United States Patent
Van Rens et al.
Ga) FORME
_-SEAL MACHINE
(75) Inventors: Joseph Johan Maria Van Rens, Weer
(XL); Peter Joseph Hendriks, Weert
(NL); Wihelmus Catharina Gerardus
‘Maria Tax, Weert (NL); Peter
Hubertus Daal, Linne (NL)
CHS Weert B
(73) Assignee: 1 RV Weest (NL)
(2). Notice: Subject to any disclaimer the teem of this
patent is extended or adjusted under 35
US.C. 1540) by 0 days,
C21) Appl. Now 1O/810,685
Mar. 28, 2004
(63) Prior Publication Data
US 20060182045 AT Sep 23, 2004
Related U.S. Application Data
(62) Division of aplication No. 09985037, fled on Nov. 1
2B, now Pal No. 710875,
(30) Foreign Application Priority Data
Now 1.2000 (NL) oes
(1) Im. cu BosB 61/20
(2) US.C SH/133.4, 59/139.2; 53/550
(58) Fleld of Search 53412, 416, 451,
539550, S51, 133.4, 1394
66) References Cited
US. PATENT DOCUMENTS.
SaMS12 A 971985. Capdeboneg
ni7ags A 1198 Chroot
issisn2 A WIO8T Chait ta
10$00692297282
US 6,922,972 B2
Aug. 2, 2005
(20) Patent No.
(5) Date of Patent:
$29.38 AIST Langenberg ot
Ssro82 8 101980 Ata
‘emeoe7 A 11/1980 Ven Enden
Soatss7 A * 61991 Tilman 38303
5373933 A _ 12/1904 Plank et a
Ssoh259 A * 101905 Somer saa
Sa00.%6 A 21997 Hamid
Siei8t40 A 7997 Waders
567200 A 911997 Malin
S.%6(MS A 7/1908 Bodolay eta
674084 BL 11/2002 Simionato
Gc74SS4S B2* “62004 Schoeder et siz
FOREIGN PATENT DOCUMENTS
ep Dsr3ss6 10)108
FR 27 G18
wo SROERS 11998
Primary Esaminer-—Louis K. Huynh
‘Assistant Exainer—Hemant M Desi
(74) Auorney, Agent, or Firm—Young & Thompson
6 ABSTRACT
Form-fil-seal machine inches pats for moving 4 web of
packaging material through the machine according to 2
process path and pars for transforming the web into filled
bags, as well asa zipper strip applicator device for supplying
Zipper strip for each bug transverse to the process path, by
lise ofa Tit and a second conveyor, which inthe supply
direction ofthe ipper strip are placed one behing the other
fan are bats provided with parts or retaining the zipper sirip
‘uring supply, «blade being placed between the frst and the
second conveyor for cutting the zipper stip and the frst and
the second conveyor being provided with their own frst and
second drive
30 Claims, 10 Drawing Sheets
U.S. Patent Aug. 2, 2005 Sheet 1 of 10 US 6,922,972 B2
80
: FIG, 1
US 6,922,972 B2
Sheet 2 of 10
Aug. 2, 2005
U.S. Patent
FIG. 2
US 6,922,972 B2
Sheet 3 of 10
Aug. 2, 2005
U.S. Patent
FIG. 3
U.S. Patent Aug, 2, 2005 Sheet 4 of 10 US 6,922,972 B2
U.S. Patent Aug, 2, 2005 Sheet 5 of 10 US 6,922,972 B2
U.S. Patent Aug. 2, 2005 Sheet 6 of 10 US 6,922,972 B2
u
FIG, SA
U.S. Patent Aug, 2, 2005 Sheet 7 of 10 US 6,922,972 B2
25 250 31
SO 25c 7
a | 46 45
44
42 by
oo — Z
am |
Y
327 | 94
446
94
93
FIG, SB
US 6,922,972 B2
Sheet 8 of 10
Aug. 2, 2005
U.S. Patent
Jo) ols
vey
allo cooce ooo e000 won
v6)
¥, £6)
oo one a
v6)
it) ep £6 5 =
67
wy =) _
Ee ae
67
ve ef eo 4
ve
U.S. Patent Aug. 2, 2005 Sheet 9 of 10 US 6,922,972 B2
©) °
FIG. 7B
US 6,922,972 B2
Sheet 10 of 10
Aug. 2, 2005
U.S. Patent
US 6,922,972 B2
1
FORML-FILL-SEAL MACHINE,
(CROSS REFERENCE TO RELATED
"APPLICATIONS,
This application is a division of US, application Ser. No.
