Вам также может понравиться
- IEEE 115 Measure Shaft VoltageДокумент36 страницIEEE 115 Measure Shaft Voltagepklake1036100% (5)
- Experimental Investigation of Faulty Gearbox Using Motor Current Signature AnalysisДокумент32 страницыExperimental Investigation of Faulty Gearbox Using Motor Current Signature AnalysisshavitОценок пока нет
- The Cardiovascular System: Jomar P. Ronquillo, RN, Manc Anatomy and Physiology InstructorДокумент133 страницыThe Cardiovascular System: Jomar P. Ronquillo, RN, Manc Anatomy and Physiology InstructorHypothalamus1Оценок пока нет
- ParkerДокумент11 страницParkershavitОценок пока нет
- The Complete Guide To Reiki v1Документ70 страницThe Complete Guide To Reiki v1shavit100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Purine Intake, Knowledge Level Linked to Uric Acid LevelsДокумент11 страницPurine Intake, Knowledge Level Linked to Uric Acid Levelssiti nurhidayahОценок пока нет
- Cooling Water and Treatment Plant For Power Plant-Capstone Project - IДокумент33 страницыCooling Water and Treatment Plant For Power Plant-Capstone Project - IOmkar Kumar JhaОценок пока нет
- Pulping Soda Panas Terbuka Bambu Betung Dengan Praperlakuan Fungi Pelapuk Putih (Pleurotus Ostreatus Dan Trametes Versicolor) (Pleurotus Ostreatus and Trametes Versicolor)Документ6 страницPulping Soda Panas Terbuka Bambu Betung Dengan Praperlakuan Fungi Pelapuk Putih (Pleurotus Ostreatus Dan Trametes Versicolor) (Pleurotus Ostreatus and Trametes Versicolor)IstiqomahОценок пока нет
- Worksheet On Act#3 Alcoholic FermentationДокумент4 страницыWorksheet On Act#3 Alcoholic FermentationKrizia CabayacruzОценок пока нет
- Pacop Violet 1Документ476 страницPacop Violet 1MA. CHARMIA SAMATRAОценок пока нет
- Plastic Bottles: Types, Production, Facts & Environmental ImpactДокумент13 страницPlastic Bottles: Types, Production, Facts & Environmental ImpactLance Robert LegarioОценок пока нет
- Determination of Ash Content PDFДокумент2 страницыDetermination of Ash Content PDFRaj Kumar PurkayasthaОценок пока нет
- Lecture 34 - Volatile Oils (Compatibility Mode)Документ34 страницыLecture 34 - Volatile Oils (Compatibility Mode)ahsanonweb1983Оценок пока нет
- Trade Effluent Discharge RequirementsДокумент6 страницTrade Effluent Discharge RequirementsNor AzilaОценок пока нет
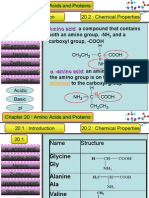
- Matriculation Chemistry Amino Acids-Part-1Документ24 страницыMatriculation Chemistry Amino Acids-Part-1iki292Оценок пока нет
- Synthesis of Acetyl Salicylic AcidДокумент5 страницSynthesis of Acetyl Salicylic AcidSilvia AryaniОценок пока нет
- Aquinity P: ManualДокумент43 страницыAquinity P: Manualcuma mencobaОценок пока нет
- Hansraj Smarak Senior Secondary School Assignment - HydrocarbonsДокумент7 страницHansraj Smarak Senior Secondary School Assignment - HydrocarbonsYash KumarОценок пока нет
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsДокумент24 страницыWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsIngrid ContrerasОценок пока нет
- Data Logger - Acid Base TitrationДокумент9 страницData Logger - Acid Base TitrationHidayah NurОценок пока нет
- Nalco Varidos FSK: Cigweld Pty LTDДокумент10 страницNalco Varidos FSK: Cigweld Pty LTDPouria KazemzadehОценок пока нет
- Kinetics of Radical PolymerizationДокумент75 страницKinetics of Radical Polymerizationania20011Оценок пока нет
- Alternative SplicingДокумент25 страницAlternative Splicingtendril123Оценок пока нет
- Synthesis and Characterization of Some Vanadium (IV) and Vanadium (V) ComplexesДокумент8 страницSynthesis and Characterization of Some Vanadium (IV) and Vanadium (V) ComplexesCallsmetОценок пока нет
- 11 Cbse Chemistry Organic ChemistryДокумент22 страницы11 Cbse Chemistry Organic ChemistryKrish KakkarОценок пока нет
- 3G Metric A4 Overview PDFДокумент8 страниц3G Metric A4 Overview PDFDiadam SharmaОценок пока нет
- NJDEP Letter To Borough of DumontДокумент9 страницNJDEP Letter To Borough of DumontA Better Dumont (NJ, USA)Оценок пока нет
- Organic agriculture's dependency on conventional farming inputsДокумент8 страницOrganic agriculture's dependency on conventional farming inputsNatalia AtamaniucОценок пока нет
- A Status Review of Terpenes and Their Separation MethodsДокумент15 страницA Status Review of Terpenes and Their Separation MethodsDanielОценок пока нет
- Material Spec Sheets PolyurethaneДокумент21 страницаMaterial Spec Sheets PolyurethaneVũ GiangОценок пока нет
- Lesson Overview2.4Документ4 страницыLesson Overview2.4رؤوف الجبيريОценок пока нет
- Chemistry: Cbse (Part-I)Документ332 страницыChemistry: Cbse (Part-I)Kartikay RajОценок пока нет
- Technical Documentation AnchorFix 2Документ17 страницTechnical Documentation AnchorFix 2TimoОценок пока нет
- Physical Sciences P2 May-June 2017 EngДокумент19 страницPhysical Sciences P2 May-June 2017 EngThando ChebaseОценок пока нет
- Resources Use Efficiency in Agriculture: Sandeep Kumar Ram Swaroop Meena Manoj Kumar Jhariya EditorsДокумент762 страницыResources Use Efficiency in Agriculture: Sandeep Kumar Ram Swaroop Meena Manoj Kumar Jhariya EditorsMD Abdullah Al AsifОценок пока нет