Академический Документы
Профессиональный Документы
Культура Документы
Tipos de Procesos
Загружено:
xrss20Оригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Tipos de Procesos
Загружено:
xrss20Авторское право:
Доступные форматы
Tipos de procesos
Los procesos que se aplican para eliminar H2S y CO2 se pueden
agrupar en cinco categorías de acuerdo a su tipo y pueden ser desde
demasiado sencillos hasta complejos dependiendo de si es necesario
recuperar o no los gases removidos y el material usado para
eliminarlos. En algunos casos no hay regeneración con recobro de
azufre y en otros si. Las cinco categorías son:
- Absorción química. (Procesos con aminas y carbonato de
potasio). La regeneración se hace con incremento de
temperatura y decremento de presión.
- Absorción Física. La regeneración no requiere calor.
- Híbridos. Utiliza una mezcla de solventes químicos y físicos. El
objetivo es aprovechar las ventajas de los absorbentes químicos
en cuanto a capacidad para remover los gases ácidos y de los
absorbentes físicos en cuanto a bajos requerimientos de calor
para regeneración.
- Procesos de conversión directa. El H2S es convertido
directamente a azufre.
- Procesos de lecho seco. El gas agrio se pone en contacto con un
sólido que tiene afinidad por los gases ácidos. Se conocen
también como procesos de absorción.
Aunque son muchos los criterios a tener en cuenta para establecer cual
categoría puede ser mejor que otra, uno de estos criterios y quizás el
más importante desde el punto de vista de capacidad para quitar el
H2S es su presión parcial y la figura 67 muestra el comportamiento.
Esquema General de un Proceso de Endulzamiento del Gas Natural
Mostrando las Cinco Etapas del Proceso. Efectos Fisiológicos de la
Concentración de H2S en el Aire(1).
Concentración en el Aire Efectos Fisiológicos
%(V) ppm (V) g/100 PCN mg/m³
0.000013 0.13 0.008 0.18 Olor perceptible y desagradable.
Cuando la concentración es mayor de 4.6 ppm el olfato no la
detecta.
0.001 10 0.63 14.41 Concentración máxima ambiental permitida
por la OSHA*.
0.005 50 3.15 72.07 Pico máximo aceptable por encima del nivel
aceptado por la OSHA, permitido durante 10 minutos en un
intervalo de ocho horas.
0.01 100 6.3 144.14 Irritación de los ojos. Pérdida del sentido del
olfato después de 3 a 15 minutos. Respiración alterada y dolor en
los ojos después de 15 – 30 minutos, seguido por irritación de la
garganta después de 1 h
0.02 200 12.59 288.06 Pérdida del olfato rápidamente. Lesiones
en los ojos y garganta.
0.05 500 31.49 720.49 Mareos. Pérdida de la razón y el equilibrio.
Problemas de respiración en pocos minutos. Las víctimas
necesitan respiración artificial.
0.07 700 44.08 1008.55 Inconsciencia rápidamente. La víctima
deja de respirar y muere si no es rescatada con prontitud,
además requiere de respiración artificial.
0.10+ 1000+ 62.98+ 1440.98+ Inconsciencia inmediata. Daños
permanentes en el cerebro o muerte a menos que la víctima sea
rescatada rápidamente y reciba respiración artificial.
[editar] Procesos de absorción química
Estos procesos se caracterizan porque el gas agrio se pone en contacto
en contracorriente con una solución en la cual hay una substancia que
reacciona con los gases ácidos. El contacto se realiza en una torre
conocida como contactora en la cual la solución entra por la parte
superior y el gas entra por la parte inferior. Las reacciones que se
presentan entre la solución y los gases ácidos son reversibles y por lo
tanto la solución al salir de la torre se envía a regeneración. Los
procesos con aminas son los más conocidos de esta categoría y luego los
procesos con carbonato.
El punto clave en los procesos de absorción química es que la
contactora sea operada a condiciones que fuercen la reacción entre los
componentes ácidos del gas y el solvente (bajas temperaturas y altas
presiones), y que el regenerador sea operado a condiciones que fuercen
la reacción para liberar los gases ácidos ( bajas presiones y altas
temperaturas).
• • Procesos con aminas
El proceso con aminas más antiguo y conocido es el MEA. En general
los procesos con aminas son los más usados por su buena capacidad de
remoción, bajo costo y flexibilidad en el diseño y operación. Las
alcanol-aminas más usadas son: Monoetanolamina (MEA),
Dietanolamina (DEA), Trietanolamina (TEA), Diglicolamina (DGA),
Diisopropano-lamina (DIPA) y Metildietanolamina (MDEA). La Tabla
19 muestra algunas de las propiedades más importantes de ellas.
Capacidad Comparativa de Varias Categorías de Procesos de
Endulzamiento de Acuerdo con la Presión Parcial del H2S
Los procesos con aminas son aplicables cuando los gases ácidos tienen
baja presión parcial y se requieren bajas concentraciones del gas ácido
en el gas de salida ( gas residual).
Las reacciones de algunas aminas son las siguientes:
RNH4S + calor (5.3)⇔RNH2 + H2S
RNHCO2- + RNH3+ + Calor (5.4)⇔2RNH2 + CO2
RNH3HCO3 + Calor (5.5)⇔RNH2 + H2O + CO2
Como se puede apreciar las tres reacciones anteriores se pueden dar en
un sentido o en otro. Cuando es de izquierda a derecha se tiene el
proceso de endulzamiento y hay producción de calor, o sea que la torre
contactora se calienta. Para regenerar la amina se debe tener la
reacción de derecha a izquierda o sea que a la solución de amina que
sale de la torre contactora se le aplica calor para recuperar la amina.