(09)985,037, filed on Nov. 1, 2001, now USS. Pat. No,
6m S875,
FIELD OP THE INVENTION
“The invention relates to a form-fil-seal machine, particu
Jaely formefilseal machine wherein a weh of bag material,
sich as foil, before transforming it into tubular shape, is
provided with so-called zipper stip, one for each bag to be
‘madefille. Said zipper strips generally consist of two strip
members situated opposite each ober and provided with
male and female pars that ean be brought into detachable
‘engagement with each other, are lakea from a stock and ate
applied transverse to the Web, either with or without a
Timited pre-weld or preaclhesion Inthe action of transverse
‘sealing the bags the zipper strip is also permanently welded
to the bag walls
BACKGROUND OF THE INVENTION
From US. Pat. No. 4,617,683 it is known to apply a
zipper strip provided with adjacent male and female parts,
‘over the full wid of a web of bag material, by engaging a
Teading area with a vacuum head and moving the head
transverse aver the upperside of the web to the atbor edge.
Subsequently the Zipper strip is welded tothe web by means
‘of a thetmal seal rod extending from above and an anvil,
Altematively the zipper sip may be provided with a heat
activated glue
From USS. Pat, No. 4,878,987 itis known to supply the
‘cooperating male and female pasts ofthe zipper stip from
both sides, ransverse tothe web, by means of pusher rolls
‘The male and female strips ae then each pushed from thei
side towards the cente, guided by transverse ducts, and then
Welded to the web.
From the international patent application WO 98103328 it
Js known to place a zipper stip transverse tothe web of bag
material by means of a vaeuum band positioned above the
‘web and weld the ssp tothe bag. atrial
‘Applying the zipper strips requires a high control of the
‘orientation and the exact lecation ofthe steps, a8 imperfee
tions in it may hinder the further process and may result ia
malfunctioning
OBIECT OF THE INVENTION
I isan object of the invention to provide a form-fll-sal
‘machine ofthe type mentioned in the preamble with whieh
avery high degree of contol ean be achieved in placing the
Pippo strips.
Iisa further object of the invention to provide a form=
fill-seal machine of the type mentioned inthe preamble, with
‘which a high processing speed can be walised of high
scctraey,
SUMMARY OF THE INVENTION
From one aspect the invention to that end provides a
formil-scal machine comprising means for moving a web
‘of packaging material through the machine according to a
process path aod means for transforming the wel ito fled
bags, furthermore comprising a zipper strip applicator
device having means for supplying a zipper strip for eae
%
o
2
bag transverse (0 the process path, whicl supply means
‘comprise 3 first and a second conveyor, wich in the supply
‘iretion of the zipper strip are placed one behind the ethet
land are both provided with means for retaining or engeging
the zipper strip during supply, a cutting means such a8 &
blade being placed between the first and the second con-
vveyor for etfing the zipper strip andthe frst and the second
conveyor being provided with their owa Fist and second
rive means.
‘The division into two conveyors makes it possible 10
Aivide functions as well, and namely a supply function for
the first conveyor anda positioning function forthe second
conveyor, the zipper strip each time being held over his
length by the first andior second conveyor
Preferably the machine is provided with control means for
te first and second deive means and the bad, the control
means being adjusted to consocutively operate the frst drive
‘means to transfer a predetermined length of zipper stip 10
the second conveyor, fo subsequently operate the blade and
thea operate the second conveyor for positioning the cut-lt
Zipper sirp portion transverse to the Web.
Preferably the contol means are adjusted to et both
‘conveyors move atthe same speed during the supply of the
length of zipper stp.
Tis preferred here thatthe retaining means of the firs and
the second conveyors as well are controled by the contol
ans, preferably for continously activating them, They
ay be designed as vacuum band means—kcwn per se—
In view of elliciney of the suction and ereating as few as
possible process discupting air flows, it i advantageous
‘when the machine is provided with means for adjusting the
‘active length of the vacuum means forthe second conveyor,
Preferably the control means ae then provided with means
or comparing an entered zipper stip length and the position
in transverse direction tothe web and the acjusted length of|
the vacuum means, and of means for releasing the drive of
the machine based on the outcome of said comparison.
