Вам также может понравиться
- Vlsi 1 Chapter 111111111Документ15 страницVlsi 1 Chapter 111111111Dinesh PalavalasaОценок пока нет
- MODULE 2 - MOS AND BiCMOS CIRCUIT DESIGN PROCESSДокумент33 страницыMODULE 2 - MOS AND BiCMOS CIRCUIT DESIGN PROCESSrahulmohan3777Оценок пока нет
- Chapter 3 & 7Документ42 страницыChapter 3 & 7api-3721660Оценок пока нет
- UNIT-2 Stick Diagrams and LayoutДокумент54 страницыUNIT-2 Stick Diagrams and LayoutVenkateswara ReddyОценок пока нет
- REFERENCES Integrated CircuitДокумент2 страницыREFERENCES Integrated CircuitMuhammadimran AliОценок пока нет
- 17EC63Документ23 страницы17EC63LittiОценок пока нет
- Analog Layout TechniquesДокумент29 страницAnalog Layout Techniquesarammart100% (1)
- 3d Floorplanning - ReviewPaperДокумент6 страниц3d Floorplanning - ReviewPaperMayank ChoudharyОценок пока нет
- Unit2 - 3 - Design Rules and LayoutДокумент36 страницUnit2 - 3 - Design Rules and Layoutneha yarrapothuОценок пока нет
- Micro WindДокумент14 страницMicro Windlak_prabОценок пока нет
- Module 3: Fabrication Process and Layout Design Rules Lecture 13: Layout Design RulesДокумент5 страницModule 3: Fabrication Process and Layout Design Rules Lecture 13: Layout Design RulesveenadivyakishОценок пока нет
- Georgia - 3D Toroidal Air-Core Inductor With Through-Wafer Interconnect For On-Chip IntegrationДокумент4 страницыGeorgia - 3D Toroidal Air-Core Inductor With Through-Wafer Interconnect For On-Chip IntegrationChandra ShettyОценок пока нет
- CMOS Logic Building BlocksДокумент50 страницCMOS Logic Building BlocksPo-chun HsuОценок пока нет
- Unit-2 Mos and Bicmos Circuit Design ProcessesДокумент29 страницUnit-2 Mos and Bicmos Circuit Design ProcessesSai KallemОценок пока нет
- Applied Sciences: The Challenges of Advanced CMOS Process From 2D To 3DДокумент32 страницыApplied Sciences: The Challenges of Advanced CMOS Process From 2D To 3DPramod Reddy RОценок пока нет
- VLSI Full Custom Mask LayoutДокумент18 страницVLSI Full Custom Mask LayoutRamanaButterflyОценок пока нет
- Multi-Busbar Solar Cells and Modules: High Efficiencies and Low Silver ConsumptionДокумент6 страницMulti-Busbar Solar Cells and Modules: High Efficiencies and Low Silver Consumptionhabtamu tesfayeОценок пока нет
- MOS and BiCMOS Circuit Design ProcessДокумент17 страницMOS and BiCMOS Circuit Design ProcessNarasimha Murthy YayavaramОценок пока нет
- Chapter 3 The Metal Layers: Circuit Design, Layout, and Simulation Third Edition R. Jacob BakerДокумент28 страницChapter 3 The Metal Layers: Circuit Design, Layout, and Simulation Third Edition R. Jacob BakerMostafa MohamedОценок пока нет
- Full Custom Mask Layout DesignДокумент15 страницFull Custom Mask Layout DesignBharathОценок пока нет
- CORNERSTONE 2nd Call Design Rules PDFДокумент8 страницCORNERSTONE 2nd Call Design Rules PDFSérgio TIОценок пока нет
- 3D Printed Metalized Plastic Waveguides For Microwave ComponentsДокумент5 страниц3D Printed Metalized Plastic Waveguides For Microwave ComponentsAntonio Breno AlleluiaОценок пока нет
- Electronic Devices in MTL Annual Report 1999Документ26 страницElectronic Devices in MTL Annual Report 1999tbsuirОценок пока нет
- Chapter IIIДокумент43 страницыChapter IIIJerry boyОценок пока нет
- MOS Fabrication Technology: Abstract This Chapter Is Concerned With The Fabrication of Metal-Oxide-SemiconductorДокумент7 страницMOS Fabrication Technology: Abstract This Chapter Is Concerned With The Fabrication of Metal-Oxide-SemiconductorsammyОценок пока нет