Las aminas tienen en general afinidad por todos los compuestos
sulfurados pero por unos más que por otros; la afinidad de mayor a
menor es la siguiente:
Tabla 19. Algunas Características de las Etanolaminas (2)
Tipo Fórmula Química Peso Molecular Presión de Vapor a
100 °F mmHg Capacidad Relativa (%)*
MEA HOC2H4NH2 61,08 1,0500 100
DEA (HOC2H4)2NH 105,14 0,0580 58
TEA (HOC2H4)3N 148,19 0,0063 41
DGA H(OC2H4)2NH2 105,14 0,1600 58
DIPA (HOC3H6)2NH 133,19 0,0100 46
MDEA (HOC2H4)2NCH3 119,17 0,0061 51
• La capacidad relativa se toma con respecto a la de MEA para
absorber H2S.
La MEA tiene la reactividad más alta y por lo tanto la mayor
capacidad para eliminar H2S, además como tiene el menor peso
molecular ofrece la mayor capacidad para remover H2S por unidad de
masa, lo que implica menores tasas de circulación en una planta de
endulzamiento; de acuerdo con la reacción estequiométrica para
quitar un mol de H2S o CO2 se requiere una mol de MEA pero en la
práctica se usa alrededor de 0.4 moles de MEA por mol de H2S por
razones de control de corrosión. La MEA es estable químicamente y
aunque la rata de reacción con H2S es mayor que con CO2 el proceso
de endulzamiento no se considera selectivo pues también remueve el
CO2. La MEA normalmente es capaz de llevar las concentraciones de
CO2 y H2S a los valores exigidos por el gasoducto. Otras ventajas
adicionales de la MEA son baja absorción de hidrocarburos lo cual es
importante si hay unidad recuperadora de azufre pues estos
hidrocarburos absorbidos se quedan con el gas agrio y ocasionan
problemas en la unidad recuperadora, y su buena afinidad por el H2S
y el CO2 pero baja por los otros compuestos sulfurados.
La MEA tiene una desventaja importante y es la alta pérdida de
solución debido a lo siguiente: posee una presión de vapor
relativamente alta lo que ocasiona altas pérdidas por vaporización, y
reacciona irreversiblemente con algunos compuestos de azufre y
carbono. Otra desventaja importante es que absorbe hidrocarburos y
su corrosividad. Normalmente cuando se usa MEA se requiere un buen
“reclaimer” para reversar parcialmente la degradación y recuperar la
MEA.
La DEA no es tan reactiva con el H2S como la MEA, por lo tanto en
algunas ocasiones es incapaz de llevar el contenido de H2S hasta los
niveles requeridos; pero tiene una ventaja importante con respecto a la
MEA y es que las pérdidas de solución no son tan altas pues tiene una
presión de vapor menor al igual que su velocidad de reacción con los
compuestos de carbono y azufre. Tiene capacidad adecuada para
eliminar COS, CS2 y RSR. Es degradable por el CO2, y los productos
de la reacción no se puede descomponer en la regeneración.
La TEA prácticamente ha sido reemplazada por la DEA y la MEA
debido a su baja capacidad relativa para quitar H2S; igual situación se
presenta con las demás etanol-aminas.
Las concentraciones en que se usan las aminas para los procesos de
endulzamiento son generalmente del 15% para la MEA, en cantidades
de 0.3 - 0.4 moles por cada mol de H2S a quitar, y del 20-30 o más para
la DEA; tales concentraciones están dadas por peso. La estequiometría
de la MEA y la DEA con el H2S y el CO2 es la misma pero el peso
molecular de la DEA es 105 y el de la MEA 61, lo que implica que se
requieren aproximadamente 1.7 lbm. de DEA para quitar la misma
cantidad de gas ácido que remueve una libra de MEA, pero como la
DEA es menos corrosiva se pueden tener concentraciones por peso de
hasta 35% mientras con la MEA estas pueden ser hasta de 20%. Las
soluciones de DEA puede quitar hasta 0.65 moles de gas ácido por mol
de DEA mientras que con la MEA solo se pueden eliminar hasta 0.40
por problemas de corrosión; el resultado de esto es que la tasa de
circulación de una solución de DEA normalmente es ligeramente
menor que la de una solución de MEA. Mientras mayor sea la relación
H2S/CO2 mayor puede ser la concentración de amina y el gas que
puede eliminar la solución pues el H2S y el Fe reaccionan y forman el
Fe2S3 que se deposita sobre la superficie del hierro y lo protege de la
corrosión.
Algunas plantas usan mezclas de glicol y aminas para deshidratación y
desulfurización simultáneas. La solución usada generalmente contiene
del 10 al 30% de MEA, del 45 al 85% por peso de TEG y del 5 al 25%
por peso de agua. Estos procesos simultáneos son efectivos si las
temperaturas no son muy altas y la cantidad de agua a eliminar es
baja.
La solución pobre, sin H2S, entra a la contactora por la parte superior
y el gas agrio por la parte inferior; el gas dulce sale por la parte
superior y la solución rica, con azufre, sale por la parte inferior de la
contactora. La solución rica se envía a regeneración en la torre
regeneradora pero antes de entrar a ella se precalienta un poco con la
solución pobre que ya sale del regenerador hacia la contactora.