‘When the leagth ofthe vacuum means does not correspond
to the one necessary forthe process in question the machine
will not be released,
The means for adjusting the ative length ofthe vacuum
neans preferably comprise tube to be comnected to a
‘vacuum source, Which tube in its circumference is provided
‘With series of apertures of different length extending in tube
Girection, andl which is rotatable in an adjustable manner to
Jet a selected series of apertures form the connection
between the apertures in the vacuum band and the tube
is further preferred that at leat the second conveyor is
placed below the web.
‘This improves the stability of the zipper strip.
‘The controllability ofthe zipper strip is further improved
‘when the machine is furthermore provided with means for
guiding the zipper strip on the first and/or second conveyor,
‘hich guiding means are preterably formed by a rigid
guiding scip, which is positioned to extend between the
‘male and female parts of the zipper strip. In this way the
Zipper stip is guided in sideward dieection, so that itis
prevented that it would want to runoff from the conveyors
4a cesut of is aatural inclination o Warp ia the main plane
Preferably the guiding strip is interrupt, aod itis par-
ticularly formed by a series of teeth, so that fictional forces,
that may counteract a smooth supply ofthe zipper strip, are
limited to a minimum. The guidance is improved when the
teeth have inelined side edges andior rounded tips
‘As a result of the interrupted guidance, in particular the
teeth, the negative effeets of the undulation in the zipper
US 6,922,972 B2
7
‘trip, which undulation i the result of the rolled-up posto
in which the zipper strip material is supplied, is further
reduced, because of reduction of the friction and the guid-
ance in the vertical plane, Asa result the grip of the ettining
‘means, parculaly the vacuum means is improved
Preferably the guiding strip is positioned to—eonsidered
in process path—engage the upstream side of the zipper
stip, between the sip members having the male and female
pars.
Ina further development the zipper stip applicator device
is also provided with an anvil strip for use inthe pre-sealing
‘of the zipper stip t0 the web, which anvil strip then is
preferably situated at the—considered in process path—
‘downstream side of the second conveyor, The applicator
device here also provides a counter force during the pre
sealing
Ina further development the zipper stip applicatar device
Js supported on an auxiliary frame, whic itself is supported
in 2 main frame of the machine, the auxiliary frame wih
respect 1o the main frame being moveable between a
felricied operative position and an extended adjustment
Position, The iit insertion ofthe zipper strip ean then ake
place in an easly accessible manner. is preferred here that
2 calibration is provided on the second conveyor, extending
along he retaining means, preferably starting at the location
ofthe blade.
‘When the machin is further provided with control means
that have been provided with means for noticing the opers~
tive position of the auxiliary frame and with means for
releasing the drive of the machine based on that observation,
itis ensured that only in ease of @ coreet postion of the
auxiliary frame and thus of the applicator deviee the
‘machine can stat ean
‘From a further aspect the invention provides a formsill-
seal machine comprising means for moving a web of pack
aging material through the machine according to a process
path and means for tansforming the web into filled bags,
further comprising « zipper stip applicator device having
‘means for Supplying a zipper strip for each bag transverse to
the process path, which ripper strip applicator device is
supported on an auxiliary frame, which ilsef is supported in
‘A'main frame of the machine, the auxiliary frame with
respect 10 the main frame being moveable between a
retracted operative position and an extended adjusiment
position
From another aspect the invention provides a formsil-
seal machine ofthe type described in the preamble, further
provided with control means having means for noticing the
Position of a longitudinal edge of the woh with respect to &
fixed reference in the machine. This also provides a cond
tion for futher optimizing the accuracy ofthe placement of|
the zipper strip. It may also be possible in this way t0
influence the position in transverse direction ofthe web With
respect tothe form shoul.
Tn a further development hereof the machine is also
provided with means for positioning the zipper stip appli
‘calor device in tansverse direction, in response tothe dala
from the edge noticing means. By thus watehing the position
‘of the web side and automatically corecting the postion of
the applicator, errors inthe widih-positioning of the zippee
Strip with respect to the web edge as a result of sideward
‘movement of the web is prevented. The means for postion-
ing the zipper strip applicator device in transverse direction
may be formed by a servo-driven spindle motor.
