Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Pettibone - Traverse 8044 - 844 PDFДокумент154 страницыPettibone - Traverse 8044 - 844 PDFBrent Broetzman100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Erj170 Om Vol 1 Rev8Документ1 057 страницErj170 Om Vol 1 Rev8pedati100% (1)
- Mud Pump Solutions Brochure 2015Документ16 страницMud Pump Solutions Brochure 2015Sasan AbbasiОценок пока нет
- ME Engine Training BmtiДокумент153 страницыME Engine Training BmtiKazi Nafiz Imtiaz Hasan100% (2)
- Catalogue Fiero f2 FXДокумент115 страницCatalogue Fiero f2 FXLalngurliana Sailo50% (4)
- AbbreviationsДокумент78 страницAbbreviationspiciuciprianОценок пока нет
- Presentation On Turbine Protection System: Prepared by Subir BiswasДокумент29 страницPresentation On Turbine Protection System: Prepared by Subir BiswasJitu Jena100% (2)
- Sample Quality Assurance Plan For Butterfly Valves: Page 1 of 3Документ3 страницыSample Quality Assurance Plan For Butterfly Valves: Page 1 of 3its56now0% (1)
- Astm D-2303Документ10 страницAstm D-2303EduardoОценок пока нет
- 720-C-003 (LP Methanol Column)Документ7 страниц720-C-003 (LP Methanol Column)idilfitriОценок пока нет
- ISA 5.2 Diagramas de Logica Binaria PDFДокумент28 страницISA 5.2 Diagramas de Logica Binaria PDFAlvarito SerrudoОценок пока нет
- A Primer On Dense Phase Pneumatic Conveying SystemsДокумент7 страницA Primer On Dense Phase Pneumatic Conveying Systemspneucon100% (1)
- Entrance Velocity Optimization For Modified Dust CyclonesДокумент5 страницEntrance Velocity Optimization For Modified Dust CyclonespneuconОценок пока нет
- Powder Behaviour and The Nature of PowdersДокумент6 страницPowder Behaviour and The Nature of PowderspneuconОценок пока нет
- A New Design Approach For of Pneumatic ConveyingДокумент6 страницA New Design Approach For of Pneumatic ConveyingpneuconОценок пока нет
- Assessment of The Functional Performance of Pneumatic Grain ConveyorsДокумент19 страницAssessment of The Functional Performance of Pneumatic Grain ConveyorspneuconОценок пока нет
- Basic System Concepts-Nol-TecДокумент7 страницBasic System Concepts-Nol-TecpneuconОценок пока нет
- Calculating Two-Phase Pressure Drop: Flow TypeДокумент8 страницCalculating Two-Phase Pressure Drop: Flow TyperondonjjОценок пока нет
- Ton Container Gas Manifold Booklet 050916Документ12 страницTon Container Gas Manifold Booklet 050916jarrydОценок пока нет
- Automatic Pneumatic Bumper For Four WheelerДокумент4 страницыAutomatic Pneumatic Bumper For Four WheelerTanviОценок пока нет
- Bomba Pistao Motores Serie 70 15Документ32 страницыBomba Pistao Motores Serie 70 15Samuel Inacio Sara CristinaОценок пока нет
- Ata 36 PneumaticДокумент32 страницыAta 36 PneumaticA.RamosОценок пока нет
- VAG SKR Slanted Seat Tilting Disk Check Valve: Operating and Maintenance InstructionsДокумент11 страницVAG SKR Slanted Seat Tilting Disk Check Valve: Operating and Maintenance InstructionsnavaronefraОценок пока нет
- Section 5 Mechatronics SystemДокумент3 страницыSection 5 Mechatronics SystemАлексейОценок пока нет
- Pnd1000-3 Prep-Air II FRLДокумент21 страницаPnd1000-3 Prep-Air II FRLPartsGopher.comОценок пока нет
- Portals 0 Product Catalog Section 4.1 W9500Документ3 страницыPortals 0 Product Catalog Section 4.1 W9500Roberto EsparzaОценок пока нет
- Buckling PinДокумент6 страницBuckling Pinwsjouri2510Оценок пока нет
- Roldan, MC (400 Questions)Документ68 страницRoldan, MC (400 Questions)Couline Castillo Roldan - DinoyОценок пока нет
- 10079-CV-LC-001-00 Level Indicators (Revision 01)Документ24 страницы10079-CV-LC-001-00 Level Indicators (Revision 01)Kunal JhinganОценок пока нет
- Electra Quarter Turn ActuatorsДокумент20 страницElectra Quarter Turn ActuatorsHarry HonchoОценок пока нет
- BA - BV Series Air Hammer Pneumatic Vibrator - B0Документ16 страницBA - BV Series Air Hammer Pneumatic Vibrator - B0Nguyễn Ngọc Phước VươngОценок пока нет
- JGH - E - K - T Technical Manual PDFДокумент132 страницыJGH - E - K - T Technical Manual PDFhugoheloОценок пока нет
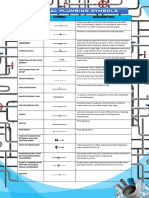
- General Plumbing Symbols: Name Symbol DescriptionДокумент3 страницыGeneral Plumbing Symbols: Name Symbol DescriptionJohn Dave RamirezОценок пока нет
- Bill of MaterialДокумент4 страницыBill of MaterialsundyaОценок пока нет
- Sensor Iss 4l65e TLT-P774-001Документ2 страницыSensor Iss 4l65e TLT-P774-001miguelОценок пока нет
- Válvula de Prá-Ação SPKДокумент9 страницVálvula de Prá-Ação SPKwilliamaguiar8Оценок пока нет
- INSTALLATION Training PresentationДокумент36 страницINSTALLATION Training PresentationamirОценок пока нет