En el regenerador la solución rica se calienta y se presenta la mayor
parte de la separación de amina y H2S y/o CO2; los gases que salen del
regenerador se hacen pasar por un intercambiador para enfriarlos y
lograr condensar la amina que salió en estado gaseoso, luego la mezcla
resultante se lleva a un acumulador de reflujo donde el H2S y el CO2
salen como gases y la amina líquida se envía, recircula, a la torre de
regeneración. En el proceso que muestra la Figura 67 el calentamiento
del regenerador se hace sacando solución de la torre haciéndola pasar
por un intercambiador de calor para calentarla y regresándola
nuevamente a la torre.
Los tanques de almacenamiento y compensación de la MEA, deben
tener un colchón de gas para evitar que establezca contacto con el aire
porque se oxida.
En el proceso de regeneración de la amina al aplicar calor a la solución
rica se reversan las reacciones del H2S y el CO2 con las aminas, pero
no las reacciones con CS, CS2 y RSR que producen compuestos
insolubles. Para remover estos contaminantes se usa un regenerador o
purificador, conocido como “reclaimer”. Parte de la solución pobre
que sale de la columna regeneradora, aproximadamente del 1 al 3 %,
se envía al purificador en el cual se aplica calor para evaporar el agua
y la amina los cuales como vapores salen por la parte superior del
recipiente y los compuestos estables al calor son retenidos en el
recipiente y removidos drenando periódicamente el recipiente. El
purificador se usa cuando la amina es MEA o DEA.
• • Procesos con carbonato
También conocidos como procesos de carbonato caliente porque usan
soluciones de carbonato de potasio al 25 – 35% por peso y a
temperaturas de unos 230 °F. En el proceso de regeneración el KHCO3
reacciona consigo mismo o con KHS, pero prefiere hacerlo con el
KHCO3 y por tanto se va acumulando el KHS, lo cual le va quitando
capacidad de absorción.
La mayoría de los procesos con carbonato caliente contienen un
activador el cual actúa como catalizador para acelerar las reacciones
de absorción y reducir así el tamaño de la contactora y el regenerador;
estos activadores son del tipo aminas (normalmente DEA) o ácido
bórico.
• • Aproximación al Diseño de una Unidad de Aminas.
•
o Requerimientos de Solvente y de Calor en el Regenerador.
Para la mayoría de los procesos más comunes de endulzamiento tales
como MEA, DEA, DGA y sulfinol, el primer paso en cualquier
evaluación económica debe ser una estimación de la tasa de circulación
del solvente en galones por minuto (gpm), y la entrega de calor
requerida en el regenerador en BTU/h. Estas son variables claves que
controlan los costos de capital y operación en la mayoría de los
procesos de endulzamiento del gas. Los tamaños de prácticamente
todos los equipos en una planta de aminas, excepto la contactora, el
despojador del gas agrio y del gas dulce, están relacionados
directamente con la cantidad de solvente que se debe circular. Además
los tamaños del regenerador, el rehervidor y el condensador de reflujo
están regulados por la cantidad de calor requerido para regenerar la
solución.
La tabla 20 da valores típicos para las variables y los procesos antes
mencionados. Con los valores que se muestran en esta tabla es posible
tener estimativos de los requerimientos de solución ( tasa de
circulación) y de calor. Pero si se requieren cálculos más rigurosos es
posible deducir ecuaciones que permitan cálculos los mismos
parámetros de la siguiente manera
Moles de Gas Ácido a Remover (Qgac)
Moles de Gas Ácido que Remueve un Galón de Solución (qgac)
Galones Requeridos para Remover el Gas Ácido (L, Tasa de
Circulación)
La ecuación supone que las propiedades de la solución se mantienen
constantes y que se remueve todo el gas ácido; en caso de no removerse
todo el gas ácido Yag se debe corregir por la cantidad que se acepta en
el gas endulzado.
Tabla 20 -. Guías Aproximadas y Propiedades para Procesos de
Endulzamiento de Gas.
Variable Proceso MEA DEA DGA Sulfinol
Capac. de Remoc. De Gas Ácido a 100 °F (PCN/Gal). 3 – 4 4 – 5
5 – 7 3 - 17
Capacidad para Remover Gas Ácido (Mol/Mol) 0.33– 0.44 0.35
-0.65 0.25-0.3 -----
Rango de Concentración (%W) 15-20 20 – 25 50 – 65 *
Gas Ácido Residual en la Sol. Reg
Moles H2S/Mol de Aminas
Moles CO2/Mol de Aminas
0.004
0.10
0.002
0.08
0.002
0.08
Capac. Típica Req del Reherv.(BTU/h) 1000-1200 900-1000 700-
1100 550-1720
Calores de Reacción (BTU/Lb)
H2S
CO2
685
820
615
680
674
850
Peso Moleculares 61.1 105.1 105.1 133.2/120.2**
Densidad a 60 °F (lb/gal.) 8.48 9.09 8.82 8.33/10.52**
Punto de Ebullición ( °F ) 339 516 430 480/545**
Punto de Solidificación (°F) 50.9 82.4 9.5 108/82**
• Varía debido a sus tres componentes.
o DIPA/Sulfolano.
L, tasa de circulación de solución de amina, gals./min
Q, tasa de gas agrio, MPCN/D
MWamin., peso molecular de la amina.
Yag, fracción molar de gases ácidos en el gas agrio.