In another further development the contral means are
adapted to control the drive of in particular the second
%
o
4
conveyor in the movement of the zipper stip to be applied,
in response lo the data from the edge noticing means
From yet another aspect the invention provides a form=
filseal machine of the type deseribed in the preamble,
Turthermore provided with conigol means baving frst means
{or noticing longitudinal marks on the web and for measur
ing the web distance travelled over a certain period by the
‘web af that location, which are placed near the zipper stip
applicator device, at least for the noticing means al =
distance from it known to the contol means, the contol
‘means being adapted to contrl the drive(s) of the zipper
strip applicator device, such as the said frst and second
‘conveyor in response to the data [eom the fist means for
‘noticing Jongitudinal marks on the web and for measuring
the web distanc
From a further aspect the invention provides « form.
seal machine of the type mentioned ia the preamble, fue
thermore provided with contol means having firs means for
noticing longitudinal marks on the web and for measuring
the web position, which are placed near the zipper stip
applicator device, wherein downstream of said first means
the machine i provided with an end roll forthe web, which
js movably arranged on the machine and which ean be
adjusted in positon with respect to the web course by means
fof movement means, the control means being adapted for
‘controling the movement means of the end rll fo altering
the web length between the fist means and the transverse
sealing means, in response to the data from the frst means
{or noticing longitudinal marks oa the web and the messur-
ing ofthe Web position, The end roll may be automatically
‘moved, for instance by sling or turing away, to increase
fr reduce the web length between zipper stip applicator
sevice and transverse sealing unit/utting unit In this way
an aceurate placement of the zipper seip wit respect to the
trooer spot and the transverse scam is ensured agein and
again.
Preferably the control means are provided with means for
storage of data regarding the bag length, the distance
between the noticing means and the pre-seal unit for the
Zipper sri, the distance between the longitudinal mark and
te transverse seam of a bag made and tbe distance between
the end transverse scaling means forthe zipper strip and the
bade forthe bags.
Alternatively deseribed the application provides a form=
‘llseal machine comprising means for moving a web of
packaging material through the machine according to @
Dracess path from a web supply side and means for tans-
forming the web ino filed bags, further provided with
contol means having first means for noticing longitudinal
‘marks on the web and for measuring the web postin, the
‘conrol means being provided with means for storage of dala
regarding the bag length, the machine heing provided with
an end or turn rol for the web, which is movably arranged
fn the machine in web direction and which is adjustable in
position in web direction by means of movement means, the
‘control means being adapted for controlling the movement
peans of tbe end rol for altering the length the web bas (©
travel from the supply side 10 the forming means, in
response (o the data ftom the bag Jeng input andthe frst
‘means for noticing longitudinal marks on the web and
measuring the web position.
‘Alternatively deseribed the patent application provides 3
{ormvfill-scal machine comprising means for moving a web
‘of packaging material through the machine according to a
braces path from a web supply side and means for trans-
forming the web into filled bags, further provided with
US 6,922,972 B2
5
‘control means having fist means for noticing longitudinal
‘marks on the web and for measuring the web speed, the
‘contol means being provided with means foe storage of data
Fegarding the bag length, the machine being provide with
fn end of tura roll for the web, which is movably arranged
‘on the machine in web diccction and which is adjustable in
positon in web dreetion by means of movement means, the
‘control means being adapted for controlling the movement
‘means ofthe end rll for altering the length the web has 10
travel from the supply side 10 the forming means, ia
response to the data Irom the bag length input and the first
tmetns for noticing longitudinal marks on the web and
messuring the web speed
‘From yet a further aspect the invention provides form=
fll-seal machine comprising means for moving a web of
packaging material through the machine according to @
process path from a web supply side and means for trans-
forming the web into filled bags, further comprising a zipper
Strip applicator device having means for supplying a zippes
‘tip for each bag transverse to the proeess path and having,
means for sealing a Zipper stip to the web for each bag 10
bbe made, the machine being adapted for making the bags
With contiauous web supply over the forming means, the
machine being provided with means for keeping the web
Sill at the location of the sealing means, and with means
placed dosensiream ofthe sealing means for forming a buller
‘web length prior to each Keeping sil and leasing it dring
keeping the web sil. Thus reliable, continuous weh supply
to the moulding and closing means is ensured,
It is preferred hore that tho end roll and its movement
‘means area pat of the buffer forming means so that it ean
be elective in two ways.
