Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- MO T6 ProbДокумент3 страницыMO T6 ProbYashesh DarjiОценок пока нет
- Induction Generator: Special Electrical MachineДокумент18 страницInduction Generator: Special Electrical MachineBhola KumarОценок пока нет
- K-Factor and TransformersДокумент6 страницK-Factor and TransformersasssasasОценок пока нет
- Class IX - Physics Practical - Part 2Документ10 страницClass IX - Physics Practical - Part 2Hinndol GamingОценок пока нет
- Collector: Solar Flat Plate ThermalДокумент17 страницCollector: Solar Flat Plate ThermalAbhijit NathОценок пока нет
- Final Report - HVACДокумент10 страницFinal Report - HVACBenny BennyОценок пока нет
- Design and Optimization of A 1 KW Stirling EngineДокумент113 страницDesign and Optimization of A 1 KW Stirling EngineMyst MystyОценок пока нет
- Viscosity ChartДокумент12 страницViscosity ChartFrancisco HernandezОценок пока нет
- 1b Spiral OTSC Boilers - An OverviewДокумент50 страниц1b Spiral OTSC Boilers - An OverviewFraser LamontОценок пока нет
- Solutions Class 12 Important Questions CBSE PDFДокумент36 страницSolutions Class 12 Important Questions CBSE PDFprathibha seenirajОценок пока нет
- MV Circuit-Breakers Fluarc For Switching MotorДокумент20 страницMV Circuit-Breakers Fluarc For Switching MotorarieberdikarieОценок пока нет
- Kinematics of Rigid Bodies: Prepared By: Engr. Dezirre PadillaДокумент13 страницKinematics of Rigid Bodies: Prepared By: Engr. Dezirre PadillaAndrew TorioОценок пока нет
- Determination of Negative Permittivity and PermeabДокумент6 страницDetermination of Negative Permittivity and PermeabNewton GomesОценок пока нет
- Matveev Mechanics and Theory of RelativityДокумент419 страницMatveev Mechanics and Theory of Relativityegmont7100% (1)
- Acceleration Due To Gravity WorksheetДокумент4 страницыAcceleration Due To Gravity WorksheetDr. Salah JaradatОценок пока нет
- Application of P-N Junction DiodeДокумент3 страницыApplication of P-N Junction Diodevirendra.aryaОценок пока нет
- 46 - The Thermal Efficiency Improvement of A Steam Rankine Cycle by Innovative Design of A Hybrid Cooling Tower and A Solar Chimney ConceptДокумент1 страница46 - The Thermal Efficiency Improvement of A Steam Rankine Cycle by Innovative Design of A Hybrid Cooling Tower and A Solar Chimney ConceptNachiket LohkareОценок пока нет
- Dongmi Catalog 03.04.20Документ29 страницDongmi Catalog 03.04.20Adonis TabiosОценок пока нет
- Ponchon Savarit - Open Steam, Double Feed, Side StreamДокумент15 страницPonchon Savarit - Open Steam, Double Feed, Side StreamDiah MuslimawatiОценок пока нет
- Tp48200a Hx09a5Документ2 страницыTp48200a Hx09a5Anonymous 7AGR2HMl100% (1)
- 1963-Nucleate Boiling Characteristics and The Critical Heat Flux Occurrence in Subcooled Axial-Flow Water Systems PDFДокумент36 страниц1963-Nucleate Boiling Characteristics and The Critical Heat Flux Occurrence in Subcooled Axial-Flow Water Systems PDFTahok24Оценок пока нет
- Brosur Pompa Horisontal Multistage Franklin Type MHДокумент20 страницBrosur Pompa Horisontal Multistage Franklin Type MHkamdani msiОценок пока нет
- Drag CalculationДокумент17 страницDrag Calculationkyadav001Оценок пока нет
- Ndejje S.S S.1 Home Schooling Work PhysicsДокумент3 страницыNdejje S.S S.1 Home Schooling Work PhysicsGloriaОценок пока нет
- Elcetronics and ElectricalДокумент85 страницElcetronics and ElectricalAnonymous soo0aO1NОценок пока нет
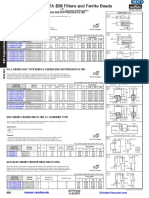
- Ds - 6 Series Disc Type Emifil® Leaded Emi Suppression Filter: All Prices in EuroДокумент1 страницаDs - 6 Series Disc Type Emifil® Leaded Emi Suppression Filter: All Prices in EuroОлег КостадиновОценок пока нет
- Hall Sensor ReportДокумент18 страницHall Sensor Reportharrrypotter20Оценок пока нет
- Neet 20 SolvedДокумент10 страницNeet 20 Solvedsyed sulthanОценок пока нет
- Pneumatic Gravity SeparationДокумент3 страницыPneumatic Gravity SeparationLuis Alberto GuzmanОценок пока нет
- Introduction & Rectilinear Kinematics: CONTINUOUS MOTION (Sections 12.1 - 12.2)Документ15 страницIntroduction & Rectilinear Kinematics: CONTINUOUS MOTION (Sections 12.1 - 12.2)Mohamed DamraОценок пока нет