Вам также может понравиться
- Plastics Snapfit Design Guide 5771Документ24 страницыPlastics Snapfit Design Guide 5771gr8swap100% (1)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3От EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Оценок пока нет
- Plastic Part DesignДокумент11 страницPlastic Part DesignSteven ChengОценок пока нет
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1От EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Рейтинг: 5 из 5 звезд5/5 (2)
- Introduction To Plastic Part DesignДокумент61 страницаIntroduction To Plastic Part DesignVIGNESHОценок пока нет
- Design Guide For Reaction Injection Molded Plastic PartsДокумент26 страницDesign Guide For Reaction Injection Molded Plastic Partsxeron7126Оценок пока нет
- Methodology of Plastic Parts Development in The Automotive IndustryДокумент12 страницMethodology of Plastic Parts Development in The Automotive IndustryLucas Tavares67% (3)
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionОт EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionОценок пока нет
- Plastics Part Design SyllabusДокумент3 страницыPlastics Part Design SyllabusA SОценок пока нет
- Snap Fit CalculationsДокумент6 страницSnap Fit CalculationsSathish Kumar ChelladuraiОценок пока нет
- Guide to Load Analysis for Durability in Vehicle EngineeringОт EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonРейтинг: 4 из 5 звезд4/5 (1)
- Design For PlasticsДокумент29 страницDesign For PlasticsiescuderovОценок пока нет
- Core Cavity ExtractionДокумент159 страницCore Cavity ExtractionSaggam NarasimharajuОценок пока нет
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2От EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Оценок пока нет
- Joining Methods: Tolerances: Fit Between PartsДокумент11 страницJoining Methods: Tolerances: Fit Between PartsChiara RipaltiОценок пока нет
- Snap Fit DesignДокумент4 страницыSnap Fit DesignJagadish_kОценок пока нет
- Design For Snapfit Revi-10Документ26 страницDesign For Snapfit Revi-10Arasu Pandian100% (1)
- Snap-Fit Joints DesignДокумент26 страницSnap-Fit Joints DesignDavid García SalvatierraОценок пока нет
- Fixation For PlasticsДокумент16 страницFixation For PlasticsSharadОценок пока нет
- Fundamentals of Vehicle Design & PackagingДокумент83 страницыFundamentals of Vehicle Design & PackagingCharlie TejОценок пока нет
- Design Development Automotive BIWДокумент1 страницаDesign Development Automotive BIWSathish Kumar0% (1)
- Crash-Regulations: Europe, United Nations, USA, China and IndiaДокумент1 страницаCrash-Regulations: Europe, United Nations, USA, China and Indiaprakash srivastavaОценок пока нет
- 305vehicle Door Sag Evaluation Using FEAДокумент6 страниц305vehicle Door Sag Evaluation Using FEAIJERDОценок пока нет
- Snap-Fit Joints For PlasticsДокумент26 страницSnap-Fit Joints For Plasticsmadhusudhan.bhumireddi100% (1)
- 5 Series BIWДокумент23 страницы5 Series BIWAkshay Prakash Shinde100% (1)
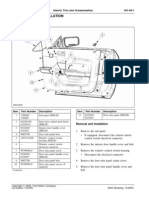
- Door TrimДокумент2 страницыDoor Trimapi-37105140% (1)
- Class A' Surface of VehicelДокумент8 страницClass A' Surface of VehicelCharlie TejОценок пока нет
- G D & T PresenationДокумент22 страницыG D & T Presenation김병곤Оценок пока нет
- NX Body DesignДокумент3 страницыNX Body DesignArmin CatovicОценок пока нет
- Design of Dog House in Automotive InteriorДокумент14 страницDesign of Dog House in Automotive Interiormaamallan mechanical50% (2)
- Design and Analysis of Side Door Intrusion Beam For Automotive SafetyДокумент10 страницDesign and Analysis of Side Door Intrusion Beam For Automotive SafetyDavids Marin0% (1)
- Design For Mouldability-UK092010Документ16 страницDesign For Mouldability-UK092010mjobson100% (1)
- A Class Surface Q&AДокумент24 страницыA Class Surface Q&AYashwanth NarayananОценок пока нет
- GD and T For BIWДокумент7 страницGD and T For BIWgauravkumar bhandariОценок пока нет