- Lamda Rules Layout TutorialДокумент15 страницLamda Rules Layout TutorialSougata GhoshОценок пока нет
- CMOS Design RulesДокумент21 страницаCMOS Design Rulesrakheep123Оценок пока нет
- Basic Physical Design AN: Unit 3Документ17 страницBasic Physical Design AN: Unit 3Shrey MalikОценок пока нет
- Cmos Fabrication Technology and Design RulesДокумент19 страницCmos Fabrication Technology and Design RulesvenkatmusalaОценок пока нет
- BEOL PatterningДокумент11 страницBEOL PatterningBonn QianОценок пока нет
- Cable-Membrane Literature and Work Report - RTДокумент34 страницыCable-Membrane Literature and Work Report - RTAntonio José JaramilloОценок пока нет
- VLSI Design FlowДокумент20 страницVLSI Design FlowPranav DarganОценок пока нет
- Cmos LayoutДокумент13 страницCmos LayoutshastryОценок пока нет
- λ-based Design Rules PDFДокумент3 страницыλ-based Design Rules PDFvinosujaОценок пока нет
- Layout Design8Документ34 страницыLayout Design8Sandeep BoyinaОценок пока нет
- College of Engineering, ChengannurДокумент30 страницCollege of Engineering, ChengannurDanish AliОценок пока нет
- Vlsi Design Unit 2Документ36 страницVlsi Design Unit 2RAZОценок пока нет
- A New Approach To Cleave MEMS Devices From Silicon SubstratesДокумент8 страницA New Approach To Cleave MEMS Devices From Silicon SubstratesMechanicsdavidОценок пока нет
- 3D Integration of Standard Integrated Circuits: Abstract-In This Paper We Present The Process and ElectricalДокумент7 страниц3D Integration of Standard Integrated Circuits: Abstract-In This Paper We Present The Process and ElectricalPawan GosaviОценок пока нет
- EE6372 Semiconductor Process Integration: Pavan Kumar KotaДокумент8 страницEE6372 Semiconductor Process Integration: Pavan Kumar KotahanumapОценок пока нет
- Using Phase Mask Algorithms To Direct Self AssemblyДокумент15 страницUsing Phase Mask Algorithms To Direct Self AssemblyAnonymous G1iPoNOKОценок пока нет
- 2020 - Strategies Relating To CMP For Die To Wafer Interconnects Utilizing Hybrid Direct BondingДокумент7 страниц2020 - Strategies Relating To CMP For Die To Wafer Interconnects Utilizing Hybrid Direct BondingBonn QianОценок пока нет
- Chapter 2 Cmos Fabrication Technology and Design RulesДокумент56 страницChapter 2 Cmos Fabrication Technology and Design Rulesvanarajesh620% (1)
- Layout & Lambda Design RuleДокумент1 страницаLayout & Lambda Design RuleNihar PandaОценок пока нет
- The Well: Circuit Design, Layout, and Simulation Third Edition R. Jacob BakerДокумент43 страницыThe Well: Circuit Design, Layout, and Simulation Third Edition R. Jacob BakerMostafa MohamedОценок пока нет
- Electronic Devices in MTL Annual Report 1998Документ20 страницElectronic Devices in MTL Annual Report 1998tbsuirОценок пока нет
- Lec 9 PDFДокумент5 страницLec 9 PDFGunjan JhaОценок пока нет
- Design RulesДокумент37 страницDesign RulesshriyasumanОценок пока нет
- Stick Diagrams and LayoutsДокумент17 страницStick Diagrams and LayoutsPraneetha InumarthiОценок пока нет
- Lecture 1423726011Документ88 страницLecture 1423726011Simanchal PrustyОценок пока нет
- Micromachines 11 00666 v2Документ25 страницMicromachines 11 00666 v2Paola GongoraОценок пока нет
