Вам также может понравиться
- Moment Redistribution in BeamsДокумент12 страницMoment Redistribution in BeamsChukwuka WayemeruОценок пока нет
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОт EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОценок пока нет
- Design of Shelf Angles For Masonry VeneersДокумент7 страницDesign of Shelf Angles For Masonry VeneerssubhekshyaОценок пока нет
- Vol 3 No 1 WebДокумент4 страницыVol 3 No 1 WebVikas PatelОценок пока нет
- Coming Attractions: Code Changes in Seismic ProceduresДокумент14 страницComing Attractions: Code Changes in Seismic ProcedureskirkjenkinsОценок пока нет
- What's New in ASCE 7-16?: The Big ChangesДокумент17 страницWhat's New in ASCE 7-16?: The Big ChangesTran - VHT - PEB Steel HCMC - DesignОценок пока нет
- Masonry Design ASDvsSD PDFДокумент47 страницMasonry Design ASDvsSD PDFAnonymous 1BdR0EQgbuОценок пока нет
- Model Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionОт EverandModel Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionОценок пока нет
- 8 Kircher 2015 PDFДокумент40 страниц8 Kircher 2015 PDFpazz0Оценок пока нет
- (1963) Housner - The Bevavior of Inverted Pendulum Strtuctures During EarthquakesДокумент15 страниц(1963) Housner - The Bevavior of Inverted Pendulum Strtuctures During EarthquakesEdison GuzmanОценок пока нет
- Lateral Loads of 4 Level Shelving, With Hilti Anchorage, Based On ASCE 7-16Документ12 страницLateral Loads of 4 Level Shelving, With Hilti Anchorage, Based On ASCE 7-16kosdsdsОценок пока нет
- CDOT 2017 09 Chapter 5 Base MaterialsДокумент21 страницаCDOT 2017 09 Chapter 5 Base Materialscarl_orbeОценок пока нет
- No199 (1999 Eurosteel Conference)Документ719 страницNo199 (1999 Eurosteel Conference)FourHorsemenОценок пока нет
- Wind Loads SBC Pt1Документ29 страницWind Loads SBC Pt1insane88Оценок пока нет
- Shear-Transfer Strength of Reinforced ConcreteДокумент11 страницShear-Transfer Strength of Reinforced ConcretePremasiri KarunarathnaОценок пока нет
- Bond, Anchor and ShearДокумент15 страницBond, Anchor and ShearBatepola BacОценок пока нет
- The Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsДокумент12 страницThe Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsMiguelОценок пока нет
- 05 - Monotonic and Cyclic Response of Speed-Lock Connections With Bolts in Storage RacksДокумент16 страниц05 - Monotonic and Cyclic Response of Speed-Lock Connections With Bolts in Storage RacksJosé Miguel Martínez100% (1)
- Beam DesignДокумент33 страницыBeam DesignstructuresОценок пока нет
- Slim Floor: Long Carbon Europe Sections and Merchant BarsДокумент36 страницSlim Floor: Long Carbon Europe Sections and Merchant BarstankeanleongОценок пока нет
- Bending Under Seated ConnectionsДокумент5 страницBending Under Seated ConnectionsSaeedОценок пока нет
- Meet The Experts - Steel JoistsДокумент2 страницыMeet The Experts - Steel Joistsseth_gzbОценок пока нет
- Anchor 201 - Evaluation of Factors That Affect Bond StressДокумент27 страницAnchor 201 - Evaluation of Factors That Affect Bond StressPatrice AudetОценок пока нет
- Shear Strength of Reinforced Concrete Deep BeamsДокумент4 страницыShear Strength of Reinforced Concrete Deep Beamsnevinkoshy100% (1)
- Bracing Connections To Rectangular Hss Columns: N. Kosteski and J.A. PackerДокумент10 страницBracing Connections To Rectangular Hss Columns: N. Kosteski and J.A. PackerJordy VertizОценок пока нет
- AISC DESIGN GUIDE eXCERPTДокумент3 страницыAISC DESIGN GUIDE eXCERPTMike2322Оценок пока нет
- Composite Steel Deck-Slabs With Supplimental Reinforcing BarsДокумент4 страницыComposite Steel Deck-Slabs With Supplimental Reinforcing BarsHyunkyoun JinОценок пока нет
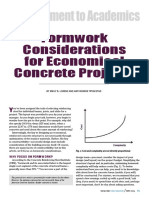
- PCA - CI-Economical-Concrete-Formwork PDFДокумент4 страницыPCA - CI-Economical-Concrete-Formwork PDFMIKHA2014Оценок пока нет
- Sharma Et Al-2017-Structural Concrete As PublishedДокумент9 страницSharma Et Al-2017-Structural Concrete As PublisheddebiОценок пока нет