YH2S y YCO2, fracciones molares de H2S y CO2 en el gas agrio.
Wamin, fracción por peso de la amina en la solución.
dl, densidad de la solución, Lbs./gal.
xag, r, Carga de la solución rica, moles de gas ácido /mol de
amina.
Xag, L, carga de la solución pobre, moles de gas ácido /mol de
amina.
R, relación de reflujo, Moles de reflujo/mol de gas ácido.
Hrefl., calor de vaporización del reflujo, BTU/Lb. ( el reflujo
es∆ básicamente agua).
HCO2, calores de reacción del H2S y el CO2 con la amina,
BTU/Lb.∆ HH2S y ∆
CP, L, Capacidad calorífica a presión constante de la solución,
BTU/Lb./°F
Nuevamente se supone que se remueve todo el gas ácido y de no ser así
se debe aplicar el correctivo mencionado antes.
•
o Dimensionamiento.
Los procedimientos usados para dimensionar los componentes de una
planta de endulzamiento son similares a los usados para cualquier
facilidad de procesamiento del gas. Una vez que se han realizado los
cálculos básicos del proceso se puede proceder a determinar el tamaño
de los equipos. El diámetro de la contactora se basa en la presión de
operación y la cantidad de gas a tratar. Para la longitud se plantea el
diseño específico de cada plato y generalmente se habla de cuatro a
cinco platos teóricos con una eficiencia entre el 10 y el 20%, lo cual
lleva a que una absorbedora tenga entre 20 y 30 platos reales
separados entre sí unas 24 pulgadas.
[editar] Procesos de Absorción Física
La absorción física depende de la presión parcial del contaminante y
estos procesos son aplicables cuando la presión del gas es alta y hay
cantidades apreciables de contaminantes. Los solventes se regeneran
con disminución de presión y aplicación baja o moderada de calor o
uso de pequeñas cantidades de gas de despojamiento. En estos procesos
el solvente absorbe el contaminante pero como gas en solución y sin
que se presenten reacciones químicas; obviamente que mientras más
alta sea la presión y y la cantidad de gas mayor es la posibilidad de que
se disuelva el gas en la solución.
Los procesos físicos tienen alta afinidad por los hidrocarburos pesados.
Si el gas a tratar tiene un alto contenido de propano y compuestos más
pesados el uso de un solvente físico puede implicar una pérdida grande
de los componentes más pesados del gas, debido a que estos
componentes son liberados del solvente con los gases ácidos y luego su
separación no es económicamente viable. El uso de solventes físicos
para endulzamiento podría considerarse bajo las siguientes
condiciones:
Presión parcial de los gases ácidos en el gas igual o mayor de 50 Lpc.
Concentración de propano o más pesados baja. Solo se requiere
remoción global de los gases ácidos ( No se requiere llevar su
concentración a niveles demasiado bajos) Se requiere remoción
selectiva de H2S
Entre estos procesos está el proceso selexol y el lavado con agua.
• • Proceso Selexol
Usa como solvente un dimetil eter de polietilene glicol (DMPEG). La
mayoría de las aplicaciones de este proceso han sido para gases agrios
con un alto contenido de CO2 y bajo de H2S. La solubilidad del H2S en
el DMPEG es de 8 –10 veces la del CO2, permitiendo la absorción
preferencial del H2S. Cuando se requieren contenidos de este
contaminante para gasoducto en el gas de salida del proceso se le
agrega DIPA al proceso; con esta combinación la literatura reporta
que simultáneamente con bajar el contenido de H2S a los niveles
exigidos se ha logrado remover hasta un 85% del CO2.
Ventajas del Selexol:
• Selectivo para el H2S
• No hay degradación del solvente por no haber reacciones
químicas
• No se requiere “reclaimer”.
• Pocos problemas de corrosión
• El proceso generalmente utiliza cargas altas de gas ácido y por
lo tanto tiene bajos requerimientos en tamaño de equipo.
• Se estima que remueve aproximadamente el 50% del COS y el
CS2.
Desventajas del Selexol.
• Alta absorción de Hidrocarburos. Los procesos de absorción
físicos son más aplicables cuando los contenidos de etano e
hidrocarburos más pesados son bastante bajos.
• Requiere presiones altas ( mayores de 400 LPC.)
• Solvente más costoso que las aminas
• En algunos casos se ha presentado acumulación de azufre en el
solvente y depositación de azufre en los equipos.
• Baja remoción de mercaptanos
• Se debe usar gas de despojamiento en el proceso de
regeneración.
• • Proceso de Lavado con Agua.
Es un proceso de absorción física que presenta las siguientes ventajas:
como no hay reacciones químicas los problemas de corrosión son
mínimos y el líquido usado se regenera haciéndolo pasar por un
separador para removerle el gas absorbido, no se requiere aplicación
de calor o muy poca, es un proceso bastante selectivo. La principal
desventaja es que requiere una unidad recuperadora de azufre.
El proceso es efectivo a presiones altas, contenidos altos de gases ácidos
y relaciones H2S/CO2 altas. Algunas veces se recomienda combinar
este proceso con el de aminas para reducir costos.
En el proceso el gas ácido es enviado de abajo hacia arriba en la torre y
hace contacto con el agua que viene de arriba hacia abajo. El gas que
sale por la parte superior de la torre está parcialmente endulzado y se
envía a la planta de aminas para completar el proceso de
endulzamiento. El agua que sale del fondo de la torre se envía a un
separador de presión intermedia para removerle los hidrocarburos
disueltos y al salir de éste se represuriza para enviarla a un separador
de presión baja donde se le remueven los gases ácidos y de aquí el agua
ya limpia se recircula a la torre.