From another aspect the invention provides a formfill-
seal machipe comprising means for moving a web of packs
‘aging material through the machine according to 4 process
path and means for transforming the web into filled Bags,
further comprising « zipper strip applicator device having
means for supplying a zippet strip for each ag transverse 10
the process path, which supply means comprise a firs and &
second conveyer, which in supply diretion of the zipper
‘tip acc placed one behind the other and are both provided:
With meaas for cetaiaing the zipper srip during supply, a
blade being placed between the frst and second conveyor
for euting the zipper stip. Both conveyors can he driven by
‘one single drive, the iansfer to the second conveyor for
Jnstance being such that this one runs a ltl faster than the
firt conveyor, 0 that the zipper strip is stretched during
positioning,
Preferably the first and the second conveyor are posi=
tioned to suppost the zipper strip.
Preferably the retaining means are vacuum means.
From 2 further aspoct the application proves a form=
fil-seal comprising means for moving a web of packaging
‘material through the machine according to a process pall
and means for transforming the web ino filled bags, further
‘comprising a zipper stip applicator device having means for
supplying a zipper stip lor each bag transverse 10 the
process path, which supply means comprise 8 conveyor
Positioned transverse 10 the process path, which Is posi
tioned ta support the zipper stip and is provid! with means
for retaining the zipper strip during the supply and. pre~
scaling at the lower side of the web, The support of the
ripper strip improves its. stbilily during Supply and
Positioning, so that the zipper strip can be accurately
applied.
tis noted that measures discussed above, such a5 web
side watcher, the end rll and the adjustment means for the
%
o
6
sctve le xcuim band, ean be used both in
rrangement with two conveyors and in an arrangement with
‘ne continuous conveyor
From a further aspect the application provides a form-
fillseal machine comprising means for moving a web of
packaging material through the machine according to. 2
process path and means for transforming the web into filled
bags, further comprising a zipper strip applicator devi
hhaving means for supplying a zipper strip for each bag
transverse tothe process path, Which supply means comprise
4 conveyor positioned transverse to the process path, fie
thermore provided ‘with means for permanently adhering
both the strip members provided with male and female parts
respectively ofthe zipper sip, at locations that are stated
at mutual distance corresponding tothe desired Iength of
the cut-off zipper strips to the applied, the adhering means
‘comprising (wo adhering members, which engage on both
‘sides ofthe male and female parts to seal them to each other
In this way s bulge in the zipper strip ends is prevented,
which is favourable to the manageability ia the further
process. The so-called “crunching” ean now take place with
4 running Zipper stip. By adapting the contol means at the
‘wanted strip Tength and with the kaown distanee between
bade and crunch unit, as well as with known supply speed
‘ofthe zipper strip, the creect moment for erunching can be
‘ulomatically determined and a that moment the crunch uit
fan be activated
Preferably two adhering members are positioned to
enclose the male and female parts between them during
sealing
is further prefered here thatthe wo adhering members
comprise a rotatable or idle anvil and a sealing arm, par-
ticularly ultasonic sealing arm, The Trely rotatable anvil
prevents unwanted frictional forees and the arm is only in
contact with the Seip when erunching has to take place.
From a futher aspect the invention provides 4 form:
seal machine comprising means for moving a web of pack-
aging material through the machine according to a process
path and means for transforming the web into a tubular
shape, turing it into bags, filing the bags and closing the
‘illed bags, the means for tansforming into the tubular shape
‘comprising longitudinal guides, placed at a mutual distance
corresponding to the zipper strip length, for guiding the tube
from the transformation means to the location of filling
Preferably the fling means comprise a chute, which atthe
coutside is provided with longitudinal guides, Thus it is
prevented thatthe tubular web ‘wists and the Zipper Strip
‘Would not lie correctly any more and no god! transverse seal
ould be made, Because of the longitudinal guides the
largest circumferential size ofthe chute is pot changed, but
the strips lie within suid circumferential size
[BRIEF DESCRIPTION OF THE DRAWINGS
‘The inventions willbe elucidated on the basis of a number
‘of exemplary embodiments shown inthe attached figures, in
‘which
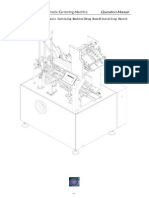
FIG, Li sformfil-seal machine according to the inven
sion in side views
FIG. 2 is a view in perspective of the form-fil-seal
machine of FIG. 1, obliquely from its front side;
FIG. 2A is detail ofthe form-fill-seal machine of FIG.
