Вам также может понравиться
- Crude Oil Refining ProcessДокумент8 страницCrude Oil Refining Processpapasky0% (1)
- Tatory ProcessДокумент4 страницыTatory ProcessSavita GuptaОценок пока нет
- Manual HJ Type 7 LubricatorДокумент54 страницыManual HJ Type 7 LubricatorWei HonglinОценок пока нет
- Achieve Success in Gasoline HDTДокумент6 страницAchieve Success in Gasoline HDTmujeeb84Оценок пока нет
- Oil Refinery Processes and Basic ApplicationsДокумент58 страницOil Refinery Processes and Basic ApplicationsAwais839100% (1)
- Solvent Extraction and DewaxingДокумент21 страницаSolvent Extraction and DewaxingAnwesh SatapathyОценок пока нет
- Coke Formation in The Thermal CrackinДокумент7 страницCoke Formation in The Thermal Crackinfaez100% (1)
- Optimization of Distillation ProcessДокумент8 страницOptimization of Distillation ProcessAhmed AldubaiОценок пока нет
- Thai Ethanol Production PlanДокумент12 страницThai Ethanol Production Plantoanvmpetrologx100% (1)
- Cb&i HcuДокумент4 страницыCb&i HcuPrithikalulu KishoreОценок пока нет
- Catacarb Section, Dawood Hercules Fertilizers LimitedДокумент16 страницCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Optimization of Crude Oil DistillationДокумент8 страницOptimization of Crude Oil DistillationJar RSОценок пока нет
- Dewatering and Desalting Crude OilДокумент2 страницыDewatering and Desalting Crude OilRichard ObinnaОценок пока нет
- Pulsation Dampener ProductsДокумент16 страницPulsation Dampener Productsgekinter100% (1)
- Petrochem 10 - SEM 1 12-13Документ40 страницPetrochem 10 - SEM 1 12-13Saifuddin AzizОценок пока нет
- The Uses of Aromatic CompoundДокумент12 страницThe Uses of Aromatic Compoundoasis_dessert80% (15)
- Selection of Technologies For Gas Plant NaturalДокумент15 страницSelection of Technologies For Gas Plant NaturaljxlОценок пока нет
- Ste Conchem q1m3 CfgnhsДокумент28 страницSte Conchem q1m3 CfgnhsKaira StellaОценок пока нет
- Hydrodealkylation ProcessesДокумент6 страницHydrodealkylation ProcessesCluisantony Jayco Dize100% (1)
- Brochure Uk ProductsДокумент2 страницыBrochure Uk ProductsJavier TrujillanoОценок пока нет
- Modeling of Hydro CrackerДокумент19 страницModeling of Hydro Crackerapi-3709413100% (2)
- Reactions of Alkanes, Alkenes, and AlkynesДокумент4 страницыReactions of Alkanes, Alkenes, and Alkynesadeem alontoОценок пока нет
- Naptha Hydrotreating Catalysts PDFДокумент2 страницыNaptha Hydrotreating Catalysts PDFElena Ricci100% (1)
- Unit 2 1Документ4 страницыUnit 2 1Sadagopan RajaОценок пока нет
- Application of Spiral Heat Exchangers in Heavy Oil Service External PDFДокумент27 страницApplication of Spiral Heat Exchangers in Heavy Oil Service External PDFProcess EngineerОценок пока нет
- Thesis - Hydrodealkylation of TolueneДокумент119 страницThesis - Hydrodealkylation of TolueneSofia100% (1)
- PTQ Enhancing Heat TransferДокумент5 страницPTQ Enhancing Heat TransferkulaspiroОценок пока нет
- Novel scheme enables production of renewable green dieselДокумент13 страницNovel scheme enables production of renewable green dieselNadia RizanedewiОценок пока нет
- AERI's Sustainable Energy Strategy for AlbertaДокумент6 страницAERI's Sustainable Energy Strategy for AlbertaHendry DrajatОценок пока нет
- JERP Brief ProcessДокумент14 страницJERP Brief Processbikas_sahaОценок пока нет
- PETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONДокумент6 страницPETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONMilan MoradiyaОценок пока нет
