Вам также может понравиться
- Preparation of Diesel From Plastic WasteДокумент13 страницPreparation of Diesel From Plastic WasteAYUSH SINGHОценок пока нет
- Gasifiers - Mini ProjectДокумент12 страницGasifiers - Mini Projectengineerusman219100% (1)
- Personal Photo-BioReactor (PPBR) Kit InstructionsДокумент13 страницPersonal Photo-BioReactor (PPBR) Kit InstructionsPsirico bahiaОценок пока нет
- Fuel EnergizerДокумент26 страницFuel EnergizerAmal JithОценок пока нет
- Cgna16863enc 001Документ208 страницCgna16863enc 001akshukОценок пока нет
- Design of High Voltage Power Supplies Un To 100kW Involving Low Cost IGBTS - Part1Документ3 страницыDesign of High Voltage Power Supplies Un To 100kW Involving Low Cost IGBTS - Part1oleg anitoff100% (1)
- Faraday and It's UsesДокумент2 страницыFaraday and It's UsesRahul Janjali100% (1)
- Conversion of Waste Plastic Into Diesel Fuel (57024)Документ4 страницыConversion of Waste Plastic Into Diesel Fuel (57024)Aravind Ramesh100% (1)
- PyrolysisДокумент7 страницPyrolysisconfirm@100% (1)
- 'S Guide HTPC 10.12Документ80 страниц'S Guide HTPC 10.12Oleg AbdrashitovОценок пока нет
- Design Rules For GasifiersДокумент24 страницыDesign Rules For GasifiersjeffreycollettОценок пока нет
- S11 Axera 5 Electric SystemДокумент22 страницыS11 Axera 5 Electric SystemAnonymous iu95trpxNОценок пока нет
- Basic Protection 2015Документ81 страницаBasic Protection 2015zomglolzscribdОценок пока нет
- Electrical Equipment in Hazardous AreasДокумент118 страницElectrical Equipment in Hazardous AreasRajeev Valunjkar100% (1)
- How To Build A Vacuum Tube Tesla Coil VTTCДокумент18 страницHow To Build A Vacuum Tube Tesla Coil VTTCjumpupdnbdjОценок пока нет
- Concentrating Solar TechnologiesДокумент20 страницConcentrating Solar TechnologiesPRATEEK1469WOW100% (1)
- History of WirelessДокумент2 страницыHistory of Wirelessorg25grОценок пока нет
- Wood Gas As Engine FuelДокумент86 страницWood Gas As Engine FuelSv Tinh NguyệnОценок пока нет
- Hybrid Tech Eat On Fuel CellДокумент13 страницHybrid Tech Eat On Fuel CellhhojonОценок пока нет
- A Practical Guide For HOHДокумент164 страницыA Practical Guide For HOHDan AngheleaОценок пока нет
- BJT BasedДокумент69 страницBJT BasedAjith P Shetty100% (1)
- Biomass Gasification Technology Utilization 2002Документ44 страницыBiomass Gasification Technology Utilization 2002MoreMoseySpeedОценок пока нет
- Design of BlowerДокумент18 страницDesign of BlowerNipun K GajjarОценок пока нет
- Charcoal by Gary GilmoreДокумент10 страницCharcoal by Gary GilmoreMarky MaypoОценок пока нет
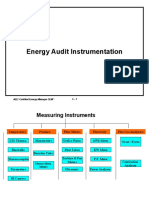
- C - Energy Audit InstrumentationДокумент19 страницC - Energy Audit InstrumentationghonamyОценок пока нет
- Biomass Gasification PDFДокумент29 страницBiomass Gasification PDFHotib PerwiraОценок пока нет
- TOR 5 MW Solar Project PDFДокумент106 страницTOR 5 MW Solar Project PDFSufi Shah Hamid Jalali100% (1)
- Petroleum ProductsДокумент32 страницыPetroleum ProductsBharat Kumar HaraniОценок пока нет
- Thermoacoustic RefrigerationДокумент23 страницыThermoacoustic RefrigerationDheemantha BОценок пока нет
- 1250 Argos LNG Bunker Project LNG Summit 2014Документ36 страниц1250 Argos LNG Bunker Project LNG Summit 2014JoNo24100% (1)
- Biomass Gasification Overview Presentation)Документ48 страницBiomass Gasification Overview Presentation)api-3799861100% (3)
- Fatboy3 Basic PlansДокумент1 страницаFatboy3 Basic PlansMuns BadillaОценок пока нет
- Guide To Hand SolderingДокумент1 страницаGuide To Hand SolderingNICComp100% (1)