[editar] Procesos Híbridos
Los procesos híbridos presentan un intento por aprovechar las
ventajas de los procesos químicos, alta capacidad de absorción y por
tanto de reducir los niveles de los contaminantes,
Figura 68-.Diagrama del Proceso de Endulzamiento por Absorción con
Agua.
especialmente H2S, a valores bajos, y de los procesos físicos en lo
relativo a bajos niveles de energía en los procesos de regeneración.
El proceso híbrido más usado es el Sulfinol que usa un solvente físico,
sulfolano ( dióxido de tetrahidrotiofeno), un solvente químico (DIPA) y
agua. Una composición típica del solvente es 40- 40-20 de sulfolano,
DIPA y agua respectivamente. La composición del solvente varía
dependiendo de los requerimientos del proceso de endulzamiento
especialmente con respecto a la remoción de COS, RSR y la presión de
operación.
Los efectos de la DIPA y el sulfolano para mejorar la eficiencia del
proceso son diferentes. La DIPA tiende a ayudar en la reducción de la
concentración de gases ácidos a niveles bajos, el factor dominante en la
parte superior de la contactora, y el sulfolano tiende a aumentar la
capacidad global de remoción, el factor dominante en el fondo de la
contactora. Como los solventes físicos tienden a reducir los
requerimientos de calor en la regeneración, la presencia del sulfolano
en este proceso reduce los requerimientos de calor a niveles menores
que los requeridos en procesos con aminas. El diagrama de flujo del
proceso sulfinol es muy similar al de los procesos químicos.
Ventajas del Sulfinol.
• Exhibe excelentes capacidades para la remoción de H2S y CO2.
El sulfinol como la DEA tienen buena capacidad para remover
gases ácidos a presiones bajas, de 100 a 300 Lpc.
• El Sulfinol puede remover COS, RSR y CS2 sin degradación.
La remoción de estos contaminantes es debida básicamente a la
presencia del sulfolano.
• La remoción selectiva del H2S es posible en algunos casos
específicos, especialmente con relaciones CO2/H2S altas y
cuando no se requiere la remoción de COS, RSR o CS2.
Desventajas del Sulfinol.
• No es un proceso comercial. Hay que pagar derechos para
poderlo aplicar.
• El CO2 degrada la DIPA, aunque el producto resultante se
puede separar en un “reclaimer”. Generalmente en el proceso
Sulfinol se usa un “reclaimer “ que trabaja al vacío en lugar de
un “reclaimer” atmosférico.
• Aunque el sulfolano no se degrada en el proceso de
regeneración se pueden presentar pérdidas por evaporación.
• Debido a la presencia del sulfolano se presenta absorción
excesiva de hidrocarburos pesados que pueden afectar el proceso
de recuperación de azufre.
• Un problema en algunas plantas de sulfinol es la formación de
un lodo tipo brea que bloquea intercambiadores y líneas. Este
lodo se ha encontrado que se forma a temperaturas por encima
de 160 °F.
[editar] Procesos de Conversión Directa
Estos procesos remueven el H2S y lo convierten directamente a azufre
elemental sin necesidad de unidad recuperadora de azufre. Estos
procesos utilizan reacciones de oxidación – reducción que involucran la
absorción de H2S en una solución alcalina. Entre estos métodos está el
proceso Stretford y el proceso del Hierro Esponja.
• Proceso Stretford.
Es el más conocido de los métodos de conversión directa y en el se usa
una solución 0.4 N de Na2CO3 y NaHCO3 en agua. La relación es una
función del contenido de CO2 en el gas. Una de las ventajas del proceso
es que el CO2 no es afectado y continua en el gas, lo cual algunas veces
es deseable para controlar el poder calorífico del gas.
El gas agrio entra por el fondo de la contactora y hace contacto en
contracorriente con la solución del proceso. Con este proceso se pueden
tener valores de concentración de H2S tan bajos como 0.25 granos/100
PC (4PPM) hasta 1.5 PPM. La solución permanece en la contactora
unos 10 minutos para que haya contacto adecuado y se completen las
reacciones y luego al salir por el fondo se envía a un tanque de
oxidación, en el cual se inyecta oxígeno por el fondo para que oxide el
H2S a Azufre elemental; el mismo oxígeno inyectado por el fondo del
tanque de oxidación envía el azufre elemental al tope del tanque de
donde se puede remover.
Ventajas del Proceso
• Buena capacidad para remover H2S. Puede bajar su contenido
a menos de 2PPM.
• Proceso Selectivo no remueve CO2.
• No requiere unidad recuperadora de azufre.
• Bajos requisitos de equipo. No requiere suministro de calor ni
expansión para evaporación
• El azufre obtenido es de pureza comercial pero en cuanto a su
color es de menor calidad que el obtenido en la unidad
recuperadora de azufre.
Desventajas del Proceso
• Es complicado y requiere equipo que no es común en
operaciones de manejo.
• El solvente se degrada y el desecho de algunas corrientes que
salen del proceso es un problema; está en desarrollo un proceso
que no tiene corrientes de desecho.
• Los químicos son costosos.
• El proceso no puede trabajar a presiones mayores de 400 Lpca.
• Las plantas son generalmente de baja capacidad y el manejo
del azufre es difícil.
