Вам также может понравиться
- Cswip Question PaperДокумент3 страницыCswip Question Paperantonyfernandof100% (1)
- 9 14 Pages MCQS CSWIP 3.1 Question Answers Solved Past Papers Cswip 3.1Документ14 страниц9 14 Pages MCQS CSWIP 3.1 Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad Ali86% (21)
- Cswip 3.1 Part 1Документ7 страницCswip 3.1 Part 1Emad Daghagheleh67% (3)
- Cswip 3.1 Part 4Документ7 страницCswip 3.1 Part 4Emad Daghagheleh100% (2)
- Cswip 3.1 Part 3Документ7 страницCswip 3.1 Part 3Emad Daghagheleh100% (2)
- CSWIP Tough QuestionsДокумент2 страницыCSWIP Tough Questionsprasad_kcp50% (4)
- CSWIP 3.1 Question With Answer and Explanation - Part 12Документ9 страницCSWIP 3.1 Question With Answer and Explanation - Part 12adel100% (3)
- Cswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007Документ43 страницыCswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007claytoninf87% (30)
- Cswip3.1 Exam QuestionДокумент4 страницыCswip3.1 Exam QuestionMOHAMMAD SAJIDALAM100% (2)
- Cswip 3 1 Welding Inspector Multiple Choice Question Dec 7 2007Документ43 страницыCswip 3 1 Welding Inspector Multiple Choice Question Dec 7 2007sri.majji8937100% (1)
- M ChoiceДокумент37 страницM Choicevasunookesh100% (1)
- CSWIP - Multi Questions & AnswersДокумент64 страницыCSWIP - Multi Questions & AnswersSenthil Kumar100% (10)
- Model Question PaperДокумент4 страницыModel Question Papervinaipv89% (9)
- Questions Cswip 3.11.1Документ11 страницQuestions Cswip 3.11.1Ralph Laurence Parungao100% (1)
- CSWIP 3.1 Theory ExamДокумент13 страницCSWIP 3.1 Theory ExamAhmed Tajelsir67% (12)
- CSWIP Set QuestionДокумент13 страницCSWIP Set QuestionMuhammad Hannan100% (2)
- CSWIP 3 1 Exam Question and AnswersДокумент23 страницыCSWIP 3 1 Exam Question and AnswersIyappan Balu100% (1)
- CSWIP - Question & Answer 150 220111Документ85 страницCSWIP - Question & Answer 150 220111Maxu Dipsona100% (14)
- Question ShopДокумент112 страницQuestion ShopThân Kha100% (3)
- Cswip 2015 Q& AДокумент61 страницаCswip 2015 Q& ANaga Jothi50% (2)
- Cswip Multi Choice Questions With AnswersДокумент19 страницCswip Multi Choice Questions With AnswersNeel Mukherjee0% (1)
- CSWIP Welding Inspection Plate Section PracticalДокумент31 страницаCSWIP Welding Inspection Plate Section PracticalLuan Nguyen86% (21)
- General MCQ's Paper 4 AnsДокумент4 страницыGeneral MCQ's Paper 4 AnsJawed AkhterОценок пока нет
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideОт Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideРейтинг: 3.5 из 5 звезд3.5/5 (7)
- Submerged Arc Welding (Saw)Документ5 страницSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamОценок пока нет
- CSWIP 3.1 Study NotesДокумент11 страницCSWIP 3.1 Study Notesmuhammadazhar50% (2)
- Practice 01 3.1document1Документ11 страницPractice 01 3.1document1Rob WillestoneОценок пока нет
- CSWIP Day3Документ35 страницCSWIP Day3rac mediaОценок пока нет
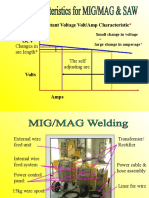
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcДокумент35 страницConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanОценок пока нет
- CSWIP Day 3Документ35 страницCSWIP Day 3Mehman NasibovОценок пока нет
- Mig Mag Saw CswipДокумент35 страницMig Mag Saw CswipHamza DhariwalОценок пока нет