- Biogas PurificationДокумент5 страницBiogas PurificationHarsh GutgutiaОценок пока нет
- Acoustic Horn On BoilersДокумент1 страницаAcoustic Horn On BoilersjomoltОценок пока нет
- AP1000 Pre Construction Safety Report (UKP GW GL 732) Westinghouse (2009)Документ501 страницаAP1000 Pre Construction Safety Report (UKP GW GL 732) Westinghouse (2009)Mohammad MubeenОценок пока нет
- Monomer Cold Plasma Pyrolysis.Документ14 страницMonomer Cold Plasma Pyrolysis.AchalОценок пока нет
- Grafik Excess AirДокумент3 страницыGrafik Excess AirKhairil MunawirОценок пока нет
- CHEMALLOY - A New Alloy For The Science StudentДокумент2 страницыCHEMALLOY - A New Alloy For The Science StudentPeter Benedikt WeberОценок пока нет
- Plastic Tyre PyrolysisДокумент1 страницаPlastic Tyre PyrolysisDharamОценок пока нет
- How To Build A 12 VDC To 220 VAC Power Inverter (UPS)Документ1 страницаHow To Build A 12 VDC To 220 VAC Power Inverter (UPS)Patito FeoОценок пока нет
- Programmable Lead Acid Battery ChargerДокумент100 страницProgrammable Lead Acid Battery ChargerRaul PraОценок пока нет
- How To Build A Solar TrackerДокумент15 страницHow To Build A Solar TrackerYassine Iferden TorssanovskiОценок пока нет
- SOP - Quenching Pyrophoric MaterialsДокумент5 страницSOP - Quenching Pyrophoric Materialsdhavalesh1Оценок пока нет
- Magnetron AmplifierДокумент5 страницMagnetron AmplifierroccosanОценок пока нет
- Waste Plactics To Useful Petroleum ProductsДокумент6 страницWaste Plactics To Useful Petroleum ProductsNishant ChoubeyОценок пока нет
- Hho 2Документ5 страницHho 2Prittam Kumar JenaОценок пока нет
- A-318 Apcseet 2011 Josh WilkeyДокумент24 страницыA-318 Apcseet 2011 Josh WilkeyJosh ApfelstrudelОценок пока нет
- The Making of The Källe-GasifierДокумент15 страницThe Making of The Källe-GasifierMarky Maypo100% (1)
- TWR-MNBC Micro Nano Bubble Carbon PDFДокумент17 страницTWR-MNBC Micro Nano Bubble Carbon PDFVictor Manuel Toro ZapataОценок пока нет
- CUT 5 Portable CNC Plasma Cutting MachineДокумент13 страницCUT 5 Portable CNC Plasma Cutting MachinePandegaОценок пока нет
- Transformer: Navigation SearchДокумент18 страницTransformer: Navigation SearchidigitiОценок пока нет
- Pyrolytic Gasification - Waste Wood For Electricity GenerationДокумент84 страницыPyrolytic Gasification - Waste Wood For Electricity Generationk_asiamah2012Оценок пока нет
- Spinning Rings and TravellersДокумент6 страницSpinning Rings and TravellersDinesh J KeswaniОценок пока нет
- Vortex Tube Refrigeration System Based On Compressed AirДокумент6 страницVortex Tube Refrigeration System Based On Compressed AirIAEME Publication100% (1)
- 2013 en SG LightДокумент56 страниц2013 en SG LightAmit Sarkar100% (1)
- Nano GeneratorsДокумент23 страницыNano GeneratorsRajendran HarikrishnanОценок пока нет
- Cold Plasma: A Novel Non-Thermal Technology For Food ProcessingДокумент12 страницCold Plasma: A Novel Non-Thermal Technology For Food ProcessingRantau SilalahiОценок пока нет
- Holtzapple Biomass Fuel PresentationДокумент56 страницHoltzapple Biomass Fuel Presentation1mmahoney100% (1)
- Service Manual VD (E1) 12-05 - enДокумент45 страницService Manual VD (E1) 12-05 - enPhong LeОценок пока нет
- LN2 GeneratorДокумент2 страницыLN2 GeneratorYasir AliОценок пока нет
- Stirling Cycle CryocoolerДокумент22 страницыStirling Cycle CryocoolerShilpa V PiusОценок пока нет
- Balistic SeperatorДокумент36 страницBalistic SeperatorAhmetОценок пока нет
- Materials Science and Engineering B: Josphat Phiri, Patrick Gane, Thad C. MaloneyДокумент20 страницMaterials Science and Engineering B: Josphat Phiri, Patrick Gane, Thad C. MaloneySabaku GaaraОценок пока нет