2
FIG. 3 is a view in perspective at the rear side of the
{ormillscal machine of the FIGS. 1 and 2;
FIGS. 4A-D show a zipper strip applicator device ofthe
{ormfill-scal machines of FIGS. 1-3, in consecutive sages.
of use;
US 6,922,972 B2
1
FIGS, SA-C ate some details ofthe means for adjusting
the active leagth of the zipper strip applicator device;
FIG. 6 schematically shows a cross-section of apart ofthe
‘Zipper stip applicator deviee of the FIGS. 44-D;
FIGS. 7A and 7B show a cross-section and a top view,
respectively, of a so-called crunch unit for use in a form”
fillseal machine having. zipper stip applicator device; and
FIGS. 8A ad 8B show a schematic view in perspective of
the course ofa foil web to and about a form shoulder with
‘consecutive Hilling ube in a form-ll-seal machine: and a
cross-section of sid filling tube, respectively
DETAILED DESCRIPTION OF THE DRAWINGS
‘The formfllseal machine 1 shown in FIGS. 1-3 com=
prises « chassis or frame 2, on which various parts and
‘control means have been arranged to manufacture a series of
brags 6 filled with bull goods, sich as Foods, ut also
inedible bulk goods, from a foil web 6, that is supplied on
roll 4
(On frame 2 outiggers 3 ace provided, in which a tans-
verse axis § can be supported, On the axis $a roll of fil
web 6 has been placed,
For reasons of simplicity a number of parts in process
Вам также может понравиться
- Profil Venelteko 02 enДокумент36 страницProfil Venelteko 02 enguillermomolteniОценок пока нет
- 300 Instructions BookДокумент32 страницы300 Instructions BookceltorОценок пока нет
- fs1000 en PDFДокумент2 страницыfs1000 en PDFLukito TitoОценок пока нет
- AccelacotaBrochure2006 PDFДокумент16 страницAccelacotaBrochure2006 PDFlapandaОценок пока нет
- Tube Filling and Sealing Machine Operation ManualДокумент43 страницыTube Filling and Sealing Machine Operation ManualEdhwinn Javier Popo MorenoОценок пока нет
- Ammeraal Envolsadoras LinatexДокумент4 страницыAmmeraal Envolsadoras LinatexVictor MoralesОценок пока нет
- Vertical Form Fill SealДокумент29 страницVertical Form Fill Sealrodolfo muñoz magañaОценок пока нет
- Bouwpaco Powder Dosing & PackingДокумент33 страницыBouwpaco Powder Dosing & PackingAlexander AeromodelistaОценок пока нет
- c660b Leak and Seal Strength TesterДокумент3 страницыc660b Leak and Seal Strength TesterRizky RamadhaniОценок пока нет
- Ishida ACP-700 Series Case Packer Brochure (6200)Документ10 страницIshida ACP-700 Series Case Packer Brochure (6200)Kundan KumarОценок пока нет
- Saint Gobain Furon Microe High Purity Fluid Handling Solutions CatalogДокумент32 страницыSaint Gobain Furon Microe High Purity Fluid Handling Solutions CatalogXavierОценок пока нет
- MR - Ranjeet Kumar Kurkure Process Line With PackingДокумент12 страницMR - Ranjeet Kumar Kurkure Process Line With PackingRanjeet BhaiОценок пока нет
- Form Fill Seal BrochureДокумент12 страницForm Fill Seal BrochureMuhammad Alva Budi WardhanaОценок пока нет
- Versatility and precision with handtmann VF 600 vacuum fillerДокумент12 страницVersatility and precision with handtmann VF 600 vacuum fillermiloОценок пока нет
- Area-Layer-Gripping-Systems Catalogue PDFДокумент40 страницArea-Layer-Gripping-Systems Catalogue PDFaidixon CAD designОценок пока нет
- Packaging Machine Tablet Filler Webpage Rev01Документ1 страницаPackaging Machine Tablet Filler Webpage Rev01Mayank ShekharОценок пока нет
- SVC Series enДокумент5 страницSVC Series enJulioОценок пока нет
- Ficha Tecnica Correa Habasit Grammer (Vfha001h04) PDFДокумент4 страницыFicha Tecnica Correa Habasit Grammer (Vfha001h04) PDFdavid caraoОценок пока нет