- Ultimate Strength of Fillet Welded Connections Loaded in PlaneДокумент13 страницUltimate Strength of Fillet Welded Connections Loaded in PlanePatrick PolujanОценок пока нет
- Simplified Buckling-Strength Determination of Pultruded FRP Structural BeamsДокумент17 страницSimplified Buckling-Strength Determination of Pultruded FRP Structural BeamswalaywanОценок пока нет
- ICBO CIA-7000 Anchor SystemДокумент16 страницICBO CIA-7000 Anchor SystemDon RockwellОценок пока нет
- 8 Kircher 2015Документ40 страниц8 Kircher 2015Ahmed Ben HmidaОценок пока нет
- Roberts 1991Документ18 страницRoberts 1991guojie zhouОценок пока нет
- Software Verification: AISC-360-10 Example 001Документ9 страницSoftware Verification: AISC-360-10 Example 001Davico HernandezОценок пока нет
- Floor Vibration Serviceability - Tips and Tools For Negotiating A Successful DesignДокумент8 страницFloor Vibration Serviceability - Tips and Tools For Negotiating A Successful Design_at_to_Оценок пока нет
- RISA GuideДокумент120 страницRISA GuideGary J. Davis, P. E.Оценок пока нет
- One Way SlabДокумент69 страницOne Way Slabforlogin018Оценок пока нет
- Code Requirements For Nuclear Safety-Related Concrete Structures (ACI 349-13) and CommentaryДокумент2 страницыCode Requirements For Nuclear Safety-Related Concrete Structures (ACI 349-13) and CommentaryAgit SipkaОценок пока нет
- ASCE 7 10 Vs ASCE 7 16 1657453966Документ53 страницыASCE 7 10 Vs ASCE 7 16 1657453966MANOJОценок пока нет
- C4-1 Lecture 5-NBCC Provisons - 2018-B&W PDFДокумент47 страницC4-1 Lecture 5-NBCC Provisons - 2018-B&W PDFYang LiОценок пока нет
- Design ExampleДокумент4 страницыDesign ExampleEngr Sher KhanОценок пока нет
- Ej 2021 q1 IssueДокумент82 страницыEj 2021 q1 IssueReab SimanthОценок пока нет
- Galambos 2001 Q2Документ13 страницGalambos 2001 Q2bobmarley20161934Оценок пока нет
- Reinforcement For Slabs On GroundДокумент7 страницReinforcement For Slabs On GroundfordesignОценок пока нет
- Stability of SpeedCore Walls Under Fire Loading Summary of Numerical AnalysesДокумент13 страницStability of SpeedCore Walls Under Fire Loading Summary of Numerical Analysesjackcan501Оценок пока нет
- Flexural Strength of Reinforced and Prestressed Concrete T-Beams PDFДокумент29 страницFlexural Strength of Reinforced and Prestressed Concrete T-Beams PDFmotahareshОценок пока нет
- Cie 525 - Reinforced Concrete Structures: Thursday SEPTEMBER 22, 2016Документ10 страницCie 525 - Reinforced Concrete Structures: Thursday SEPTEMBER 22, 2016Bodhi RudraОценок пока нет
- Wet Setting Weld Plates in TiltUp PanelsДокумент1 страницаWet Setting Weld Plates in TiltUp Panelsraghuveer11Оценок пока нет
- Double Tee Ridge BeamДокумент3 страницыDouble Tee Ridge BeamhuyxpkissОценок пока нет
- 2 Concept of Limit State DesignДокумент3 страницы2 Concept of Limit State DesignVinoth KumarОценок пока нет
- BIA - Steel Lintel DesignДокумент7 страницBIA - Steel Lintel Designgpax42Оценок пока нет
- Diaphragm Design PDFДокумент50 страницDiaphragm Design PDFManoj JaiswalОценок пока нет
- Proposed Design Criteria For Stiffened Seated Connections To Column WebsДокумент25 страницProposed Design Criteria For Stiffened Seated Connections To Column WebsBùi Văn HợpОценок пока нет
- ACI 318-14: Reorganized For Design: Ch. 23 Strut-and-Tie ModelsДокумент11 страницACI 318-14: Reorganized For Design: Ch. 23 Strut-and-Tie ModelsUALU333Оценок пока нет
- Anchor Bolt CheckДокумент1 страницаAnchor Bolt CheckihpeterОценок пока нет
- Hilti Design Report PDFДокумент6 страницHilti Design Report PDFihpeterОценок пока нет
- Anchor Bolt CheckДокумент1 страницаAnchor Bolt CheckihpeterОценок пока нет
- 11Документ3 страницы11ihpeterОценок пока нет
- SBBДокумент3 страницыSBBihpeterОценок пока нет
- Portal Output 20180718 R2Документ60 страницPortal Output 20180718 R2ihpeterОценок пока нет
- Fin Plate Connection DesignДокумент3 страницыFin Plate Connection DesignihpeterОценок пока нет
- 20180923Документ13 страниц20180923ihpeterОценок пока нет
