Вам также может понравиться
- Full Catalogue HiwinДокумент128 страницFull Catalogue Hiwingraham4877100% (1)
- 2013 Retail Price ListДокумент8 страниц2013 Retail Price ListTiago Soares100% (1)
- 2016 Colt Commercial Price ListДокумент8 страниц2016 Colt Commercial Price ListKaran ShandilyaОценок пока нет
- Design, Ananlysis and Manufaturing of Ar-15 Firing Pins Design, Analysis and Manufaturing of Ar-15 Firing Pins A Report On Mini Project-2Документ32 страницыDesign, Ananlysis and Manufaturing of Ar-15 Firing Pins Design, Analysis and Manufaturing of Ar-15 Firing Pins A Report On Mini Project-2Martino CittonОценок пока нет
- Catalogue ChiappaДокумент16 страницCatalogue Chiapparemi GALEAОценок пока нет
- Metric Tap Drill ChartДокумент6 страницMetric Tap Drill ChartBv RaoОценок пока нет
- W245 Fuse Assignment of Fuse Box in Interior CompartmentДокумент3 страницыW245 Fuse Assignment of Fuse Box in Interior Compartmentnicolas antonio pallero fernandezОценок пока нет
- American Filler MetalsДокумент13 страницAmerican Filler MetalsĐình NamОценок пока нет
- AMADA Katalog 2011 PDFДокумент93 страницыAMADA Katalog 2011 PDFdejavu_45Оценок пока нет
- Din en Iso 2338Документ1 страницаDin en Iso 2338Janak MistryОценок пока нет
- Metric Washer FlatДокумент4 страницыMetric Washer Flatjontylee87Оценок пока нет
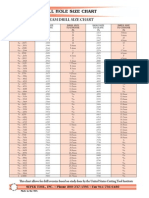
- Drill Hole Size ChartДокумент1 страницаDrill Hole Size ChartWilliam James Abercrombie100% (1)
- TM 9-1005-211-12P, Change 1Документ19 страницTM 9-1005-211-12P, Change 1"Rufus"Оценок пока нет
- 2013 Custom Shop Retail Price ListДокумент4 страницы2013 Custom Shop Retail Price ListmateussouzaesilvaОценок пока нет
- Commercial Cam PackagesДокумент29 страницCommercial Cam PackagesShubham JainОценок пока нет
- JIS SUS304L Steel, JIS G4303 SUS304L Stainless SteelДокумент2 страницыJIS SUS304L Steel, JIS G4303 SUS304L Stainless Steelnguyenvandai8x0% (1)
- M16 USAR RifleДокумент50 страницM16 USAR RifleJohn M Buol Jr.100% (1)
- 2019 Desert Tech SRSA2 Poster V4Документ2 страницы2019 Desert Tech SRSA2 Poster V4Kalmer KaruОценок пока нет
- Arcus 98 DaДокумент4 страницыArcus 98 DaJustinОценок пока нет
- Special Electric Motors: High-Speed Machining MotorsДокумент68 страницSpecial Electric Motors: High-Speed Machining MotorsAbed samadsureyft7vewyrОценок пока нет
- m14 Maintenance 3Документ4 страницыm14 Maintenance 3entomophileОценок пока нет
- Report Gundriling AAMAstakhovДокумент27 страницReport Gundriling AAMAstakhovGyörgy Murvai100% (1)
- NC Mill SFTWR ManualДокумент100 страницNC Mill SFTWR ManualPham LongОценок пока нет
- E5cs R1KJX 520Документ12 страницE5cs R1KJX 520nelsongil211Оценок пока нет
- Being Prepared Before SHTF PDFДокумент2 страницыBeing Prepared Before SHTF PDFOhio Dodson Family EmergencyОценок пока нет
- Sig Sauer Autoloading Pistol Armourers Manual - RevisedДокумент53 страницыSig Sauer Autoloading Pistol Armourers Manual - Revisedstevejal100% (1)
- Sig Sauer DSG Catalog 2021Документ46 страницSig Sauer DSG Catalog 2021Steph DeloisonОценок пока нет
- Hand Book G 06.05Документ68 страницHand Book G 06.05Jon Morales100% (1)
- HSK DIN 69893 enДокумент29 страницHSK DIN 69893 enalphatoolsОценок пока нет