- Optima Branch Brochure Food v2 enДокумент24 страницыOptima Branch Brochure Food v2 enjohnb2bОценок пока нет
- Honetop-Rotary Packing Machine HT-8GДокумент27 страницHonetop-Rotary Packing Machine HT-8GNathaniel FernandesОценок пока нет
- Health Monitoring of VFFS Machine PDFДокумент5 страницHealth Monitoring of VFFS Machine PDFRakesh patelОценок пока нет
- Your Packaging Specialists: C Ntour SalesДокумент52 страницыYour Packaging Specialists: C Ntour SalesAhmad عfiaОценок пока нет
- NM402 Norden Tube FillingДокумент8 страницNM402 Norden Tube FillingSaka International LtdОценок пока нет
- ETL 89403175 001200 Innoclean EN 013Документ437 страницETL 89403175 001200 Innoclean EN 013Eren akarsuОценок пока нет
- Supertech Packing Machine - FaridabadДокумент4 страницыSupertech Packing Machine - Faridabadrajesh_rbpОценок пока нет
- Modular Labelling System, Labeling Equipment - Tronics America Series S1000 Brochure, CatalogДокумент2 страницыModular Labelling System, Labeling Equipment - Tronics America Series S1000 Brochure, CatalogtronicsamericaОценок пока нет
- Tube filling machines optimized for productivityДокумент8 страницTube filling machines optimized for productivitymhafizanОценок пока нет
- Netpack NP 350: Vertical Form, Fill and Seal MachineДокумент2 страницыNetpack NP 350: Vertical Form, Fill and Seal MachineJuan OrtegaОценок пока нет
- 10 Head Scale Manual PDFДокумент74 страницы10 Head Scale Manual PDFGerencia AngavilОценок пока нет
- Article Linear Weigh Filler Packaging MachineДокумент2 страницыArticle Linear Weigh Filler Packaging MachineMayank ShekharОценок пока нет
- Bosch Guide To Flow Wrapping enДокумент30 страницBosch Guide To Flow Wrapping engherla_bogdanОценок пока нет
- Semi Automatic Cartoning Machine SpecificationДокумент9 страницSemi Automatic Cartoning Machine SpecificationArkaОценок пока нет
- DQ BlisteadoraДокумент15 страницDQ Blisteadorasami2210Оценок пока нет
- Automatic Vert-Bag Packaging Machine ManualДокумент81 страницаAutomatic Vert-Bag Packaging Machine ManualLeonОценок пока нет
- VFJ-520 Automatic Vertical Packing Machine ManualДокумент39 страницVFJ-520 Automatic Vertical Packing Machine ManualIvan SaladinoОценок пока нет
- Blister Packaging Machine With Integrated CartonerДокумент20 страницBlister Packaging Machine With Integrated CartonerSatish HiremathОценок пока нет
- Impulse Sealer ManualДокумент8 страницImpulse Sealer Manualmariopilar100% (1)
- DL Texturing OBA DTY enДокумент32 страницыDL Texturing OBA DTY ensaul renteriaОценок пока нет
- Operation Manual of Powder Packing MachineДокумент7 страницOperation Manual of Powder Packing MachineProfar SAS LaboratorioОценок пока нет
- Knife BrochureДокумент2 страницыKnife BrochurechinchotarngОценок пока нет
- CB-VG52B Continuous Motion Machine (High Speed ManualДокумент8 страницCB-VG52B Continuous Motion Machine (High Speed ManualPaolo AltobelОценок пока нет
- VFFS Machine OmronДокумент35 страницVFFS Machine OmronAhmad EkoОценок пока нет
- Operation Manual: FWM1200 FWM1200AДокумент27 страницOperation Manual: FWM1200 FWM1200AnicolasОценок пока нет
- SPC - MWLV-01003 - Heedle Band Version 720 Pos.Документ17 страницSPC - MWLV-01003 - Heedle Band Version 720 Pos.Ade AdeОценок пока нет
- Design and Fabrication of Volumetric Weighing and Packing MachineДокумент3 страницыDesign and Fabrication of Volumetric Weighing and Packing MachineInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Packing MachineДокумент9 страницPacking Machinemiha3la33Оценок пока нет
- UHLMANN Blister Machine B 1240Документ3 страницыUHLMANN Blister Machine B 1240Mahendra Putrianti Sasongko0% (1)
