Вам также может понравиться
- Crankshaft AssemblyДокумент51 страницаCrankshaft AssemblySlobodanОценок пока нет
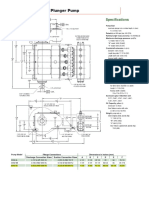
- National 300Q-5 J-275 Quintuplex SpecsДокумент2 страницыNational 300Q-5 J-275 Quintuplex Specsorlando perezОценок пока нет
- Connecting RodДокумент15 страницConnecting RodAafreen Mushtaq100% (2)
- Crankpin Calibration ReportДокумент1 страницаCrankpin Calibration ReportDoss LawrenceОценок пока нет
- API RP 687-2001 (2015) Ut BabbitpdfДокумент1 страницаAPI RP 687-2001 (2015) Ut BabbitpdfudomОценок пока нет
- Geometry and Dimensional Tolerances of Engine BearingsДокумент8 страницGeometry and Dimensional Tolerances of Engine BearingsAnonymous K3FaYFlОценок пока нет
- Cylinder Condition ReportДокумент5 страницCylinder Condition ReportŞansal DikmenerОценок пока нет
- Vibration Damper and Pulley - Remove and InstallДокумент3 страницыVibration Damper and Pulley - Remove and Installbejoythomas100% (1)
- 8 Ways To Monitor and Measure Marine Engine PerformanceДокумент3 страницы8 Ways To Monitor and Measure Marine Engine PerformanceDwein Ocampo AguilarОценок пока нет
- CrankshaftДокумент126 страницCrankshaftRishab Sharma100% (1)
- Engine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeДокумент10 страницEngine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeRijal Furqaan Mardhatillah100% (1)
- Aux EngineДокумент45 страницAux Enginetheva34Оценок пока нет
- 3512 IND-C 1119bkWДокумент5 страниц3512 IND-C 1119bkWuripssОценок пока нет
- Intake Air Management For Diesel EnginesДокумент7 страницIntake Air Management For Diesel EnginesAshokОценок пока нет
- Components TBO 28 Nov 2013Документ4 страницыComponents TBO 28 Nov 2013MYO WINОценок пока нет
- Hydrodynamic or Full Fluid Film LubricationДокумент59 страницHydrodynamic or Full Fluid Film LubricationAbhishek Singh ChauhanОценок пока нет
- 2142 Vacuumarator Jets 15MB-D - ENGДокумент2 страницы2142 Vacuumarator Jets 15MB-D - ENGMarcelo Pereira0% (1)
- Inspection of Piston and Connecting Rod AssembliesДокумент5 страницInspection of Piston and Connecting Rod Assembliesvolpesinc9167Оценок пока нет
- Akarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell BearingДокумент7 страницAkarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell Bearingakarshansood100% (4)
- V222TI Operation & Maintenance ManualДокумент294 страницыV222TI Operation & Maintenance ManualLisandroОценок пока нет
- Manual For 1215 Kva Rig AlternatorДокумент18 страницManual For 1215 Kva Rig Alternatorprem080910Оценок пока нет
- Balancing LectureДокумент32 страницыBalancing LecturemevenkatesanОценок пока нет
- Industrial Application of Creep - Fatigue Crack Initiation and Growth Procedures For Remaining Life Analysis of Steam Turbine ComponentsДокумент10 страницIndustrial Application of Creep - Fatigue Crack Initiation and Growth Procedures For Remaining Life Analysis of Steam Turbine ComponentsFilipОценок пока нет
- Balancing of Rotating Masses-FinalДокумент5 страницBalancing of Rotating Masses-FinalKasun WijethungaОценок пока нет
- Fuel Injection System Solution DG Question Bank by Saidul Islam (Jahed) 35th Batch of BMFAДокумент22 страницыFuel Injection System Solution DG Question Bank by Saidul Islam (Jahed) 35th Batch of BMFAkh al aminОценок пока нет
- Chapter 1 Pneumatic SystemДокумент95 страницChapter 1 Pneumatic SystemNazer Mangirapin BarisОценок пока нет
- Overhaul (Top End) : Manual de Operación y MantenimientoДокумент3 страницыOverhaul (Top End) : Manual de Operación y MantenimientomanuelОценок пока нет
- PistonДокумент7 страницPistongauravarora93100% (1)
- Crankshaft TerminologyДокумент16 страницCrankshaft TerminologySathistrnpcОценок пока нет