- Fin Plate Connection DesignДокумент3 страницыFin Plate Connection DesignihpeterОценок пока нет
- Software licensed structural analysis reaction forcesДокумент1 страницаSoftware licensed structural analysis reaction forcesihpeterОценок пока нет
- 1 Input Data: Profis Anchor 2.6.1Документ6 страниц1 Input Data: Profis Anchor 2.6.1ihpeterОценок пока нет
- Expo Favoriteroom 5Документ1 страницаExpo Favoriteroom 5ihpeterОценок пока нет
- 20170303Документ4 страницы20170303ihpeterОценок пока нет
- UB457 End PlateДокумент4 страницыUB457 End PlateihpeterОценок пока нет
- Conn DetailДокумент1 страницаConn DetailihpeterОценок пока нет
- Circular Skylight Splice DetailДокумент1 страницаCircular Skylight Splice DetailihpeterОценок пока нет
- RRДокумент6 страницRRihpeterОценок пока нет
- UB 254 146 31 B B F - P: X X EAM TO EAM IN LateДокумент7 страницUB 254 146 31 B B F - P: X X EAM TO EAM IN LateihpeterОценок пока нет
- 1 Input Data: Profis Anchor 2.6.4Документ6 страниц1 Input Data: Profis Anchor 2.6.4ihpeterОценок пока нет
- Conn ForcesДокумент2 страницыConn ForcesihpeterОценок пока нет
- UB 457 152 52 B B F - P: X X EAM TO EAM IN LateДокумент6 страницUB 457 152 52 B B F - P: X X EAM TO EAM IN LateihpeterОценок пока нет
- 1 Input Data: Profis Anchor 2.6.4Документ6 страниц1 Input Data: Profis Anchor 2.6.4ihpeterОценок пока нет
- UB 356 171 45 B B F - P: X X EAM TO EAM IN LateДокумент6 страницUB 356 171 45 B B F - P: X X EAM TO EAM IN LateihpeterОценок пока нет
- SHS120 Post FixingДокумент6 страницSHS120 Post FixingihpeterОценок пока нет
- AДокумент7 страницAihpeterОценок пока нет
- UB 254 146 31 B B F - P: X X EAM TO EAM IN LateДокумент7 страницUB 254 146 31 B B F - P: X X EAM TO EAM IN LateihpeterОценок пока нет
- SHS120 Post FixingДокумент6 страницSHS120 Post FixingihpeterОценок пока нет
- AДокумент9 страницAihpeterОценок пока нет
- AДокумент2 страницыAihpeterОценок пока нет
- AДокумент7 страницAihpeterОценок пока нет
- SNC 2p1 Course Overview 2015Документ2 страницыSNC 2p1 Course Overview 2015api-212901753Оценок пока нет
- Advantages of Using Mobile ApplicationsДокумент30 страницAdvantages of Using Mobile ApplicationsGian Carlo LajarcaОценок пока нет
- Techniques in Selecting and Organizing InformationДокумент3 страницыTechniques in Selecting and Organizing InformationMylen Noel Elgincolin ManlapazОценок пока нет
- Equilibruim of Forces and How Three Forces Meet at A PointДокумент32 страницыEquilibruim of Forces and How Three Forces Meet at A PointSherif Yehia Al MaraghyОценок пока нет
- Statistical Quality Control, 7th Edition by Douglas C. Montgomery. 1Документ76 страницStatistical Quality Control, 7th Edition by Douglas C. Montgomery. 1omerfaruk200141Оценок пока нет
- Staffing Process and Job AnalysisДокумент8 страницStaffing Process and Job AnalysisRuben Rosendal De Asis100% (1)
- Worksheet 5 Communications and Privacy: Unit 6 CommunicationДокумент3 страницыWorksheet 5 Communications and Privacy: Unit 6 Communicationwh45w45hw54Оценок пока нет
- N4 Electrotechnics August 2021 MemorandumДокумент8 страницN4 Electrotechnics August 2021 MemorandumPetro Susan BarnardОценок пока нет
- Product Data Sheet For CP 680-P and CP 680-M Cast-In Firestop Devices Technical Information ASSET DOC LOC 1540966Документ1 страницаProduct Data Sheet For CP 680-P and CP 680-M Cast-In Firestop Devices Technical Information ASSET DOC LOC 1540966shama093Оценок пока нет
- Oxygen Cost and Energy Expenditure of RunningДокумент7 страницOxygen Cost and Energy Expenditure of Runningnb22714Оценок пока нет
- New Hire WorkbookДокумент40 страницNew Hire WorkbookkОценок пока нет
- Assignment - Final TestДокумент3 страницыAssignment - Final TestbahilashОценок пока нет
- Maxx 1657181198Документ4 страницыMaxx 1657181198Super UserОценок пока нет
- Certification Presently EnrolledДокумент15 страницCertification Presently EnrolledMaymay AuauОценок пока нет
- A Princess of Mars Part 3Документ4 страницыA Princess of Mars Part 3Sheila Inca100% (1)
- Mobile ApplicationДокумент2 страницыMobile Applicationdarebusi1Оценок пока нет