- EPI-3522 GRAND - Abian BlisreringДокумент12 страницEPI-3522 GRAND - Abian Blisreringmohammad pirayesh100% (1)
- Operation Manual: Multihead WeigherДокумент40 страницOperation Manual: Multihead WeigherAlvaro DiazОценок пока нет
- The New: The Best Solution For The New Class of Filter BagДокумент24 страницыThe New: The Best Solution For The New Class of Filter BagThong Kin MunОценок пока нет
- Bottle Unscrambling SystemsДокумент2 страницыBottle Unscrambling SystemsAhmet MetinОценок пока нет
- 40 Sweet Sides of InterpackДокумент20 страниц40 Sweet Sides of InterpackRainierKОценок пока нет
- XWZ-120A Operation Manual: Full Automatic Cartoning MachineДокумент35 страницXWZ-120A Operation Manual: Full Automatic Cartoning MachinealexjoelОценок пока нет
- Sim Tab FeederДокумент2 страницыSim Tab FeederMusab HashmiОценок пока нет
- Ertical Type Cosmetic Cream Ointment Sauce Filler Equipment With HeatingДокумент13 страницErtical Type Cosmetic Cream Ointment Sauce Filler Equipment With HeatingAbd Al-Rahmman Al-qatananiОценок пока нет
- Meech Web Cleaning Overview Brochure 2015Документ24 страницыMeech Web Cleaning Overview Brochure 2015danceОценок пока нет
- He Fam 1080 6 Brick Quotation Latest PriceДокумент10 страницHe Fam 1080 6 Brick Quotation Latest PriceSHASHANKDUBEY52Оценок пока нет
- SomatecДокумент123 страницыSomatecAdi kurniantoОценок пока нет
- Side Sealing Machine Operation GuideДокумент30 страницSide Sealing Machine Operation GuideRocio GimenezОценок пока нет
- Other People's Dirt: A Housecleaner's Curious AdventuresОт EverandOther People's Dirt: A Housecleaner's Curious AdventuresРейтинг: 3.5 из 5 звезд3.5/5 (104)
- You Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherОт EverandYou Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherОценок пока нет
- The Asshole Survival Guide: How to Deal with People Who Treat You Like DirtОт EverandThe Asshole Survival Guide: How to Deal with People Who Treat You Like DirtРейтинг: 4 из 5 звезд4/5 (60)
- Welcome to the United States of Anxiety: Observations from a Reforming NeuroticОт EverandWelcome to the United States of Anxiety: Observations from a Reforming NeuroticРейтинг: 3.5 из 5 звезд3.5/5 (10)
- The Importance of Being Earnest: Classic Tales EditionОт EverandThe Importance of Being Earnest: Classic Tales EditionРейтинг: 4.5 из 5 звезд4.5/5 (43)
- The House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedОт EverandThe House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedРейтинг: 4.5 из 5 звезд4.5/5 (5)
- The Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolОт EverandThe Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolРейтинг: 4 из 5 звезд4/5 (14)
- Sexual Bloopers: An Outrageous, Uncensored Collection of People's Most Embarrassing X-Rated FumblesОт EverandSexual Bloopers: An Outrageous, Uncensored Collection of People's Most Embarrassing X-Rated FumblesРейтинг: 3.5 из 5 звезд3.5/5 (7)
- The Best Joke Book (Period): Hundreds of the Funniest, Silliest, Most Ridiculous Jokes EverОт EverandThe Best Joke Book (Period): Hundreds of the Funniest, Silliest, Most Ridiculous Jokes EverРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Lessons from Tara: Life Advice from the World's Most Brilliant DogОт EverandLessons from Tara: Life Advice from the World's Most Brilliant DogРейтинг: 4.5 из 5 звезд4.5/5 (42)
- Humorous American Short Stories: Selections from Mark Twain, O. Henry, James Thurber, Kurt Vonnegut, Jr. and moreОт EverandHumorous American Short Stories: Selections from Mark Twain, O. Henry, James Thurber, Kurt Vonnegut, Jr. and moreОценок пока нет