50 2019-05-20Документ1 страницаData Sheet ASTM A572 Grade 50 2019-05-20Andrés RamírezОценок пока нет
- ASTM A372-A372M-03 Standard Specification For Carbon and Alloy Steel Forgings For Thin-Walled Pressure VesselsДокумент5 страницASTM A372-A372M-03 Standard Specification For Carbon and Alloy Steel Forgings For Thin-Walled Pressure VesselsAarón Escorza MistránОценок пока нет
- Data Sheet ASTM A871 Grade 60 2019-08-30Документ1 страницаData Sheet ASTM A871 Grade 60 2019-08-30abelardo quinteroОценок пока нет
- Ductile Iron Casting Specfications and Details All Standards PDFДокумент15 страницDuctile Iron Casting Specfications and Details All Standards PDFSiriusОценок пока нет
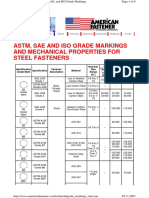
- Hex Bolt Head MarkingsДокумент5 страницHex Bolt Head MarkingscarangoretrepoОценок пока нет
- Astm A 515 PDFДокумент5 страницAstm A 515 PDFsenthil4youОценок пока нет
- Tablas Del Manual Aisc 360-11Документ220 страницTablas Del Manual Aisc 360-11Ykr Calderón ChiroqueОценок пока нет
- B16 CASE 10: InquiryДокумент4 страницыB16 CASE 10: InquiryInaamОценок пока нет
- Fastener PDFДокумент12 страницFastener PDFdiegomilitojОценок пока нет
- Pressure Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature ServiceДокумент4 страницыPressure Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel, For Moderate and Lower Temperature Serviceraulpalma93Оценок пока нет
- ASTM A633 Grade C: General Product DescriptionДокумент2 страницыASTM A633 Grade C: General Product DescriptionOmar Amilcar BonasifОценок пока нет
- ASTM Pipe SpecificationsДокумент44 страницыASTM Pipe Specificationsafarid_123Оценок пока нет
- Steel Wire, Plain, For Concrete ReinforcementДокумент6 страницSteel Wire, Plain, For Concrete ReinforcementfekihassanОценок пока нет
- Ductile Iron Castings: Standard Specification ForДокумент6 страницDuctile Iron Castings: Standard Specification Forannayya.chandrashekar Civil EngineerОценок пока нет
- Wilfley Materials in Common UseДокумент1 страницаWilfley Materials in Common UsesasikumartvsОценок пока нет
- 020yoo - Edited - NEWДокумент9 страниц020yoo - Edited - NEWFilip Van den AbeeleОценок пока нет
- Data Sheet ASTM A517 Grade Q 2017-04-19Документ1 страницаData Sheet ASTM A517 Grade Q 2017-04-19FAUSTINO SOLANO SUAREZОценок пока нет
- Especificaciones de Bulones SAE y ASTMДокумент3 страницыEspecificaciones de Bulones SAE y ASTMFederico MoranОценок пока нет
- 4 - PREPARATION OF WPS - StudentДокумент22 страницы4 - PREPARATION OF WPS - Studentrazlan ghazaliОценок пока нет
- Grade 2 and Astm A 307 BoltingДокумент2 страницыGrade 2 and Astm A 307 BoltingJavier Ordoñez BarrigaОценок пока нет
- SERIE 2000 Iron Technical LДокумент8 страницSERIE 2000 Iron Technical LStefaan JacobsОценок пока нет
- How To Read ASTM D2000 Call OutsДокумент7 страницHow To Read ASTM D2000 Call OutsnithyaupscОценок пока нет
- Data Sheet ASTM A516 Grade 70 2019-11-15Документ2 страницыData Sheet ASTM A516 Grade 70 2019-11-15Ejaz Ahmed RanaОценок пока нет