- Balluff Inductive Sensor CatalogДокумент178 страницBalluff Inductive Sensor CatalogSeth MyersОценок пока нет
- Mossberg FLEX System Shotguns GuideДокумент5 страницMossberg FLEX System Shotguns GuideAmmoLand Shooting Sports NewsОценок пока нет
- HeliCoil Insert Specs ImperialДокумент1 страницаHeliCoil Insert Specs ImperialAce Industrial SuppliesОценок пока нет
- Engineering Materials Data SheetДокумент6 страницEngineering Materials Data Sheetrajarao1234Оценок пока нет
- Sandvik Versatile Tools 2018Документ153 страницыSandvik Versatile Tools 2018jaajaОценок пока нет
- Silencer Central Thread Pitch Guide: RiflesДокумент1 страницаSilencer Central Thread Pitch Guide: Riflesmain13100% (2)
- Classic 300d LincolnДокумент32 страницыClassic 300d LincolnOswaldo Enrique SandreaОценок пока нет
- Angle Section DimensionsДокумент4 страницыAngle Section DimensionsAnonymous q0irDXlWAmОценок пока нет
- CIP Pistol & Revolver Cartridge DimensionsДокумент89 страницCIP Pistol & Revolver Cartridge Dimensionsinfinity954Оценок пока нет
- V Groove WheelДокумент3 страницыV Groove Wheelthirumalg1981Оценок пока нет
- 9900B 41HD0 000 Jelato Jack 999 PDFДокумент77 страниц9900B 41HD0 000 Jelato Jack 999 PDFShigenobu OiОценок пока нет
- HeliCoil CatalogueДокумент34 страницыHeliCoil Cataloguejarv7910Оценок пока нет
- Turning Handbook: General Turning - Parting and Grooving - ThreadingДокумент53 страницыTurning Handbook: General Turning - Parting and Grooving - ThreadingMindrila BogdanОценок пока нет
- Accuracy International Accessories BrochureДокумент6 страницAccuracy International Accessories BrochureAdrian KozelОценок пока нет
- Hammer Drive ScrewДокумент1 страницаHammer Drive ScrewNisa BN QAОценок пока нет
- FM 23-11 - 90MM Recoilless Rifle, M67 (1965)Документ71 страницаFM 23-11 - 90MM Recoilless Rifle, M67 (1965)defendercc130Оценок пока нет
- Mil B 11595e Amendment 1Документ14 страницMil B 11595e Amendment 1sunil karthickОценок пока нет
- LCD5 DisplayДокумент38 страницLCD5 Displaywww.erwer9Оценок пока нет
- Tapping Torque Values PDFДокумент1 страницаTapping Torque Values PDFNitin AggarwalОценок пока нет
- Tavor TAR-21 Assault Rifle - IsraelДокумент4 страницыTavor TAR-21 Assault Rifle - IsraelRichard HarigОценок пока нет
- AR Parts AR-6Документ3 страницыAR Parts AR-6dan themanОценок пока нет
- A-10C MFCD DimensionsДокумент2 страницыA-10C MFCD DimensionsPierre La CailasseОценок пока нет
- Heat Treat CatalogДокумент20 страницHeat Treat CatalogGabriel Gonzalez100% (1)
- High Strength Low Alloy SteelДокумент1 страницаHigh Strength Low Alloy SteelBudi HermanaОценок пока нет
- Glock,: Parts Order FormДокумент7 страницGlock,: Parts Order FormDante DeAngelisОценок пока нет
- MIL-F-7179 Canc PDFДокумент1 страницаMIL-F-7179 Canc PDFmaccione4311Оценок пока нет
- Nitromet Liquid Ferritic NitrocarburizingДокумент11 страницNitromet Liquid Ferritic NitrocarburizingDoez AryanaОценок пока нет
- Belin Tools PDFДокумент40 страницBelin Tools PDFdoc_nebulaОценок пока нет
- Catalogo Importante para SierrasДокумент32 страницыCatalogo Importante para SierrasDiego CarreñoОценок пока нет
- Catalogo HerramientaДокумент14 страницCatalogo HerramientaDFPERDOMOTОценок пока нет
