Вам также может понравиться
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesОт EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesОценок пока нет
- Principle Steam Ejector Pipe FlowДокумент4 страницыPrinciple Steam Ejector Pipe FlowOky Adi PurnomoОценок пока нет
- Understand Real World Problems in EjectorДокумент8 страницUnderstand Real World Problems in EjectorEdgar Enrique Diaz Marquina100% (1)
- Selection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air EjectorsДокумент9 страницSelection of Air Ejectors: Part I. Basic Design, Operating Information, and Operation Limitations of Air Ejectorsmyungkwan haОценок пока нет
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОт EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОценок пока нет
- EjectorsДокумент5 страницEjectorsJaykumarОценок пока нет
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationОт EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationОценок пока нет
- Appendix-2 Ejector System TroubleshootingДокумент13 страницAppendix-2 Ejector System Troubleshootingmahmoud abd elfatahОценок пока нет
- Ejector Working PrincipleДокумент11 страницEjector Working Principleanuram66100% (3)
- Ejector FundamentalsДокумент6 страницEjector FundamentalscordobaluisfОценок пока нет
- Ejector FunctionsДокумент8 страницEjector Functionsuyire8100% (1)
- Understanding EjectorДокумент6 страницUnderstanding EjectormrazamudinishakОценок пока нет
- Design of EjectorsДокумент238 страницDesign of EjectorsM Reza Ghotb83% (6)
- EjectorsДокумент7 страницEjectorsashirwad shetty50% (2)
- Vacuum EjectorsДокумент56 страницVacuum Ejectorsavciay100% (1)
- Steam TrapДокумент8 страницSteam TrapSanket BandekarОценок пока нет
- Avoid Cavitation in Centrifugal PumpsДокумент8 страницAvoid Cavitation in Centrifugal PumpsAditya MahajanОценок пока нет
- Vacuum EjectorДокумент6 страницVacuum EjectorAmol KadamОценок пока нет
- Single and Multistage Steam Jet Ejectors: TorinoДокумент12 страницSingle and Multistage Steam Jet Ejectors: TorinoSuman SenapatiОценок пока нет
- Reboilers - Kettle Versus Thermosiphon DesignsДокумент3 страницыReboilers - Kettle Versus Thermosiphon Designschem_iaf100% (1)
- Properly Employ Overhead Condensers For Vacuum ColumnsДокумент8 страницProperly Employ Overhead Condensers For Vacuum ColumnsmrtiemannОценок пока нет
- Run Clean With Dry Vacuum PumpsДокумент10 страницRun Clean With Dry Vacuum PumpsicingrockОценок пока нет
- Efficient Vacuum DistillationДокумент9 страницEfficient Vacuum DistillationmishraenggОценок пока нет
- Product Catalog EjectorДокумент142 страницыProduct Catalog EjectortrieuОценок пока нет
- Steam Jet EjectorДокумент6 страницSteam Jet Ejectorjayanta_198967% (3)
- Chapter - 1 Condenser PerformanceДокумент17 страницChapter - 1 Condenser PerformanceAhmed HelmyОценок пока нет
- Performance Evaluation of Vacuum System Pump Down Time PDFДокумент4 страницыPerformance Evaluation of Vacuum System Pump Down Time PDFDilip100% (1)
- Unesco - Eolss Sample Chapters: Vacuum Creating EquipmentДокумент7 страницUnesco - Eolss Sample Chapters: Vacuum Creating Equipmentahmed nawazОценок пока нет
- DEAERATORДокумент26 страницDEAERATORSai Swaroop100% (2)
- 2nd Part of CalculationДокумент26 страниц2nd Part of CalculationLohith NatarajОценок пока нет
- Cooling Tower DesingnДокумент4 страницыCooling Tower Desingnsanketdange2007Оценок пока нет
- Lurgi PSI Evaporator PaperДокумент13 страницLurgi PSI Evaporator PaperMariAle Droz CastroОценок пока нет
- Design Construction EjectorДокумент136 страницDesign Construction Ejectorssmith2007100% (1)
- Ejector Modeling in HYSYSДокумент10 страницEjector Modeling in HYSYSBruce Eng100% (3)
- Seal Plans Presentation2Документ21 страницаSeal Plans Presentation2venkeekuОценок пока нет
- T13151-176 Api 614 PDFДокумент26 страницT13151-176 Api 614 PDFpietroОценок пока нет
- Specifying Shell and Tube Heat ExchangersДокумент10 страницSpecifying Shell and Tube Heat ExchangersMicheal BrooksОценок пока нет
- The Impact of Off BEP Pump Operation (CE)Документ1 страницаThe Impact of Off BEP Pump Operation (CE)jdgh1986Оценок пока нет
- Liquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems GroupДокумент71 страницаLiquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems Groupsl1828100% (1)
- 5-DRY Dry Seal2Документ45 страниц5-DRY Dry Seal2Dang XmanОценок пока нет