- Steel Plates ASTM A 516 Gr. 70, ASTM A283 Grade C (Plate) ASTM A284 (C) (Plate) ASTM A515 (60) (Plate), A529Gr50, A529Gr55, 1010-1050, ASTM A 573 Gr7Документ2 страницыSteel Plates ASTM A 516 Gr. 70, ASTM A283 Grade C (Plate) ASTM A284 (C) (Plate) ASTM A515 (60) (Plate), A529Gr50, A529Gr55, 1010-1050, ASTM A 573 Gr7Akhi IsMailОценок пока нет
- Alloy Steel Plates TdsДокумент6 страницAlloy Steel Plates TdsSrikanth SrikantiОценок пока нет
- Astm A 694 A694m-08Документ3 страницыAstm A 694 A694m-08nik firmannОценок пока нет
- American FastenersДокумент6 страницAmerican Fastenersashraf elsayedОценок пока нет
- Astm A449Документ9 страницAstm A449Sameercmore0% (1)
- Ssab Astm A537 C2Документ2 страницыSsab Astm A537 C2vasotermiОценок пока нет
- United Insulation DocumentsДокумент168 страницUnited Insulation Documentsjsherrer1Оценок пока нет
- Bluescope Pipeline Supplies Flip Chart May 2008Документ16 страницBluescope Pipeline Supplies Flip Chart May 2008ABBGrain/gsharОценок пока нет
- Data Sheet ASTM A572 Grade 50 2019-05-20Документ1 страницаData Sheet ASTM A572 Grade 50 2019-05-20Wahyu HidayatОценок пока нет
- Asme Section II A Sa-202 Sa-202mДокумент4 страницыAsme Section II A Sa-202 Sa-202mAnonymous GhPzn1xОценок пока нет
- Materials and Cold Work of Forming: 2.1 Steel StandardsДокумент23 страницыMaterials and Cold Work of Forming: 2.1 Steel Standardshunter8080Оценок пока нет
- 7) Bolt & Nut Sample MTC 3.1 - AIIДокумент2 страницы7) Bolt & Nut Sample MTC 3.1 - AIITri Aditha NugrahaОценок пока нет
- Consumable Spec Rev 12Документ24 страницыConsumable Spec Rev 12megastar0604Оценок пока нет
- Guia Comercial de La Industria de Empaques, Envases y Embalajes en Norte AmericaДокумент737 страницGuia Comercial de La Industria de Empaques, Envases y Embalajes en Norte AmericaSUPER INDUSTRIAL ONLINEОценок пока нет
- Grinding Tungsten ElectrodesДокумент3 страницыGrinding Tungsten Electrodesdarren84Оценок пока нет
- Coral A SkarpenoidДокумент1 страницаCoral A Skarpenoiddarren84Оценок пока нет
- Tips On Poultry RisingДокумент32 страницыTips On Poultry Risingdarren84Оценок пока нет
- AWS A5.2-1992 Spec. For Carbon and Low Alloy STL Rod (Oxyfuel Gas Welding)Документ26 страницAWS A5.2-1992 Spec. For Carbon and Low Alloy STL Rod (Oxyfuel Gas Welding)darren84Оценок пока нет
- Article 2Документ8 страницArticle 2darren84Оценок пока нет
- 17.4 PH Material SpecificationДокумент2 страницы17.4 PH Material SpecificationDevendra BangarОценок пока нет
- Material Comparison ListДокумент1 страницаMaterial Comparison Listdarren84Оценок пока нет
- Catalogo Smartline Transmitter Family Ferrum Energy 变送器Документ12 страницCatalogo Smartline Transmitter Family Ferrum Energy 变送器peng chaowenОценок пока нет
- Antenatally Diagnosed Kidney AnomaliesДокумент17 страницAntenatally Diagnosed Kidney AnomalieslauraОценок пока нет
- 365-M - City Bus Route & Timings, Bangalore (BMTC) Map, First & Last BusДокумент10 страниц365-M - City Bus Route & Timings, Bangalore (BMTC) Map, First & Last BusER Aditya DasОценок пока нет
- Anaerobic Degradation of Palm Oil Mill Ef Uent (POME)Документ8 страницAnaerobic Degradation of Palm Oil Mill Ef Uent (POME)HusainiОценок пока нет