- Subwavelength Optical Lithography: Challenges and Impact On Physical DesignДокумент8 страницSubwavelength Optical Lithography: Challenges and Impact On Physical DesignVinay PalekarОценок пока нет
- 07 - 2021 - J of Modern Optics - Ultra Compact Broadband 3 DB Metal Dielectric Metal Plasmonic Power SplitterДокумент9 страниц07 - 2021 - J of Modern Optics - Ultra Compact Broadband 3 DB Metal Dielectric Metal Plasmonic Power SplitterRami WahshehОценок пока нет
- Microelectronic Engineering: Alexander Vladimirov GrigorovДокумент9 страницMicroelectronic Engineering: Alexander Vladimirov Grigorov135713571357Оценок пока нет
- Layer Density Rules: Chapter 3 CMOS Processing TechnologyДокумент1 страницаLayer Density Rules: Chapter 3 CMOS Processing TechnologyCarlos SaavedraОценок пока нет
- MOS Integrated Circuit DesignОт EverandMOS Integrated Circuit DesignE. WolfendaleОценок пока нет
- Block ChainДокумент1 страницаBlock ChainAnkaj MohindrooОценок пока нет
- Block ChainДокумент1 страницаBlock ChainAnkaj MohindrooОценок пока нет
- Blockchain in HRДокумент2 страницыBlockchain in HRAnkaj MohindrooОценок пока нет
- asset-v1-MITx+CTL - SC1x 2+1T2016+type@asset+block@ClassSchedule SC1x 2016springДокумент2 страницыasset-v1-MITx+CTL - SC1x 2+1T2016+type@asset+block@ClassSchedule SC1x 2016springAnkaj MohindrooОценок пока нет
- Framework For Dealing With Domestic Systemically Important Banks (D-Sibs) - Draft For CommentsДокумент18 страницFramework For Dealing With Domestic Systemically Important Banks (D-Sibs) - Draft For CommentsAnkaj MohindrooОценок пока нет
- Final Guidelines For Payment BanksДокумент3 страницыFinal Guidelines For Payment BanksAnkaj MohindrooОценок пока нет
- 10 Taxes You Should Know About - Business Standard NewsДокумент8 страниц10 Taxes You Should Know About - Business Standard NewsAnkaj MohindrooОценок пока нет
- Pyramid PrincipleДокумент22 страницыPyramid PrincipleAnkaj Mohindroo100% (1)
- Sourcing ModelsДокумент11 страницSourcing ModelsAnkaj Mohindroo0% (1)
- FICCI KPMG Aviation Report 2014 Ex SumДокумент4 страницыFICCI KPMG Aviation Report 2014 Ex SumAnkaj MohindrooОценок пока нет
- ORISSA: 1955: 8 Years After IndependenceДокумент1 страницаORISSA: 1955: 8 Years After IndependenceAnkaj MohindrooОценок пока нет
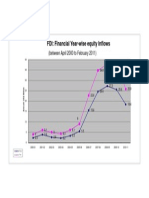
- Fdi Flows in IndiaДокумент1 страницаFdi Flows in IndiaAnkaj MohindrooОценок пока нет
- Traffic Statistics - International PassengersДокумент3 страницыTraffic Statistics - International PassengersAnkaj MohindrooОценок пока нет
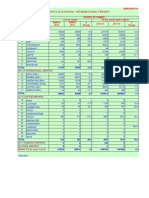
- Traffic Statistics - International FreightДокумент3 страницыTraffic Statistics - International FreightAnkaj MohindrooОценок пока нет
- Objective 1: Influence of Characteristics of Smartphone Application (Apps) BasedДокумент16 страницObjective 1: Influence of Characteristics of Smartphone Application (Apps) BasedAnkaj MohindrooОценок пока нет
- Stats 100A Hw1Документ2 страницыStats 100A Hw1Billy BobОценок пока нет
- 2021 Physicsbowl Exam Equations: Continued On Next PageДокумент3 страницы2021 Physicsbowl Exam Equations: Continued On Next PageThe Entangled Story Of Our WorldОценок пока нет
- Cone CalorimeterДокумент96 страницCone CalorimeterCleber da SilvaОценок пока нет
- Physical Sciences PDFДокумент51 страницаPhysical Sciences PDFfarooqi111Оценок пока нет
- 87716166b1472fd3f7a6a47ea68960afДокумент410 страниц87716166b1472fd3f7a6a47ea68960afPedroОценок пока нет