- Growing and Cultivating Marijuana: Questions, Problems, Benefits & Indoor TipsОт EverandGrowing and Cultivating Marijuana: Questions, Problems, Benefits & Indoor TipsОценок пока нет
- Magnetic Resonance in Biological Systems: Proceedings of the Second International Conference Held at the Wenner-Gren Center, Stockholm, June 1966От EverandMagnetic Resonance in Biological Systems: Proceedings of the Second International Conference Held at the Wenner-Gren Center, Stockholm, June 1966A. EhrenbergОценок пока нет
- Eaton Power Xpert 9395 High Performance Datasheet BR153048ENДокумент2 страницыEaton Power Xpert 9395 High Performance Datasheet BR153048ENHector TroselОценок пока нет
- Transportation of Petroleum ProductДокумент6 страницTransportation of Petroleum ProductSwapnil SharmaОценок пока нет
- 7KM31200BA011DA0 Datasheet enДокумент7 страниц7KM31200BA011DA0 Datasheet enMNSanthoshKumarRajuОценок пока нет
- Eaton 9PX 5-11kVA UPS Technical Specification: Construction Model 9PX5Ki 9PX6Ki 9PX8Ki 9PX11KiДокумент3 страницыEaton 9PX 5-11kVA UPS Technical Specification: Construction Model 9PX5Ki 9PX6Ki 9PX8Ki 9PX11KiVigneshwaran NairОценок пока нет
- Project BenzenДокумент12 страницProject BenzenahmedОценок пока нет
- SJVN Question Paper With Answer-2013 For EeeДокумент19 страницSJVN Question Paper With Answer-2013 For EeeSatnam Singh100% (1)
- Solar AssignmentДокумент52 страницыSolar AssignmentshehzadchoudhryОценок пока нет
- Oil Gas Page12Документ1 страницаOil Gas Page12rk.shukla.idОценок пока нет
- IEC 60364 Standards Index (For Overview)Документ2 страницыIEC 60364 Standards Index (For Overview)syed_abrar30Оценок пока нет
- Energy Work PowerДокумент35 страницEnergy Work PowerMuhammad Amin SuhaimiОценок пока нет
- Combined Over-Voltage & Under-Voltage Protection System Submitted byДокумент9 страницCombined Over-Voltage & Under-Voltage Protection System Submitted byAdarsh ChavdaОценок пока нет
- 26053027Документ350 страниц26053027guerrezОценок пока нет
- Megneto TherapyДокумент15 страницMegneto TherapyedcanalОценок пока нет
- Physics Notes: Work, Power & Energy: WWW - Gradeup.coДокумент4 страницыPhysics Notes: Work, Power & Energy: WWW - Gradeup.coNavneet KumarОценок пока нет
- 07-Jun-2021 Substation No 20Документ7 страниц07-Jun-2021 Substation No 20mayur dhandeОценок пока нет
- Diesel Engines and Their Fuels 2009Документ9 страницDiesel Engines and Their Fuels 2009Merrel RossОценок пока нет
- AbsolyteGP PDFДокумент12 страницAbsolyteGP PDFedin PopОценок пока нет
- Steady State Solution of Electric Power Systems With Accent On Fault ModellingДокумент151 страницаSteady State Solution of Electric Power Systems With Accent On Fault Modellingwvargas926Оценок пока нет
- Periodic Table by Khan SirДокумент9 страницPeriodic Table by Khan Sirbabulstar98Оценок пока нет
- 6.2 Gas Turbine Power Plant: Engr. Jonathan S. RodolfoДокумент23 страницы6.2 Gas Turbine Power Plant: Engr. Jonathan S. RodolfoIvy Joy UbinaОценок пока нет
- Apc Surt10000xli Kit Surt10000xli Kit Manual de UsuarioДокумент21 страницаApc Surt10000xli Kit Surt10000xli Kit Manual de Usuariofedetaras1Оценок пока нет
- Solucionario de Los Problemas de StoneДокумент192 страницыSolucionario de Los Problemas de StoneCarlosDeLaMataОценок пока нет
- Steam TurbinesДокумент76 страницSteam Turbinesgunawan eko wardoyo100% (1)
- Energy of Phase Changes: Chemistry 135Документ9 страницEnergy of Phase Changes: Chemistry 135Guen Min ShitiОценок пока нет