- Connecting Rod AnalysisДокумент36 страницConnecting Rod AnalysissayedОценок пока нет
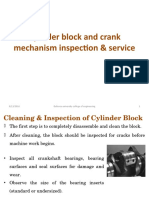
- Cylinder Block and Crank Mechanism Inspection and ServiceДокумент29 страницCylinder Block and Crank Mechanism Inspection and ServiceGetachew TikueОценок пока нет
- Journal BearingsДокумент32 страницыJournal Bearingsa_salehiОценок пока нет
- Fuel Lub #1Документ141 страницаFuel Lub #1Hasan CosalevОценок пока нет
- Self Lubricated BearingsДокумент16 страницSelf Lubricated Bearingsfedericoceriati100% (1)
- 2017 Catalog Compressed PDFДокумент140 страниц2017 Catalog Compressed PDFDaniel DonosoОценок пока нет
- Engine Alignment DetailsДокумент13 страницEngine Alignment DetailsNaufal HilmiОценок пока нет
- Main Engine PerformanceДокумент5 страницMain Engine Performancevmike630% (1)
- Know About AlignmentДокумент58 страницKnow About AlignmentHamdi Mohamed100% (2)
- Instruction Manual For Gear Pump: Daito Kogyo Co., LTDДокумент15 страницInstruction Manual For Gear Pump: Daito Kogyo Co., LTDMoreno NuevoОценок пока нет
- Engine Blow Out DiagramДокумент2 страницыEngine Blow Out Diagramsiva99Оценок пока нет
- Engine Bearing Failure Analysis PDFДокумент20 страницEngine Bearing Failure Analysis PDFgume pesaОценок пока нет
- Basic Introduction To TurbochargingДокумент6 страницBasic Introduction To TurbochargingAngelino Martini de LeonОценок пока нет
- Air Start ExplosionДокумент12 страницAir Start ExplosionsahilimuОценок пока нет
- Shaft AlignmentДокумент6 страницShaft AlignmentTristán YulmenОценок пока нет
- Main Engine (S) Unit 6 OverhaulДокумент4 страницыMain Engine (S) Unit 6 OverhaulMocanu MarianОценок пока нет
- Turbocharger Maint, Cleaning & SurgingДокумент5 страницTurbocharger Maint, Cleaning & SurgingSayem kaif100% (1)
- Countermeasure For SurgingДокумент3 страницыCountermeasure For SurgingParthiban Nagarajan100% (1)
- TRAN Inspecting Crankshaft - 1Документ1 страницаTRAN Inspecting Crankshaft - 1Andargie GetahunОценок пока нет
- Connecting Rod FormДокумент1 страницаConnecting Rod FormCokro YudhaОценок пока нет
- Specifications: Description SpecificationДокумент15 страницSpecifications: Description SpecificationmanualОценок пока нет
- Diesel Engine ConstructionДокумент53 страницыDiesel Engine ConstructionLasse HansenОценок пока нет
- Full Paper No 134Документ12 страницFull Paper No 1341542Оценок пока нет
- 8 Common Problems Found in Steering Gear System of ShipsДокумент5 страниц8 Common Problems Found in Steering Gear System of ShipsNorman prattОценок пока нет
- Steyr Marine Engines: Spare Parts CatalogueДокумент151 страницаSteyr Marine Engines: Spare Parts CatalogueMartin FrancoОценок пока нет
- EVK Seal ManualДокумент18 страницEVK Seal Manualgelo_17100% (1)
- HH 219 - Maintenance, Operation and Parts ManualДокумент54 страницыHH 219 - Maintenance, Operation and Parts ManualCentrifugal Separator100% (1)
- Bearings: Scraping of The Bearing Surfaces Is Strictly ProhibitedДокумент46 страницBearings: Scraping of The Bearing Surfaces Is Strictly ProhibitedKumarОценок пока нет
- DIY - Replacing Timing BeltsДокумент3 страницыDIY - Replacing Timing Beltstron68bizz100% (2)
- Crankcase Component OverhaulДокумент13 страницCrankcase Component OverhaulAlexander RodriguezОценок пока нет
- Electric Field Summary NotesДокумент11 страницElectric Field Summary NotesVoyce Xavier PehОценок пока нет
- Constipation Treatment For Infants and ChildrenДокумент2 страницыConstipation Treatment For Infants and Childrenapi-559575515Оценок пока нет
- L A R G e - S C A L e M e T H A M P H e T A M I N e M A N U F A C T U R eДокумент21 страницаL A R G e - S C A L e M e T H A M P H e T A M I N e M A N U F A C T U R eDaria Schka100% (1)