- Wi Cswip 3.1 Part 21Документ8 страницWi Cswip 3.1 Part 21Ramakrishnan AmbiSubbiahОценок пока нет
- WeldingДокумент28 страницWeldingGowtham KumarОценок пока нет
- GMAW Unit 1 Lesson 1: Objective: Demonstrate Proper Setup and Maintenance of GMAW EquipmentДокумент22 страницыGMAW Unit 1 Lesson 1: Objective: Demonstrate Proper Setup and Maintenance of GMAW EquipmentAd Man GeTigОценок пока нет
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseДокумент30 страницWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteОценок пока нет
- Module - IIДокумент48 страницModule - IIsivasaОценок пока нет
- Welding Operations & DefectsДокумент15 страницWelding Operations & Defectsklawsis83% (6)
- Welding Lab Report. Part 1Документ6 страницWelding Lab Report. Part 1Ayuub Abdi Mahamed100% (1)
- Welding Technology: Department of Mechanical Engineering National Institute of Technology RaipurДокумент66 страницWelding Technology: Department of Mechanical Engineering National Institute of Technology RaipuryashОценок пока нет
- SMAWДокумент5 страницSMAWمصر للخدمات الميكانيكيةОценок пока нет
- Welding BasicsДокумент37 страницWelding BasicsSnehal DeshmukhОценок пока нет
- Welding Lecture and OrientationДокумент57 страницWelding Lecture and OrientationHenry SyОценок пока нет
- Lec 7Документ28 страницLec 7Omar AssalОценок пока нет
- MIG Welding ProcessДокумент12 страницMIG Welding ProcessHimanshu RaoОценок пока нет
- Lecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyДокумент24 страницыLecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyNavneet KumarОценок пока нет
- Unit-3 Metal Joining Processes-1Документ20 страницUnit-3 Metal Joining Processes-1Himanshu TiwariОценок пока нет
- Ddugky Welding Lab ManualДокумент15 страницDdugky Welding Lab ManualprakashОценок пока нет
- Day 5 Welding Process, Electrode - SMAW & GMAWДокумент32 страницыDay 5 Welding Process, Electrode - SMAW & GMAWRohit KambleОценок пока нет
- 320102ca SMAW-AДокумент2 страницы320102ca SMAW-Atibo bursioОценок пока нет
- Saw Weld ProcedureДокумент21 страницаSaw Weld ProcedurePhani KumarОценок пока нет
- Unit 2 PDFДокумент21 страницаUnit 2 PDFravikumarsharma2412Оценок пока нет
- Welding DefectsДокумент36 страницWelding DefectsSunilОценок пока нет
- Arc 2Документ59 страницArc 2May FadlОценок пока нет
- Group 09 Welding and FabricationДокумент43 страницыGroup 09 Welding and FabricationAlhaj MassoudОценок пока нет
- 1 - MMAW Process - PPT (Compatibility Mode)Документ44 страницы1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- The Welding TechnologyДокумент22 страницыThe Welding TechnologyRadu AcostoaeiОценок пока нет
- Optimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelДокумент6 страницOptimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelIJRASETPublicationsОценок пока нет
- Orbital-Welding Facts enДокумент52 страницыOrbital-Welding Facts ene.vicente.caballeroОценок пока нет
- HSE PAPER (Soldagem)Документ9 страницHSE PAPER (Soldagem)Wyllton CandidoОценок пока нет
- Product Reference Manual - Section 8 - Arc Equipment & ProcessesДокумент33 страницыProduct Reference Manual - Section 8 - Arc Equipment & Processesnishant361Оценок пока нет
- PhotodiodeДокумент24 страницыPhotodiodechefroyale.23100% (1)