- Nitto Kohki Power Tools PDFДокумент28 страницNitto Kohki Power Tools PDFAnonymous E8YIWa4i6yОценок пока нет
- LMT Onsrud Polaris Compression BrochureДокумент2 страницыLMT Onsrud Polaris Compression BrochureDaniel AustinОценок пока нет
- Onsrud CatalogДокумент104 страницыOnsrud CatalogDaniel AustinОценок пока нет
- Versatile, Feature-Rich Production Routing!: Multicam 3000 Series CNC Router Feature and Specification GuideДокумент7 страницVersatile, Feature-Rich Production Routing!: Multicam 3000 Series CNC Router Feature and Specification GuideDaniel AustinОценок пока нет
- Kase MakeДокумент1 страницаKase MakeDaniel AustinОценок пока нет
- Eurovac High Volume Collector PackageДокумент15 страницEurovac High Volume Collector PackageDaniel AustinОценок пока нет
- Cartridge Dust CollectorsДокумент2 страницыCartridge Dust CollectorsDaniel AustinОценок пока нет
- Features of The Sideros RotoLiftДокумент2 страницыFeatures of The Sideros RotoLiftDaniel AustinОценок пока нет
- Belin Tools PDFДокумент40 страницBelin Tools PDFdoc_nebulaОценок пока нет
- ShopData Quickduct CAD 2009Документ2 страницыShopData Quickduct CAD 2009Daniel AustinОценок пока нет
- MultiCam Rapid ShapeДокумент2 страницыMultiCam Rapid ShapeDaniel AustinОценок пока нет
- ShopData QuickPlate BuilderДокумент2 страницыShopData QuickPlate BuilderDaniel AustinОценок пока нет
- KASEMAKE SoftwareДокумент2 страницыKASEMAKE SoftwareDaniel AustinОценок пока нет
- Graphics HandoutДокумент2 страницыGraphics HandoutDaniel AustinОценок пока нет
- Router8000 5axisДокумент8 страницRouter8000 5axisDaniel AustinОценок пока нет
- 1000 PДокумент8 страниц1000 PDaniel AustinОценок пока нет
- MultiCam Corporate BrochureДокумент32 страницыMultiCam Corporate BrochureDaniel AustinОценок пока нет
- MultiCam 2000-Series CNC LaserДокумент14 страницMultiCam 2000-Series CNC LaserDaniel Austin0% (1)
- Onsrud Catalog - Milling and Drilling ToolsДокумент40 страницOnsrud Catalog - Milling and Drilling ToolsDaniel AustinОценок пока нет
- MultiCam 3000-Series CNC PlasmaДокумент9 страницMultiCam 3000-Series CNC PlasmaDaniel AustinОценок пока нет
- MultiCam 6000-Series CNC PlasmaДокумент10 страницMultiCam 6000-Series CNC PlasmaDaniel AustinОценок пока нет
- SIDEROS - RotoliftДокумент2 страницыSIDEROS - RotoliftDaniel AustinОценок пока нет
- MultiCam 7000-Series CNC RouterДокумент10 страницMultiCam 7000-Series CNC RouterDaniel AustinОценок пока нет
- MultiCam 3000-Series CNC RouterДокумент8 страницMultiCam 3000-Series CNC RouterDaniel Austin100% (1)
- SIDEROS Engineering - Product OfferingsДокумент2 страницыSIDEROS Engineering - Product OfferingsDaniel AustinОценок пока нет
- CMTS HandoutДокумент2 страницыCMTS HandoutDaniel AustinОценок пока нет
- MultiCam 3000-Series CNC WaterjetДокумент12 страницMultiCam 3000-Series CNC WaterjetDaniel AustinОценок пока нет
- SIDEROS - RotocleanДокумент2 страницыSIDEROS - RotocleanDaniel AustinОценок пока нет
- Professional Pilot April 2016Документ103 страницыProfessional Pilot April 2016tugayyoungОценок пока нет
- Examples of Mechatronics SystemsДокумент109 страницExamples of Mechatronics SystemsBettyОценок пока нет
- ESM 150 - Flat Shoe Milling DeviceДокумент2 страницыESM 150 - Flat Shoe Milling DeviceMohamed NaeimОценок пока нет