- Experiment Number 16 Formal ReportДокумент4 страницыExperiment Number 16 Formal Reportapi-524547303Оценок пока нет
- Intoduction To WeldingДокумент334 страницыIntoduction To WeldingAsad Bin Ala QatariОценок пока нет
- AERO241 Example 10Документ4 страницыAERO241 Example 10Eunice CameroОценок пока нет
- Careerride Com Electrical Engineering Interview Questions AsДокумент21 страницаCareerride Com Electrical Engineering Interview Questions AsAbhayRajSinghОценок пока нет
- c3175492 Pavan Kumarvasudha Signed OfferletterДокумент6 страницc3175492 Pavan Kumarvasudha Signed OfferletterPavan Kumar Vasudha100% (1)
- RMP ContractДокумент181 страницаRMP ContractHillary AmistosoОценок пока нет
- STR Mpa-MpmДокумент8 страницSTR Mpa-MpmBANGGAОценок пока нет
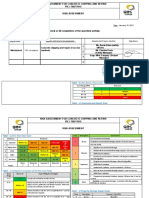
- Ra Concrete Chipping 7514Документ5 страницRa Concrete Chipping 7514Charles DoriaОценок пока нет
- Emerging Re-Emerging Infectious Disease 2022Документ57 страницEmerging Re-Emerging Infectious Disease 2022marioОценок пока нет
- A.8. Dweck (2007) - The Secret To Raising Smart KidsДокумент8 страницA.8. Dweck (2007) - The Secret To Raising Smart KidsPina AgustinОценок пока нет
- INTP Parents - 16personalitiesДокумент4 страницыINTP Parents - 16personalitiescelinelbОценок пока нет
- Emission Estimation Technique Manual: For Mining and Processing of Non-Metallic MineralsДокумент84 страницыEmission Estimation Technique Manual: For Mining and Processing of Non-Metallic MineralsAbdelaziem mahmoud abdelaalОценок пока нет
- WeaknessesДокумент4 страницыWeaknessesshyamiliОценок пока нет
- Tcu Module Pe1 Lesson 1Документ7 страницTcu Module Pe1 Lesson 1Remerata, ArcelynОценок пока нет
- Amul Amul AmulДокумент7 страницAmul Amul Amulravikumarverma28Оценок пока нет
- Course Guide Pe1 PDFДокумент4 страницыCourse Guide Pe1 PDFrahskkОценок пока нет
- Classification of Nanostructured Materials: June 2019Документ44 страницыClassification of Nanostructured Materials: June 2019krishnaОценок пока нет
- A Conceptual Framework For Characterizing M - 2019 - International Journal of MiДокумент7 страницA Conceptual Framework For Characterizing M - 2019 - International Journal of MiKENNY BRANDON MAWODZWAОценок пока нет
- Probni Test 1. Godina - Ina KlipaДокумент4 страницыProbni Test 1. Godina - Ina KlipaMickoОценок пока нет
- Disorders of The Reproductive SystemДокумент10 страницDisorders of The Reproductive SystemRose Kathreen Quintans AuxteroОценок пока нет
- Roto Fix 32 Service ManualДокумент31 страницаRoto Fix 32 Service Manualperla_canto_150% (2)
- Sebaran Populasi Dan Klasifikasi Resistensi Eleusine Indica Terhadap Glifosat Pada Perkebunan Kelapa Sawit Di Kabupaten Deli SerdangДокумент7 страницSebaran Populasi Dan Klasifikasi Resistensi Eleusine Indica Terhadap Glifosat Pada Perkebunan Kelapa Sawit Di Kabupaten Deli SerdangRiyo RiyoОценок пока нет
- Ecological Imbalance in IndiaДокумент4 страницыEcological Imbalance in IndiaabhywaОценок пока нет
- Muslim Marriage (Nikah) : Mutual Rights and ObligationsДокумент10 страницMuslim Marriage (Nikah) : Mutual Rights and ObligationsSachin Kumar Singh100% (1)
- Challenger 350 Recommended Operating Procedures and TechniquesДокумент104 страницыChallenger 350 Recommended Operating Procedures and Techniquessebatsea100% (1)
- Method Statement For Installation of Chilled Water Pump & Condenser Water PumpДокумент14 страницMethod Statement For Installation of Chilled Water Pump & Condenser Water Pump721917114 47Оценок пока нет
- Borelog CP.101Документ1 страницаBorelog CP.101radixkusumaОценок пока нет