Вам также может понравиться
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- CAN Physical Layer and Termination Guide - National InstrumentsДокумент3 страницыCAN Physical Layer and Termination Guide - National InstrumentsdubimouОценок пока нет
- Manu 2019Документ6 страницManu 2019venkat301485Оценок пока нет
- User Guide: Electronic PotentiometerДокумент7 страницUser Guide: Electronic PotentiometerBenArdanОценок пока нет
- Programmable Peripheral Interface and ApplicationsДокумент53 страницыProgrammable Peripheral Interface and ApplicationsRakeshkumarcegОценок пока нет
- E-INK Display TechnologyДокумент23 страницыE-INK Display Technologydurga454Оценок пока нет
- Time Operated Electrical Appliances ControlДокумент9 страницTime Operated Electrical Appliances ControlSadaf GulshadОценок пока нет
- How To Start Programming For ARM7 Based LPC2148 MicrocontrollerДокумент5 страницHow To Start Programming For ARM7 Based LPC2148 Microcontrollerrudra_1Оценок пока нет
- A221hqv PDFДокумент88 страницA221hqv PDFЕвгений ТокаревОценок пока нет
- 11 Instruction Set of 8086Документ61 страница11 Instruction Set of 8086kingmeno0% (1)
- Aspect Ratio Cheat SheetДокумент4 страницыAspect Ratio Cheat Sheetknight2huntОценок пока нет
- PG Diploma in Vlsi Soc Design and Verification Course StructureДокумент16 страницPG Diploma in Vlsi Soc Design and Verification Course Structurepitcheswarrao mrОценок пока нет
- Carnhill Design GuideДокумент22 страницыCarnhill Design GuidemrmattaОценок пока нет
- Me15n10 V1.4 - SpecДокумент5 страницMe15n10 V1.4 - Specrov1976Оценок пока нет
- PM5100 User GuideДокумент96 страницPM5100 User GuideGerson ChavarriaОценок пока нет
- LED Light Project: Components, Concepts & Circuit for ArduinoДокумент6 страницLED Light Project: Components, Concepts & Circuit for ArduinoDarwin VargasОценок пока нет
- EE3101 Lab Manual 2013 UMNДокумент17 страницEE3101 Lab Manual 2013 UMNNate LinxОценок пока нет
- Chapter 9 MemoryДокумент28 страницChapter 9 MemoryBinod ManandharОценок пока нет
- 4925B PDFДокумент6 страниц4925B PDFNil Gomez100% (1)
- SLAM Manual 2009 - With DigitalДокумент34 страницыSLAM Manual 2009 - With DigitalMohammed SairawanОценок пока нет
- Javeed Khan CVДокумент7 страницJaveed Khan CVapi-281983897Оценок пока нет
- Dipole-Disk Antenna With Beam-Forming RingДокумент6 страницDipole-Disk Antenna With Beam-Forming RingtamilarasansrtОценок пока нет
- Chapter 3-Diodes Rectifiers: 180 V, R 15, F 60 HZДокумент31 страницаChapter 3-Diodes Rectifiers: 180 V, R 15, F 60 HZAbd Alkader AlwerОценок пока нет
- Fast Audio Peak Limiter CircuitДокумент4 страницыFast Audio Peak Limiter CircuitLuiz Clemente PimentaОценок пока нет
- DJN-K Series Inverter - 20210724Документ2 страницыDJN-K Series Inverter - 20210724Nik Edwar Ypushima RamirezОценок пока нет
- Berghof Automation Handbuch Display-Steuerung DC1103 enДокумент58 страницBerghof Automation Handbuch Display-Steuerung DC1103 enwilsonОценок пока нет
- K35 Touchpanel ManualДокумент15 страницK35 Touchpanel ManualSamuel YipОценок пока нет
- Op Amp Circuits Op-Amp CircuitsДокумент38 страницOp Amp Circuits Op-Amp CircuitsSalvador Flores TorresОценок пока нет
- KRC4-Optional Interfaces enДокумент99 страницKRC4-Optional Interfaces encabecavil100% (2)
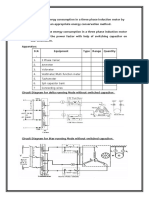
- Improve 3-Phase Motor Efficiency with CapacitorsДокумент5 страницImprove 3-Phase Motor Efficiency with CapacitorsBunny LuckyОценок пока нет