• Proceso del Hierro Esponja.
Este proceso es aplicable cuando la cantidad de H2S es baja (unas 300
ppm) y la presión también. Requiere la presencia de agua ligeramente
alcalina.
Es un proceso de adsorción en el cual el gas se hace pasar a través de
un lecho de madera triturada que ha sido impregnada con una forma
especial hidratada de Fe2O3 que tiene alta afinidad por el H2S. La
reacción química que ocurre es la siguiente:
Fe2S3 + 3H2O (5.18)⇔Fe2O3 + 3H2S
La temperatura se debe mantener por debajo de 120 °F pues a
temperaturas superiores y en condiciones ácidas o neutras se pierde
agua de cristalización del óxido férrico.
El lecho se regenera circulando aire a través de él, de acuerdo con la
siguiente reacción:
2Fe2O3 + 6S (5.19)→2Fe2S3 + 3O2
La regeneración no es continua sino que se hace periódicamente, es
difícil y costosa; además el azufre se va depositando en el lecho y lo va
aislando del gas.
El proceso de regeneración es exotérmico y se debe hacer con cuidado,
inyectando el aire lentamente, para evitar que se presente combustión.
Generalmente, después de 10 ciclos el empaque se debe cambiar.
En algunos diseños se hace regeneración continua inyectando O2 al gas
agrio. Las principales desventajas de este proceso son:
• Regeneración difícil y costosa
• Pérdidas altas de presión
• Incapacidad para manejar cantidades altas de S
• Problemas para el desecho del S pues no se obtiene
con la calidad adecuada para venderlo.
Una versión más reciente de adsorción química con óxido de hierro
utiliza una suspensión de este adsorbente, la cual satura un lecho de
alta porosidad que se utiliza para garantizar un contacto íntimo entre
el gas agrio y la suspensión de óxido de hierro (15). El proceso sigue
siendo selectivo ya que solamente adsorbe el H2S y no el CO2, por
tanto se puede usar para remover H2S cuando hay presencia de CO2;
pero tiene la ventaja que en la reacción no produce SO2.
La Figura 69, muestra un esquema del proceso y una descripción un
poco más detallada de la contactora. El gas proveniente de un
separador gas-líquido se hace pasar por un despojador de entrada con
el fin de hacerle una remoción adicional de líquido que no se pudo
retirar en el separador Gas-líquido; al salir del despojador el gas está
saturado con los componentes condensables y se hace pasar por un
sistema de calentamiento para que cuando entre a la torre esté
subsaturado con tales componentes y así evitar que en la contactora el
gas pueda llevar líquidos que afectarían el proceso; del sistema de
calentamiento el gas entra a la contactora por su parte inferior.
La figura 70 muestra un esquema de la contactora la cual por encima
de la entrada de gas posee un bafle distribuidor de flujo cuya función
es hacer que el gas se distribuya uniformemente por toda el área
transversal de la contactora. Luego se tiene un empaque con anillos de
prolipropileno de una alta porosidad, sostenido en su parte inferior y
superior por bafles horizontales de acero perforados para permitir el
paso del Gas. La porosidad de este empaque es de más del 90% y su
función es servir como medio para que la lechada de óxido de hierro y
el gas establezcan un contacto íntimo. La torre además dispone de
conexiones para inyección de químicos en caso de que sea necesario
para mejorar el proceso y válvulas de muestreo para verificar el nivel
de lechada en el empaque.
La lechada se prepara en el tanque de mezcla con agua fresca y polvo
de óxido de hierro en una proporción 4 a 1 por volumen; para
garantizar una buena suspensión del óxido en el agua ésta se recircula
con la bomba por el fondo al tanque a través de boquillas mientras se
agrega el óxido por la parte superior. Una vez lista la suspensión se
inyecta al empaque de la torre y cuando el proceso está en marcha el
gas se encargará de mantener las partículas de óxido de hierro en
suspensión.
Además del H2S que se le remueve al gas durante el proceso en él
también se le retira parte del vapor de agua; de todas maneras el gas
que sale de la contactora generalmente pasa a una unidad de
deshidratación. Cuando el gas empieza a salir con un contenido alto de
H2S, o sea cuando la suspensión ha perdido efectividad para
removerlo, se debe proceder al cambio de lechada de la siguiente
manera: se cierra la entrada de gas ácido al despojador de entrada, se
despresuriza la torre a unas 100 lpc., se remueve la lechada gastada de
la contactora a través de una válvula de drenaje para ello,
manteniendo la torre presurizada con un colchón de gas a 100 lpc.,
después de retirada la lechada agotada se despresuriza completamente
la torre y se inyecta la nueva suspensión que ya se ha preparado en el
tanque de mezcla. Esta operación dura unas dos horas y para evitar
parar el proceso se deberán tener dos contactoras.
[editar] Procesos de Absorción en Lecho Seco (Adsorción)
Figura 69-. Equipo y Proceso del Endulzamiento con Lechada de
Óxido de Hierro.
Figura 70-. Torre Contactora del Proceso de Endulzamiento con
Lechada de Óxido de Hierro.
En estos procesos el gas agrio se hace pasar a través de un filtro que
tiene afinidad por los gases ácidos y en general por las moléculas
polares presentes en el gas entre las que también se encuentra el agua.