- Basics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, CatalystsДокумент5 страницBasics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, Catalystsonizuka-t2263Оценок пока нет
- 6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonДокумент17 страниц6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonCamilo inversionesОценок пока нет
- Global Scenario On Toluene Diisocyanate (TDI) : Nandini Consultancy CenterДокумент13 страницGlobal Scenario On Toluene Diisocyanate (TDI) : Nandini Consultancy Centeranuj242100% (1)
- Ullmans PhenolДокумент18 страницUllmans PhenolMaria PaulaОценок пока нет
- Material Balance and Reaction Kinetics Modeling FoДокумент6 страницMaterial Balance and Reaction Kinetics Modeling Fousman_hafeez86Оценок пока нет
- 10 - Latest Developments in Hydrocracking Catalysts Proceedings PDFДокумент26 страниц10 - Latest Developments in Hydrocracking Catalysts Proceedings PDFmujeebtalib100% (1)
- HydrodesulfurizationДокумент7 страницHydrodesulfurizationjcencicОценок пока нет
- DCC EngДокумент1 страницаDCC Engwahaha06Оценок пока нет
- FCC 2Документ17 страницFCC 2bac_nobita7657Оценок пока нет
- Aromatic ProductionДокумент11 страницAromatic Productionravi kansagara100% (1)
- 5Документ35 страниц5AbdulrazzaqAL-MalikyОценок пока нет
- TCM 701Документ20 страницTCM 701OYINLOLA ADESOKANОценок пока нет
- Advances in The OCC Process For Propylene ProductionДокумент6 страницAdvances in The OCC Process For Propylene ProductionAngel Richard MamaniОценок пока нет
- Lecture 18: Isopropanol and Acetone From Propylene: Module 3: PetrochemicalsДокумент2 страницыLecture 18: Isopropanol and Acetone From Propylene: Module 3: Petrochemicalsshamsullah hamdardОценок пока нет
- Catalytic Isomerization Process OptimizationДокумент7 страницCatalytic Isomerization Process Optimizationanasaie20% (1)
- Modul Hysys 1x1 Print PDFДокумент203 страницыModul Hysys 1x1 Print PDFmochfaridОценок пока нет
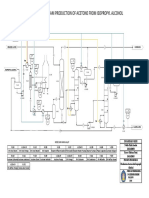
- PFD Acetone From Isopropyl AlcoholДокумент1 страницаPFD Acetone From Isopropyl AlcoholNabila Rizki AmaliaОценок пока нет
- Fluid Catalytic CrackingДокумент20 страницFluid Catalytic CrackingSandeep KumarОценок пока нет
- Applications of AdsorptionДокумент6 страницApplications of AdsorptionmrshashmiОценок пока нет
- SiCl4 PreparationДокумент5 страницSiCl4 PreparationAdam FlynnОценок пока нет
- DOWCAL 10 Heat Transfer Fluid Product GuideДокумент2 страницыDOWCAL 10 Heat Transfer Fluid Product GuideMehulPujaraОценок пока нет
- The Purpose of Sulfur Guard BedДокумент1 страницаThe Purpose of Sulfur Guard BedAlia Khan100% (1)
- Catalyst Cracking of NapthaДокумент9 страницCatalyst Cracking of Napthasswoo3868Оценок пока нет
- Forcasting The Future Production Performance For Depletion Drive Reservoirs Using A New Spreadsheet Program PDFДокумент14 страницForcasting The Future Production Performance For Depletion Drive Reservoirs Using A New Spreadsheet Program PDFadeeyoОценок пока нет
- PDHG - Methyl Isobutyl Ketone - Nov-2011Документ6 страницPDHG - Methyl Isobutyl Ketone - Nov-2011thomas_v501925Оценок пока нет
- Microbial DesulfurizationДокумент34 страницыMicrobial DesulfurizationMiguel RazquinОценок пока нет
- Alkylation unit process in petroleum refineriesДокумент6 страницAlkylation unit process in petroleum refineriesFabricio Trosarello100% (1)
- 4 - Watkinson - Coke Formation - F - FoulingДокумент8 страниц4 - Watkinson - Coke Formation - F - Foulingeragorn100% (1)
- What Is DesulfurizationДокумент20 страницWhat Is DesulfurizationYash NandurkarОценок пока нет
- Alkylation PDFДокумент7 страницAlkylation PDFAnagha kvОценок пока нет