- Product Design With PlasticsДокумент256 страницProduct Design With PlasticsPrachi LoharОценок пока нет
- Biw Basic Document - Iit ProjectДокумент6 страницBiw Basic Document - Iit ProjectArshadОценок пока нет
- Calculation of Lifter Direction - GauravДокумент4 страницыCalculation of Lifter Direction - GauravJitesh ChaudhariОценок пока нет
- Biw Structural DesignДокумент10 страницBiw Structural Designdhareesh100% (3)
- GDT Use CasesДокумент52 страницыGDT Use CasesAnkur JainОценок пока нет
- Snap - Fits Design Guide by DistrupolДокумент4 страницыSnap - Fits Design Guide by DistrupolNeleОценок пока нет
- Plastic Material in AutomotiveДокумент17 страницPlastic Material in AutomotiveMuthu KumarОценок пока нет
- Protomold - Design For Mold AbilityДокумент16 страницProtomold - Design For Mold Abilitylanning15Оценок пока нет
- Catia Functional DesignДокумент112 страницCatia Functional DesignJulian926100% (2)
- Design Calculations For Snap Fit Joints in Plastic Parts Ticona PDFДокумент30 страницDesign Calculations For Snap Fit Joints in Plastic Parts Ticona PDFSuteu Ionel100% (1)
- Plastic Product Design With NXДокумент8 страницPlastic Product Design With NXTungdinh NguyenОценок пока нет
- HeadlinerДокумент2 страницыHeadlinerapi-3710514Оценок пока нет
- Geometric Dimension and Tolerancing For Body in White Sheet MetalДокумент115 страницGeometric Dimension and Tolerancing For Body in White Sheet Metaltoyota952100% (1)
- Snap-Fits For Assembly and DisassemblyДокумент18 страницSnap-Fits For Assembly and Disassemblynoxozz100% (1)
- Sheet Metal Design GuidelinesДокумент31 страницаSheet Metal Design Guidelinessatisharigela_asrОценок пока нет
- Plastic Design Guidelines For Automotive ComponentsДокумент26 страницPlastic Design Guidelines For Automotive Componentsvumrane100% (12)
- Plastics Part Design FundamentalsДокумент48 страницPlastics Part Design FundamentalsSrinivas TanarapuОценок пока нет
- Ribs & Structure DesignДокумент17 страницRibs & Structure DesignHemanth KathaОценок пока нет
- Basic of Plastic DesignДокумент21 страницаBasic of Plastic DesignPOOJA100% (1)
- Japanese Porous AsphaltTechnologyДокумент51 страницаJapanese Porous AsphaltTechnologyAbdillah AhmadОценок пока нет
- Maintenance Instruction ManualДокумент44 страницыMaintenance Instruction ManualmohammedalathwaryОценок пока нет
- Advanced Energy and Propulsion Systems Based On Chronal Reaction Method - Alexander V. Frolov PDFДокумент5 страницAdvanced Energy and Propulsion Systems Based On Chronal Reaction Method - Alexander V. Frolov PDFGherghe BogdanОценок пока нет
- Rafter To Rafter ConnectionДокумент15 страницRafter To Rafter ConnectionKhanthavel100% (1)
- Siphon in Piping SystemsДокумент6 страницSiphon in Piping SystemsAli Naveed FarookiОценок пока нет
- Manual Daikin VRVДокумент20 страницManual Daikin VRVErnesto BonillaОценок пока нет
- Assignment 1Документ4 страницыAssignment 1Jean100% (1)
- 2015-II. Flow SheetingДокумент98 страниц2015-II. Flow SheetinganisamaulidaaОценок пока нет
- ATG Universal Temperature CompensatorДокумент8 страницATG Universal Temperature Compensatorkenangrok2009Оценок пока нет
- Rationalization in MathematicsДокумент94 страницыRationalization in MathematicsRonely TagubaОценок пока нет
- Lce UserДокумент34 страницыLce Userapi-3831923Оценок пока нет
- Micro Strip 1Документ3 страницыMicro Strip 1Narender Reddy KampelliОценок пока нет
- Sumo Pentagrow ManualДокумент6 страницSumo Pentagrow ManualHectorОценок пока нет
- Xray Tube Intro and BasicsДокумент39 страницXray Tube Intro and BasicsAsad ShaikhОценок пока нет
- 1.7 Periodic Trends in Atomic PropertiesДокумент5 страниц1.7 Periodic Trends in Atomic PropertiesSilver AbdulahiОценок пока нет
- Uniform Open Channel Flow-R1Документ25 страницUniform Open Channel Flow-R1Kenn Wahh100% (1)
- Theoretical Optics: Pre Pared By: Je Nno S - La Ntaya, OdДокумент27 страницTheoretical Optics: Pre Pared By: Je Nno S - La Ntaya, OdDyra Kim QuintanaОценок пока нет