- Approved Reading List Editions 2019ff As of 01 19 2023 2Документ9 страницApproved Reading List Editions 2019ff As of 01 19 2023 2nikolОценок пока нет
- Final Tana Beles - pdf2222Документ72 страницыFinal Tana Beles - pdf2222Tiruneh Yeneneh100% (1)
- Methodology of Static Pile Load TestДокумент33 страницыMethodology of Static Pile Load Testraju_420034520100% (1)
- Accesorios Del Lamborghini VenenoДокумент31 страницаAccesorios Del Lamborghini VenenoVicente Gil PalopОценок пока нет
- Hazard & Turn Signal Lamp CircuitДокумент2 страницыHazard & Turn Signal Lamp CircuitTanya PiriyabunharnОценок пока нет
- Action Research MAPEHДокумент9 страницAction Research MAPEHEloPoPo100% (4)
- Higher Unit 11 Topic Test: NameДокумент17 страницHigher Unit 11 Topic Test: NamesadiyaОценок пока нет
- XVI - Magneticpropertiesofmanganese ContainingsolidsolutionsofbismuthorthoniobateBiNiO4Документ7 страницXVI - Magneticpropertiesofmanganese ContainingsolidsolutionsofbismuthorthoniobateBiNiO4Chukwuebuka UgochukwuОценок пока нет
- Details of Placed Students in Academic Session 2022-23Документ10 страницDetails of Placed Students in Academic Session 2022-23Rahul MishraОценок пока нет
- CP Inf4Документ357 страницCP Inf4Rugwed JadhavОценок пока нет
- Odd Semester Time Table Aug - Dec22 Wef 22.08.2022.NEWДокумент4 страницыOdd Semester Time Table Aug - Dec22 Wef 22.08.2022.NEWKiran KumarОценок пока нет
- Cbse Class 6 Science Notes Chapter 13Документ4 страницыCbse Class 6 Science Notes Chapter 13rohinimr007Оценок пока нет
- Today! 2 Activity Book AKДокумент10 страницToday! 2 Activity Book AKMark Arenz Corixmir80% (5)
- Symmetry & Space GroupsДокумент49 страницSymmetry & Space GroupsfaysaljamilОценок пока нет
- Brunei 2Документ16 страницBrunei 2Eva PurnamasariОценок пока нет
- CPHL 214 Assignment 6Документ2 страницыCPHL 214 Assignment 6NazОценок пока нет
- Davao Region Slogan Reflective EssayДокумент4 страницыDavao Region Slogan Reflective EssayDonna Elaine OrdoñezОценок пока нет
- Corrosion Resistant Steels: Stainless Steel AlloysДокумент11 страницCorrosion Resistant Steels: Stainless Steel AlloysPraveen SamarthiОценок пока нет
- Factory Program Library List v1.0Документ9 страницFactory Program Library List v1.0Ronaldo DamattaОценок пока нет
- Ultrasonic Inspection of Welds in Tubes & Pipes: Educational NoteДокумент13 страницUltrasonic Inspection of Welds in Tubes & Pipes: Educational NoteleonciomavarezОценок пока нет
- Paradise Lost Epic Poem by John MiltonДокумент9 страницParadise Lost Epic Poem by John MiltonSotero PoreОценок пока нет
- Type of TrucksДокумент8 страницType of TrucksYojhan VelezОценок пока нет
- Wheatley Hp600 Quintuplex Plunger PumpДокумент2 страницыWheatley Hp600 Quintuplex Plunger Pumpmetasoniko2014Оценок пока нет
- Chapter 6 Introduction To Thermodynamics PDFДокумент17 страницChapter 6 Introduction To Thermodynamics PDFSaurav PaulОценок пока нет
- Kingspan 30 GSNДокумент1 страницаKingspan 30 GSNNoella AguiarОценок пока нет
- Fate NumeneraДокумент24 страницыFate Numeneraimaginaari100% (1)