- Hydrotreating Amine Treating & Sulphur Recovery: PetroДокумент8 страницHydrotreating Amine Treating & Sulphur Recovery: PetroIlham HakimОценок пока нет
- Simulating Methanol Recovery in Biodiesel ProductionДокумент6 страницSimulating Methanol Recovery in Biodiesel ProductionSteven Putra HalimОценок пока нет
- Continuous Regenerative (Moving Bed) CCR PlatformingДокумент4 страницыContinuous Regenerative (Moving Bed) CCR PlatformingAnnissa Nur HidayatiОценок пока нет
- Characteristics and Uses of Petroleum Fractions ExplainedДокумент1 страницаCharacteristics and Uses of Petroleum Fractions ExplainedXiiao Xiiao Lingzz100% (1)
- FORMALDEHYDE Cost EstimationДокумент5 страницFORMALDEHYDE Cost EstimationPradeep Munna100% (2)
- Tatoraytechsheet PDFДокумент2 страницыTatoraytechsheet PDFAnubhavAgarwalОценок пока нет
- SulfolaneAppendices A EДокумент158 страницSulfolaneAppendices A Erkhandelwal9604Оценок пока нет
- Purpose: To Separate The Substance in Crude Oil With Lower and Higher Boiling Point. MethodДокумент7 страницPurpose: To Separate The Substance in Crude Oil With Lower and Higher Boiling Point. MethodHafiz ImranОценок пока нет
- Alhaji Massoud Juma - Petroleum AssignmentДокумент9 страницAlhaji Massoud Juma - Petroleum AssignmentAlhaj MassoudОценок пока нет
- 30 TB 65Документ1 страница30 TB 65Hòa Đặng100% (1)
- Changes in Pakistan Customs TariffДокумент49 страницChanges in Pakistan Customs Tariffnomanjavid88Оценок пока нет
- 96 2fenolДокумент8 страниц96 2fenolWilmer Raul YucaОценок пока нет
- 738616703organic ConversionДокумент8 страниц738616703organic ConversionSakshi SinghОценок пока нет
- Improvement of Method For Determination of Isocyanate Group ContentДокумент5 страницImprovement of Method For Determination of Isocyanate Group ContentBUSTANUL RIZKY RIZKYОценок пока нет
- PFD FileДокумент15 страницPFD Filehardiknanera25Оценок пока нет
- CHM Lab Report, 3c.fathiahДокумент17 страницCHM Lab Report, 3c.fathiahFathiah NhОценок пока нет
- Amali 1 LaporanДокумент3 страницыAmali 1 LaporanFauzan AzizОценок пока нет
- Simulation and Optimization in The Process of Toluene Liquid-Phase Catalytic OxidationДокумент3 страницыSimulation and Optimization in The Process of Toluene Liquid-Phase Catalytic OxidationSithambaran KamacheeОценок пока нет
- Master Catalog PetroДокумент76 страницMaster Catalog PetroAlexSОценок пока нет
- Chapter 4 Aromatic CompoundsДокумент61 страницаChapter 4 Aromatic CompoundsapayОценок пока нет
- Exp 1 Properties of HydrocarbonДокумент4 страницыExp 1 Properties of HydrocarbonNigel LoewОценок пока нет
- OrgChem - Classification Test For HydrocarbonsДокумент9 страницOrgChem - Classification Test For HydrocarbonsSamuel Cao0% (1)
- Kitagawa Gas Detector Tube SystemДокумент21 страницаKitagawa Gas Detector Tube SystemClaudio PratesiОценок пока нет
- Alternatives to Toluene & Xylene: TOTAL’s answer for industryДокумент2 страницыAlternatives to Toluene & Xylene: TOTAL’s answer for industryanant_z12Оценок пока нет
- United States Patent (191: Brunke Et A1. (11) Patent Number: (45) Date of PatentДокумент13 страницUnited States Patent (191: Brunke Et A1. (11) Patent Number: (45) Date of PatentAnonymous vRpzQ2BLОценок пока нет
- Benzene/Toluene Oxidation Models Based on Flow Reactor and Flame DataДокумент8 страницBenzene/Toluene Oxidation Models Based on Flow Reactor and Flame DataOvo OjasОценок пока нет
- CHE 304 Optional Homework Due Toluene HyДокумент9 страницCHE 304 Optional Homework Due Toluene Hyqurat ul ainОценок пока нет
- AromaticsДокумент64 страницыAromaticsM Rana DeepakОценок пока нет