El más común de estos procesos es el de las mallas moleculares aunque
algunos autores también clasifican el proceso del hierro esponja en esta
categoría
Aunque son menos usados que los procesos químicos presentan
algunas ventajas importantes tales como: Simplicidad, alta selectividad
(solo remueven H2S) y la eficiencia del proceso no depende de la
presión. Se aplica a gases con concentraciones moderadas de H2S y en
los que no es necesario remover el CO2.
•
o • Proceso con Mallas Moleculares.
Es un proceso de adsorción física similar al aplicado en los procesos de
deshidratación por adsorción. Las mallas moleculares son
prefabricadas a partir de aluminosilicatos de metales alcalinos
mediante la remoción de agua de tal forma que queda un sólido poroso
con un rango de tamaño de poros reducido y además con puntos en su
superficie con concentración de cargas; esto hace que tenga afinidad
por moléculas polares como las de H2S y H2O; además debido a que
sus tamaños de poro son bastante uniformes son selectivas en cuanto a
las moléculas que remueve. Dentro de los poros la estructura cristalina
crea un gran número de cargas polares localizadas llamadas sitios
activos. Las moléculas polares, tales como las de H2S y agua, que
entran a los poros forman enlaces iónicos débiles en los sitios activos,
en cambio las moléculas no polares como las parafinas no se ligarán a
estos sitios activos; por lo tanto las mallas moleculares podrán
endulzar y deshidratar simultáneamente el gas. Las mallas moleculares
están disponibles en varios tamaños y se puede tener una malla
molecular que solo permita el paso de moléculas de H2S y H2O pero
no el paso de moléculas grandes como hidrocarburos parafínicos o
aromáticos. Sin embargo el CO2 es una molécula de tamaño similar a
las de H2S y agua y aunque no es polar puede quedar atrapada en los
poros por las moléculas de H2S y agua, aunque en pequeñas
cantidades, y bloqueará los poros. El principal problema con el CO2 es
que al quedar atrapado reduce los espacios activos y por tanto la
eficiencia de las mallas para retener H2S y agua.
Los procesos con mallas moleculares se realizan a presiones
moderadas, es común presiones de unas 450 Lpc. Las mallas se
regeneran circulando gas dulce caliente a temperaturas entre 300 y
400 °F. No sufren degradación química y se pueden regenerar
indefinidamente; sin embargo se debe tener cuidado de no dañarlas
mecánicamente pues esto afecta la estructura de los poros y finalmente
la eficiencia del lecho.. La principal causa de daño mecánico son los
cambios bruscos de presión o temperatura cuando se pasa la
contactora de operación a regeneración o viceversa.
El uso de mallas moleculares en endulzamiento está limitado a
volúmenes pequeños de gas y presiones de operación moderadas;
debido a esto su uso es limitado en procesos de endulzamiento. Se usan
generalmente para mejorar el endulzamiento o deshidratación
realizado con otros procesos o para deshidratación de gases dulces
cuando se exigen niveles muy bajos de agua, por ejemplo gas para
procesos criógénicos.
La Figura 71 muestra el diagrama del proceso de endulzamiento con
mallas moleculares. El gas agrio entra por la parte superior y sale por
la inferior. El lecho se regenera circulando una porción del gas
endulzado, precalentado a una temperatura de 400-600 °F o más,
durante unas 1,5 horas para calentar el lecho. Cuando la temperatura
del lecho aumenta, éste libera el H2S adsorbido a la corriente del gas
regenerador; este gas al salir de la torre es quemado, generalmente.
Las mallas moleculares son poco usadas, pero se pueden aplicar
cuando la cantidad de gas a tratar es baja; además se pueden usar
como complemento en procesos de endulzamiento y y/o cuando se
requieren contenido muy bajos de agua.
Figura 73 -.Diagrama del Proceso de Endulzamiento por Adsorción
con Mallas Moleculares.
Las mallas moleculares se usan también para tratar volúmenes
grandes de gas pero con contenidos bajos de contaminantes ácidos.
Una innovación reciente del proceso con mallas moleculares permite la
remoción selectiva de H2S en presencia de CO2.
Ventajas.
Son económicamente favorables para endulzar gases con bajo
contenido de H2S.
Pueden ser muy selectivas y dejar casi el 100% de CO2.
Cuando hay presencia de agua pueden endulzar y deshidratar
simultáneamente.
Desventajas.
El gas que sale de la regeneración en algunos casos no se puede
mezclar con los gases de combustión del proceso de incineración. Se
puede formar COS en la malla molecular por reacción entre el CO2 y
el H2S y por lo tanto en el proceso de regeneración se va a obtener un
gas de salida que no estaba presente en el gas agrio.