- NPSHДокумент26 страницNPSHarunrai78Оценок пока нет
- Steam Jet Ejectors: Index DescriptionДокумент18 страницSteam Jet Ejectors: Index DescriptionMuhammad NaveedОценок пока нет
- System OneДокумент4 страницыSystem OnerasottoОценок пока нет
- Vacuum Pump Capacity RatingsДокумент1 страницаVacuum Pump Capacity RatingsketipakketipungОценок пока нет
- Steam Jet EjectorДокумент13 страницSteam Jet EjectorNeesha VijayОценок пока нет
- What Is An Ejector Types Parts Datasheet and Working Principle of Ejectors PDFДокумент9 страницWhat Is An Ejector Types Parts Datasheet and Working Principle of Ejectors PDFSharad IvneОценок пока нет
- Steam Ejector Pumps and Ejectors TheoryДокумент5 страницSteam Ejector Pumps and Ejectors TheorymahaveenОценок пока нет
- Ejectors Have A Wide Range of UsesДокумент6 страницEjectors Have A Wide Range of Useshappale2002Оценок пока нет
- Jet Ejector ProcessДокумент6 страницJet Ejector Processfais verianОценок пока нет
- Suction Line PressureДокумент15 страницSuction Line Pressurejayadarsini2113Оценок пока нет
- Latest Best PracticeДокумент4 страницыLatest Best PracticeJohn Kennedy FernandesОценок пока нет
- Choosing Process Vaccum PumpsДокумент8 страницChoosing Process Vaccum PumpsWade ColemanОценок пока нет
- CFD Analysis of Steam Ejector With Different Nozzle - Ijaema-August-2021Документ4 страницыCFD Analysis of Steam Ejector With Different Nozzle - Ijaema-August-2021raviОценок пока нет
- Evaluation of Steam Jet EjectorsДокумент11 страницEvaluation of Steam Jet EjectorsRajeh Somrani100% (3)
- Iiche Online Internship - 2020 Petroleum Refinery Engineering - Batch 1 Assignment 1 - White Paper 1Документ3 страницыIiche Online Internship - 2020 Petroleum Refinery Engineering - Batch 1 Assignment 1 - White Paper 1Shivam Kumar RaiОценок пока нет
- Thermocompressor PerformanceДокумент8 страницThermocompressor PerformanceLaboratorio PapelesRegionalesОценок пока нет
- Ejectors in Vacuum System S.SДокумент7 страницEjectors in Vacuum System S.Sسعيد سليمОценок пока нет
- Ejectors Give Any Suction PressureДокумент7 страницEjectors Give Any Suction Pressurehappale2002Оценок пока нет
- Bactericidal Activity of Silver Nanoparticles - A Mechanistic ReviewДокумент14 страницBactericidal Activity of Silver Nanoparticles - A Mechanistic ReviewCristianОценок пока нет
- (J. R. Simonson (Auth.) ) Engineering Heat Transfer (B-Ok - Xyz)Документ270 страниц(J. R. Simonson (Auth.) ) Engineering Heat Transfer (B-Ok - Xyz)sssss100% (2)
- Phosphorus Removal On DewateringДокумент39 страницPhosphorus Removal On DewateringAlberto SemillánОценок пока нет
- A Brief Review On Optical Properties of Polymer Composites - Insights Into Light-Matter Interaction From Classical To Quantum Transport Point of ViewДокумент28 страницA Brief Review On Optical Properties of Polymer Composites - Insights Into Light-Matter Interaction From Classical To Quantum Transport Point of Viewomkar BembalgeОценок пока нет
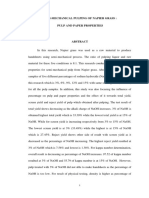
- Semi-Mechanical Pulping of Napier GrassДокумент98 страницSemi-Mechanical Pulping of Napier GrassAmelyate NamatОценок пока нет
- Astm E1640 - 1 (En)Документ5 страницAstm E1640 - 1 (En)Sainath AmudaОценок пока нет
- Modelling of Aluminium Scrap Melting in A Rotary FurnaceДокумент10 страницModelling of Aluminium Scrap Melting in A Rotary FurnaceestefanoveiraОценок пока нет
- New Atlanta Specifications For HdpeДокумент14 страницNew Atlanta Specifications For HdpeMarvin MartinezОценок пока нет
- Design of Formwork For Column R0 - 3.7 MTRДокумент5 страницDesign of Formwork For Column R0 - 3.7 MTRrahul1433Оценок пока нет
- GIZ Manual On IHWM Module 6bДокумент8 страницGIZ Manual On IHWM Module 6bAlberto CamachoОценок пока нет
- Electric Arc Furnace SteelmakingДокумент55 страницElectric Arc Furnace SteelmakingIIT SRINIОценок пока нет
- Chemical Content of FertilizersДокумент22 страницыChemical Content of FertilizersJohn DAcquisto, D.Sc.100% (1)
- Energy ChangesДокумент13 страницEnergy ChangesLok Jun HaoОценок пока нет
- Attachment - 1 Document No. 081113B-CL-303-R0 Permissible Elastic Bend Limit Calculation (48in Hassyan Gas Pipeline Location Class 4)Документ4 страницыAttachment - 1 Document No. 081113B-CL-303-R0 Permissible Elastic Bend Limit Calculation (48in Hassyan Gas Pipeline Location Class 4)ISRAEL PORTILLOОценок пока нет