- Katalog enДокумент12 страницKatalog enapi-3714448100% (2)
- CENTROID Porting MachineДокумент2 страницыCENTROID Porting MachineKarin GerberОценок пока нет
- Upvc Window MachineДокумент6 страницUpvc Window MachineSathish JayaprakashОценок пока нет
- Rittal Automation Systems - We Automate Panel Building 5 4329Документ108 страницRittal Automation Systems - We Automate Panel Building 5 4329Intrave Industrial AutomationОценок пока нет
- Metal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationsДокумент21 страницаMetal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationseldhosekjnitОценок пока нет
- NUM CNC Mill Program Example With G45 Pocket Milling G81 G84 G87 - Helman CNCДокумент4 страницыNUM CNC Mill Program Example With G45 Pocket Milling G81 G84 G87 - Helman CNCpriyankaОценок пока нет
- Powermill 1Документ2 страницыPowermill 1workman1Оценок пока нет
- Pioner Section Mill - ParamatersДокумент18 страницPioner Section Mill - ParamatersolsencoreycОценок пока нет
- 1792 Brochure LPKF Drilling Milling Routing Tools enДокумент4 страницы1792 Brochure LPKF Drilling Milling Routing Tools enAndré CarlosОценок пока нет
- Using Standard CAD SoftwareДокумент6 страницUsing Standard CAD SoftwarePratheesh JpОценок пока нет
- Nx8 NC Simulation ExamplesДокумент33 страницыNx8 NC Simulation ExamplesPornthep PreechayasomboonОценок пока нет
- Rotating Tools - Tooling Systems PDFДокумент187 страницRotating Tools - Tooling Systems PDFgkhnОценок пока нет
- Playful STEAM Learning Using RobotsДокумент7 страницPlayful STEAM Learning Using RobotsdodykerenОценок пока нет
- Proj-Ppt-Manufacturing of Steam Turbine BladeДокумент12 страницProj-Ppt-Manufacturing of Steam Turbine BladegopikrishnandotpillaОценок пока нет
- StrassenbauДокумент9 страницStrassenbaudimchodimovОценок пока нет
- Company Profile AuДокумент13 страницCompany Profile Auajaykumar MeshramОценок пока нет
- SINUMERIK 808D ADVANCED Commissioning Manual 042014 EngДокумент179 страницSINUMERIK 808D ADVANCED Commissioning Manual 042014 EngraveendraОценок пока нет
- Welcome To Imtma: Right Click For Full ScreenДокумент18 страницWelcome To Imtma: Right Click For Full ScreenjanaaidaasОценок пока нет
- Finite Element Analysis of High-Speed Motorized Spindle Based OnДокумент10 страницFinite Element Analysis of High-Speed Motorized Spindle Based Onsunil481Оценок пока нет
- HOW To DO Capsmill Cycle Time Reduction CadcamДокумент23 страницыHOW To DO Capsmill Cycle Time Reduction CadcamrajualagОценок пока нет
- Catia v5 Machining BrochureДокумент4 страницыCatia v5 Machining BrochureMiguel PittaОценок пока нет
- CNC Horizontal Machining Centers: Maxpro H400E, Maxpro H440E, Maxpro H440E1, Maxpro H500EДокумент4 страницыCNC Horizontal Machining Centers: Maxpro H400E, Maxpro H440E, Maxpro H440E1, Maxpro H500Eatishay sh100% (1)
- 15 PARAMETER 62560eДокумент424 страницы15 PARAMETER 62560eAlexeBeti CasaraОценок пока нет
- G and M Programming For Mills ManualДокумент98 страницG and M Programming For Mills ManualyendiОценок пока нет
- APT LanguageДокумент69 страницAPT LanguageSanapathi Prasad100% (1)
- Operator Manual Num10xx SerieДокумент393 страницыOperator Manual Num10xx SeriePius Studer100% (1)