- Design of An Energy Efficient High Performance Drive Train: Loek MarquenieДокумент116 страницDesign of An Energy Efficient High Performance Drive Train: Loek MarqueniePratik PrakashОценок пока нет
- CBSE Class 5 Mathematics Worksheet - RevisionДокумент2 страницыCBSE Class 5 Mathematics Worksheet - RevisionzubairОценок пока нет
- Parul University: Yn XNДокумент2 страницыParul University: Yn XNHarshraj MahidaОценок пока нет
- Unconventional Machining Processes - Introduction and ClassificationДокумент3 страницыUnconventional Machining Processes - Introduction and ClassificationVishal KumarОценок пока нет
- Rolleicord V InstructionsДокумент56 страницRolleicord V InstructionsFranck PowellОценок пока нет
- Lab Activity No. 3Документ2 страницыLab Activity No. 3Vannareneal SalesaОценок пока нет
- Advanced Welding TechologyДокумент6 страницAdvanced Welding TechologydearsaswatОценок пока нет
- Brochure VC-6000 CM Engl.Документ8 страницBrochure VC-6000 CM Engl.Amith MenonОценок пока нет
- Microfiltration (MF), Ultrafiltration (UF)Документ52 страницыMicrofiltration (MF), Ultrafiltration (UF)WONG TS80% (5)
- Earth in Space Notes Kean UniversityДокумент43 страницыEarth in Space Notes Kean Universityapi-323312952100% (1)
- The Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeДокумент3 страницыThe Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeSrihari KodimelaОценок пока нет
- Unit V R2019Документ46 страницUnit V R2019Gayathri RadhaОценок пока нет
- Geologos 15 1soft SeddeformationsДокумент54 страницыGeologos 15 1soft SeddeformationsM HakimОценок пока нет
- Laws of UX: Using Psychology to Design Better Products & ServicesОт EverandLaws of UX: Using Psychology to Design Better Products & ServicesРейтинг: 5 из 5 звезд5/5 (9)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureОт EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureРейтинг: 4.5 из 5 звезд4.5/5 (2)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОт EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОценок пока нет
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessОт EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessОценок пока нет
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableОт EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableОценок пока нет
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tОт EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tРейтинг: 4.5 из 5 звезд4.5/5 (27)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingОт EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingРейтинг: 5 из 5 звезд5/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneОт EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneРейтинг: 4.5 из 5 звезд4.5/5 (5)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionОт EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionОценок пока нет
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsОт EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsРейтинг: 5 из 5 звезд5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchОт EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchРейтинг: 4 из 5 звезд4/5 (10)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsОт EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsРейтинг: 4 из 5 звезд4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesОт Everand507 Mechanical Movements: Mechanisms and DevicesРейтинг: 4 из 5 звезд4/5 (28)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsОт EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsОценок пока нет
- Marine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsОт EverandMarine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsРейтинг: 4.5 из 5 звезд4.5/5 (3)
- A Baker's Dozen: Real Analog Solutions for Digital DesignersОт EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersРейтинг: 4 из 5 звезд4/5 (1)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesОт EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesОценок пока нет