- Unit 1 NS PDFДокумент31 страницаUnit 1 NS PDFAbhijeeth NagarajОценок пока нет
- Ref 04Документ14 страницRef 04Bryan Christian G. LambolotoОценок пока нет
- Honeywell Genetron Refrigerants Overview BrochureДокумент6 страницHoneywell Genetron Refrigerants Overview Brochurearky rizki syaniОценок пока нет
- Urea Unit Process BookДокумент144 страницыUrea Unit Process BookAnonymous mUVpgT7Оценок пока нет
- IPE Plate 3Документ29 страницIPE Plate 3Lee Anthony ChingОценок пока нет
- EXPERIMENT 1 ThrottlingДокумент8 страницEXPERIMENT 1 ThrottlingJaphet MmariОценок пока нет
- Particulate Nature of MatterДокумент36 страницParticulate Nature of MatterAreejОценок пока нет
- Plant Capacity 200 / 300: Operation & Maintenance Manual For Sanghi-Org Oxygen / Nitrogen Gas PlantДокумент51 страницаPlant Capacity 200 / 300: Operation & Maintenance Manual For Sanghi-Org Oxygen / Nitrogen Gas PlantEdduin Rodriguez100% (5)
- Properties of Fluids: Engr. Noli M. Esperas JRДокумент46 страницProperties of Fluids: Engr. Noli M. Esperas JRAli AlzarooniОценок пока нет
- Gas Lift2021Документ110 страницGas Lift2021Malek r.i.pОценок пока нет
- A New Approach For Sizing Finger-Type (Multiple-Pipe) Slug CatchersДокумент9 страницA New Approach For Sizing Finger-Type (Multiple-Pipe) Slug CatchersnicolasОценок пока нет
- C3009 Hydraulic I: Bernoulli's Eq. Example Ex.1Документ4 страницыC3009 Hydraulic I: Bernoulli's Eq. Example Ex.1Marzs MarОценок пока нет
- C 10Документ107 страницC 10نواف عبداللهОценок пока нет
- CHF CL Guaranteed Commercial Specifications: ChlorodifluoromethaneДокумент2 страницыCHF CL Guaranteed Commercial Specifications: Chlorodifluoromethaneerwin hermawanОценок пока нет
- Harga ChartДокумент1 страницаHarga ChartDekky MulyadiОценок пока нет
- Selection of Equation of State Models For Process SimulatorsДокумент18 страницSelection of Equation of State Models For Process Simulatorssuratiningrum100% (1)
- Centrifugal Compressor - Wikipedia, The Free EncyclopediaДокумент10 страницCentrifugal Compressor - Wikipedia, The Free EncyclopediaAmbgAmbg100% (1)
- Hydrology Final Exam ReviewerДокумент2 страницыHydrology Final Exam RevieweraobjvОценок пока нет
- Q4 W1 2 Sci10 LawДокумент8 страницQ4 W1 2 Sci10 LawBa BengОценок пока нет
- Chapter 14 - Intermolecular ForcesДокумент8 страницChapter 14 - Intermolecular ForcesRenny Romero LuzadaОценок пока нет
- Scrubber Design (Packed Column)Документ11 страницScrubber Design (Packed Column)soreksatuОценок пока нет
- 1 s2.0 S0255270107002231 MainДокумент10 страниц1 s2.0 S0255270107002231 MainJuanIgnacio1Оценок пока нет
- Acid and Sour Gas Treating ProcessesДокумент19 страницAcid and Sour Gas Treating Processesachmadh_2010Оценок пока нет
- GPA STD 8195-95 GLP Fase GaseosaДокумент12 страницGPA STD 8195-95 GLP Fase Gaseosajheyson sejasОценок пока нет
- SHS General Chemistry 2Документ350 страницSHS General Chemistry 2John Luis Reyes90% (20)
- Product Water Pump DatasheetДокумент3 страницыProduct Water Pump DatasheetMoubarakAtitoMohamedОценок пока нет
- EgbertZoger2019 DwipolarДокумент32 страницыEgbertZoger2019 Dwipolardilla zainudinОценок пока нет
- Refrigerant TablesДокумент14 страницRefrigerant TablesBol DingoОценок пока нет
- HW 03Документ7 страницHW 03syaquiellaОценок пока нет