- Kepler ConjectureДокумент6 страницKepler Conjecturechazzyjazzy11Оценок пока нет
- Thermodynamic Optimization of A Trigeneration System Based On Biomass CombustionДокумент9 страницThermodynamic Optimization of A Trigeneration System Based On Biomass CombustionTiago HenriquesОценок пока нет
- Charles CorreaДокумент11 страницCharles CorreaMrigank VatsОценок пока нет
- Tachi e 2004Документ12 страницTachi e 2004Ahsan Habib TanimОценок пока нет
- Payable Salary Paid SalaryДокумент2 страницыPayable Salary Paid SalaryAhmed AmmanОценок пока нет
- Manual PT90Документ68 страницManual PT90Youssef Sarkis MobarakОценок пока нет
- Aeroelastic Tailoring-Theory, Practice, and PromiseДокумент13 страницAeroelastic Tailoring-Theory, Practice, and Promiservramkumar78Оценок пока нет
- 2nd Year Math Guess PaperДокумент6 страниц2nd Year Math Guess PaperArmaan MalikОценок пока нет
- CG Industrial Product OverviewДокумент12 страницCG Industrial Product Overviewvanessa quispeОценок пока нет
- Cross ArmsДокумент46 страницCross Armshalel111Оценок пока нет
- ELE615 Semiconductor Fabrication Technology: Mini ProjectДокумент36 страницELE615 Semiconductor Fabrication Technology: Mini ProjectAmir HsmОценок пока нет
- HILTI HST3 Brochure PDFДокумент5 страницHILTI HST3 Brochure PDFPatrick LaoОценок пока нет
- Prediction and Visualization of Supersonic Nozzle Ows Using OpenfoamДокумент22 страницыPrediction and Visualization of Supersonic Nozzle Ows Using OpenfoamSai Manohar RamachandranОценок пока нет
- Sean A. Hayward Et Al - Dilatonic Wormholes: Construction, Operation, Maintenance and Collapse To Black HolesДокумент9 страницSean A. Hayward Et Al - Dilatonic Wormholes: Construction, Operation, Maintenance and Collapse To Black HolesDex30KMОценок пока нет
- RDM-chapter 1Документ35 страницRDM-chapter 1Mat MatttОценок пока нет
- Gravitational Shielding: Tests of The Equivalence PrincipleДокумент3 страницыGravitational Shielding: Tests of The Equivalence Principlesigne.soderstrom1785Оценок пока нет
- 2nd Sessional Test - Physics For Engineers-Bph-106Документ1 страница2nd Sessional Test - Physics For Engineers-Bph-106Saurabh Arya RspОценок пока нет
- 16 - Guide To Lego GeometryДокумент5 страниц16 - Guide To Lego GeometryLody ElfoОценок пока нет
- Mechanics of Solids Lab ManualДокумент47 страницMechanics of Solids Lab Manualravi03319100% (1)
- Experimental and Numerical Analysis of Steel and Fiber-Reinforced Polymer Concrete Beams Under Transverse LoadДокумент14 страницExperimental and Numerical Analysis of Steel and Fiber-Reinforced Polymer Concrete Beams Under Transverse LoadErnie SitanggangОценок пока нет
- General Principles of Measurement SystemsДокумент21 страницаGeneral Principles of Measurement SystemsChelseaОценок пока нет
- Astm D36Документ4 страницыAstm D36Sachin Kumar Singh33% (3)
- A Primer For Duplex Stainless SteelsДокумент11 страницA Primer For Duplex Stainless Steelsmp87_ingОценок пока нет
- Simulation of The Production of Sulfuric Acid From A Sulfur-Burning Single-Absorption Contact Sulfuric Acid PlantДокумент5 страницSimulation of The Production of Sulfuric Acid From A Sulfur-Burning Single-Absorption Contact Sulfuric Acid PlantainmnrhОценок пока нет
- Chapter 2 Process ControllДокумент29 страницChapter 2 Process ControllWeldush BrightОценок пока нет