Вам также может понравиться
- La CoronaДокумент1 страницаLa Coronaxrss20Оценок пока нет
- Declaración Jurada Sobre Seguro de SaludДокумент1 страницаDeclaración Jurada Sobre Seguro de Saludxrss20Оценок пока нет
- Declaración Jurada Sobre Seguro de SaludДокумент1 страницаDeclaración Jurada Sobre Seguro de Saludxrss20Оценок пока нет
- CV Tecnico Xavier Saballo 2017 Geotecnia PDFДокумент4 страницыCV Tecnico Xavier Saballo 2017 Geotecnia PDFxrss20Оценок пока нет
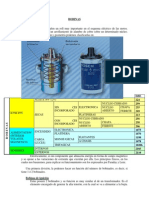
- Clasificacion de BOBINASДокумент5 страницClasificacion de BOBINASSanchez Iver100% (1)
- Plan de Trabajo de Actividades de PasantíaДокумент2 страницыPlan de Trabajo de Actividades de Pasantíaxrss20Оценок пока нет
- Clasificacion de BOBINASДокумент5 страницClasificacion de BOBINASSanchez Iver100% (1)
- Anexo 41 Formulario de ReclamoДокумент1 страницаAnexo 41 Formulario de Reclamoxrss20100% (1)
- Esp Tec Geotecnic Corredor 27-11-13Документ53 страницыEsp Tec Geotecnic Corredor 27-11-13xrss20Оценок пока нет
- Curso de AutoCAD2002Документ113 страницCurso de AutoCAD2002xrss20Оценок пока нет
- RC Roberto RojasДокумент1 страницаRC Roberto Rojasxrss20Оценок пока нет
- Estudio de SueloДокумент138 страницEstudio de Sueloxrss20100% (1)
- Ac141117-Pb0i6-Ed01002 Requisición de Materiales y Equipos Rev. BДокумент12 страницAc141117-Pb0i6-Ed01002 Requisición de Materiales y Equipos Rev. Bxrss20Оценок пока нет
- Bentonita Procesos de TransformaciónДокумент15 страницBentonita Procesos de TransformaciónJose Marval RodriguezОценок пока нет
- Uso de Aspen Separadores TrifasicosДокумент50 страницUso de Aspen Separadores TrifasicosHernsMartinezОценок пока нет
- Remojo y Germinacion LizbethДокумент17 страницRemojo y Germinacion LizbethRichard R Rufran Choque MamaniОценок пока нет
- Determinacion Del Dioxido de Azufre Por El Metodo ColorimetricoДокумент7 страницDeterminacion Del Dioxido de Azufre Por El Metodo ColorimetricoML XairoОценок пока нет
- FormaldehidoДокумент17 страницFormaldehidoIvan TrigoОценок пока нет
- Magnisal SpanishДокумент8 страницMagnisal SpanishCarlos Rojas EspinozaОценок пока нет
- Transferencia de Masa Por Pared HumedaДокумент8 страницTransferencia de Masa Por Pared HumedaNallely HernandezОценок пока нет
- Mapa ConceptualДокумент1 страницаMapa ConceptualAreli HernándezОценок пока нет
- Imforme Peso Especifico e Absorcion UancvДокумент14 страницImforme Peso Especifico e Absorcion UancvJulio Cësar Huillca CanoОценок пока нет
- Catálogo Feeltech 2022 - (Espanhol)Документ36 страницCatálogo Feeltech 2022 - (Espanhol)Claudio SalazarОценок пока нет
- El SecadorДокумент8 страницEl SecadorAlejandra RoqueОценок пока нет
- Adsorción y DesorciónДокумент7 страницAdsorción y DesorciónOmar KalhibОценок пока нет
- Manual 02 Operaciones UnitariasДокумент124 страницыManual 02 Operaciones UnitariasThaliz Rguez LautnerОценок пока нет
- Apunte Los PetreosДокумент10 страницApunte Los PetreosLoRe Muñoz RsОценок пока нет
- Endulzamiento de Gas NaturalДокумент129 страницEndulzamiento de Gas NaturalJhonattan RochaОценок пока нет
- UpsalitaДокумент5 страницUpsalitaJesús CharrisОценок пока нет
- Informe Oxido de EtilenoДокумент39 страницInforme Oxido de EtilenoelianaОценок пока нет
- El Endulzamiento Del Gas Se Hace Con El Fin de Eliminar El H2S y El CO2 Del Gas NaturalДокумент27 страницEl Endulzamiento Del Gas Se Hace Con El Fin de Eliminar El H2S y El CO2 Del Gas NaturaljenrrynioОценок пока нет
- Ejercicios IRДокумент33 страницыEjercicios IRLeo HernándezОценок пока нет
- Operaciones Unitarias 2 - Examen Nº1Документ7 страницOperaciones Unitarias 2 - Examen Nº1Yonathan Salazar FerrufinoОценок пока нет
- Clorobenceno ProyectoДокумент34 страницыClorobenceno Proyectorosa trianaОценок пока нет
- Tubo de vidrio para columna húmeda de paredДокумент5 страницTubo de vidrio para columna húmeda de paredrosas vicenteОценок пока нет
- Ecp-Dhs-I-036 Instructivo para El Manejo Medico de Emergencias Por Sustancias QuimicasДокумент24 страницыEcp-Dhs-I-036 Instructivo para El Manejo Medico de Emergencias Por Sustancias QuimicasLIYA TRUJILLOОценок пока нет
- Columnas EmpacadasДокумент25 страницColumnas EmpacadasRicardo D. Galicia100% (1)
- DILO - SF6 Tratamiento de Gas PDFДокумент20 страницDILO - SF6 Tratamiento de Gas PDFEduardo Lamas Herrero100% (1)
- Preparación de Clorobenceno RRRДокумент6 страницPreparación de Clorobenceno RRREXAL DAVID HERRERA PAZОценок пока нет
- Tema4.2-Procesos de Deshidratacion Del Gas NaturalДокумент18 страницTema4.2-Procesos de Deshidratacion Del Gas NaturalEdwin Elias Escobar RicaldyОценок пока нет
- AQA-Pretratamiento de MuestrasДокумент36 страницAQA-Pretratamiento de MuestrasPor Vida Skate Shop67% (3)
- Modulo Extracción PDFДокумент106 страницModulo Extracción PDFMige Angel CastroОценок пока нет