- TJUSAMO 2013-2014 Modular ArithmeticДокумент4 страницыTJUSAMO 2013-2014 Modular ArithmeticChanthana ChongchareonОценок пока нет
- Baobab MenuДокумент4 страницыBaobab Menuperseverence mahlamvanaОценок пока нет
- Open Far CasesДокумент8 страницOpen Far CasesGDoony8553Оценок пока нет
- United-nations-Organization-uno Solved MCQs (Set-4)Документ8 страницUnited-nations-Organization-uno Solved MCQs (Set-4)SãñÂt SûRÿá MishraОценок пока нет
- Bio310 Summary 1-5Документ22 страницыBio310 Summary 1-5Syafiqah ArdillaОценок пока нет
- BIT 4107 Mobile Application DevelopmentДокумент136 страницBIT 4107 Mobile Application DevelopmentVictor NyanumbaОценок пока нет
- Training Customer CareДокумент6 страницTraining Customer Careyahya sabilОценок пока нет
- Physioex 9.0 Exercise 1 Act 1Документ5 страницPhysioex 9.0 Exercise 1 Act 1Adela LhuzОценок пока нет
- Pulse Width ModulationДокумент13 страницPulse Width Modulationhimanshu jainОценок пока нет
- CS210 Lecture 32 Magical Application Binary Tree IIIДокумент38 страницCS210 Lecture 32 Magical Application Binary Tree IIIOshoОценок пока нет
- Emergency Management of AnaphylaxisДокумент1 страницаEmergency Management of AnaphylaxisEugene SandhuОценок пока нет
- Gapped SentencesДокумент8 страницGapped SentencesKianujillaОценок пока нет
- Hi-Line Sportsmen Banquet Is February 23rd: A Chip Off The Ol' Puck!Документ8 страницHi-Line Sportsmen Banquet Is February 23rd: A Chip Off The Ol' Puck!BS Central, Inc. "The Buzz"Оценок пока нет
- Paper 4 (A) (I) IGCSE Biology (Time - 30 Mins)Документ12 страницPaper 4 (A) (I) IGCSE Biology (Time - 30 Mins)Hisham AlEnaiziОценок пока нет
- To Engineer Is Human: The Role of Failure in Successful DesignОт EverandTo Engineer Is Human: The Role of Failure in Successful DesignРейтинг: 4 из 5 звезд4/5 (137)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsОт EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsОценок пока нет
- Pocket Guide to Flanges, Fittings, and Piping DataОт EverandPocket Guide to Flanges, Fittings, and Piping DataРейтинг: 3.5 из 5 звезд3.5/5 (22)
- Transmission Pipeline Calculations and Simulations ManualОт EverandTransmission Pipeline Calculations and Simulations ManualРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingОт EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingОценок пока нет
- Pile Design and Construction Rules of ThumbОт EverandPile Design and Construction Rules of ThumbРейтинг: 4.5 из 5 звезд4.5/5 (15)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsОт EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsОценок пока нет
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresОт EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresРейтинг: 1 из 5 звезд1/5 (2)
- Advanced Design Examples of Seismic Retrofit of StructuresОт EverandAdvanced Design Examples of Seismic Retrofit of StructuresРейтинг: 1 из 5 звезд1/5 (1)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsОт EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsРейтинг: 4 из 5 звезд4/5 (16)
- Piezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringОт EverandPiezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringОценок пока нет
- Offshore Pipelines: Design, Installation, and MaintenanceОт EverandOffshore Pipelines: Design, Installation, and MaintenanceРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Matrix Methods for Advanced Structural AnalysisОт EverandMatrix Methods for Advanced Structural AnalysisРейтинг: 5 из 5 звезд5/5 (1)
- Pipeline Planning and Construction Field ManualОт EverandPipeline Planning and Construction Field ManualРейтинг: 5 из 5 звезд5/5 (3)
- Offshore Operation Facilities: Equipment and ProceduresОт EverandOffshore Operation Facilities: Equipment and ProceduresРейтинг: 3 из 5 звезд3/5 (2)
- Experiment and Calculation of Reinforced Concrete at Elevated TemperaturesОт EverandExperiment and Calculation of Reinforced Concrete at Elevated TemperaturesРейтинг: 5 из 5 звезд5/5 (2)