- Chapter 4 - Carbon and The Molecular Diversity of Life 1Документ5 страницChapter 4 - Carbon and The Molecular Diversity of Life 1Hezron BarnabasОценок пока нет
- TSO C72cДокумент6 страницTSO C72cRobert FlorezОценок пока нет
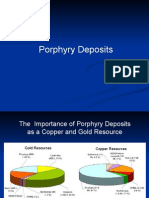
- Porphyry DepositsДокумент43 страницыPorphyry DepositsVictor Valdivia100% (2)
- STUDY GUIDE - Lipid and Carbohydrate CombinedДокумент5 страницSTUDY GUIDE - Lipid and Carbohydrate CombinedMaya Abou MradОценок пока нет
- Solvent Sbps 1425 - HPCLДокумент2 страницыSolvent Sbps 1425 - HPCLBharat ChatrathОценок пока нет
- MSDS MEGAFLOC 515 Revisi OkДокумент5 страницMSDS MEGAFLOC 515 Revisi OkYafie Al IslamiОценок пока нет
- Manuscript FinalДокумент34 страницыManuscript FinalNoven DawangОценок пока нет
- Essential Variables API 1104Документ4 страницыEssential Variables API 1104Madidj_2014Оценок пока нет
- Agfa Cassettes Manual PDFДокумент32 страницыAgfa Cassettes Manual PDFcarlosОценок пока нет
- Advanced Inorganic Chemistry (CHM4301) : Alkenes and AlkynesДокумент19 страницAdvanced Inorganic Chemistry (CHM4301) : Alkenes and AlkynesAnonymous lClX1bОценок пока нет
- Sika Igasol - 17: High Build, Bituminous Emulsion CoatingДокумент3 страницыSika Igasol - 17: High Build, Bituminous Emulsion CoatingAhmed AbdallahОценок пока нет
- XS NanoДокумент24 страницыXS NanoAnonymous GgEgellVnU100% (1)
- Hasil Uji Emisi Incenerator.2Документ2 страницыHasil Uji Emisi Incenerator.2UrlialyОценок пока нет
- CY100 Engineering Chemistry Syllabus 2016Документ2 страницыCY100 Engineering Chemistry Syllabus 2016Siju N. AntonyОценок пока нет
- Stabilityindicating HPTLC Method For Simultaneous Estimation of Amoxicillin Trihydrate and Ambroxol Hydrochloride in Bulk and Pharmaceutical Dosage Form 2153 2435-4-261Документ5 страницStabilityindicating HPTLC Method For Simultaneous Estimation of Amoxicillin Trihydrate and Ambroxol Hydrochloride in Bulk and Pharmaceutical Dosage Form 2153 2435-4-261Fadhil Muhammad AwaluddinОценок пока нет
- Year 9 Study Guide ChemistryДокумент15 страницYear 9 Study Guide Chemistryreem halawiОценок пока нет
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesОт EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesРейтинг: 4.5 из 5 звезд4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОт EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОценок пока нет
- Electric Motor Control: DC, AC, and BLDC MotorsОт EverandElectric Motor Control: DC, AC, and BLDC MotorsРейтинг: 4.5 из 5 звезд4.5/5 (19)
- Shorting the Grid: The Hidden Fragility of Our Electric GridОт EverandShorting the Grid: The Hidden Fragility of Our Electric GridРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingОт EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingОценок пока нет
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceОт EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceОценок пока нет
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОт EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОценок пока нет
- Handbook on Battery Energy Storage SystemОт EverandHandbook on Battery Energy Storage SystemРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Renewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningОт EverandRenewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningРейтинг: 5 из 5 звезд5/5 (4)
- Introduction to Power System ProtectionОт EverandIntroduction to Power System ProtectionРейтинг: 5 из 5 звезд5/5 (1)
- Nigerian Public Discourse: The Interplay of Empirical Evidence and HyperboleОт EverandNigerian Public Discourse: The Interplay of Empirical Evidence and HyperboleОценок пока нет
- Electric Motors and Drives: Fundamentals, Types and ApplicationsОт EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsРейтинг: 4.5 из 5 звезд4.5/5 (12)
- Asset Integrity Management for Offshore and Onshore StructuresОт EverandAsset Integrity Management for Offshore and Onshore StructuresОценок пока нет
- The Truth About Solar Panels The Book That Solar Manufacturers, Vendors, Installers And DIY Scammers Don't Want You To ReadОт EverandThe Truth About Solar Panels The Book That Solar Manufacturers, Vendors, Installers And DIY Scammers Don't Want You To ReadРейтинг: 4.5 из 5 звезд4.5/5 (10)
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsОт EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsОценок пока нет