Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- 4 Simulation of Flare SystemsДокумент14 страниц4 Simulation of Flare SystemsJeEJyZa0% (1)
- Discounted Payback Period Calculation - Formula - ExamplesДокумент2 страницыDiscounted Payback Period Calculation - Formula - ExamplesmotalebyОценок пока нет
- 11 Field Life SimulationsДокумент21 страница11 Field Life SimulationsmotalebyОценок пока нет
- Description of Crude Oil Desalting 10-30-09Документ3 страницыDescription of Crude Oil Desalting 10-30-09Amrut Dixit0% (1)
- 5 Grane Long WellsДокумент18 страниц5 Grane Long WellsmotalebyОценок пока нет
- Filter Separator Revised Feb 19 2004Документ1 страницаFilter Separator Revised Feb 19 2004motalebyОценок пока нет
- BPT ROX Documentation Rev 01Документ15 страницBPT ROX Documentation Rev 01motalebyОценок пока нет
- 10 Challenges at LinnormДокумент21 страница10 Challenges at LinnormmotalebyОценок пока нет
- 2010 Temperature CalculationsДокумент14 страниц2010 Temperature CalculationsmotalebyОценок пока нет
- 2010 Hydrodynamic SluggingДокумент16 страниц2010 Hydrodynamic Sluggingwiwiz2000Оценок пока нет
- Nar Gas Compressor Performance Curves PDFДокумент23 страницыNar Gas Compressor Performance Curves PDFmotalebyОценок пока нет
- 03 Ernstsen Jensen Slug Force PresentationДокумент26 страниц03 Ernstsen Jensen Slug Force Presentationsam_kamali85Оценок пока нет
- Desalter Control PDFДокумент2 страницыDesalter Control PDFmotalebyОценок пока нет
- Steam Ejector CalculationsДокумент9 страницSteam Ejector CalculationsN. S. Pandit100% (5)
- Flame ArrestorsДокумент6 страницFlame Arrestorsrsb72Оценок пока нет
- Hysys - Inductive Method - StyreneДокумент7 страницHysys - Inductive Method - Styrenejenny2409Оценок пока нет
- Profitability Index - Wikipedia, The Free EncyclopediaДокумент2 страницыProfitability Index - Wikipedia, The Free EncyclopediamotalebyОценок пока нет
- Buried Pipes in OLGAДокумент5 страницBuried Pipes in OLGAmotalebyОценок пока нет
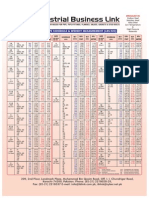
- 1 - Pipe Schedule & Weight MeasurementДокумент1 страница1 - Pipe Schedule & Weight MeasurementSutrisno KlsОценок пока нет
- The Application of Control Valves To Compressor Anti-Surge SystemsДокумент27 страницThe Application of Control Valves To Compressor Anti-Surge Systemsamms9988Оценок пока нет
- Training Valves FAINAL 2013 AugustДокумент6 страницTraining Valves FAINAL 2013 Augustwidada007Оценок пока нет
- Training Valves FAINAL 2013 AugustДокумент6 страницTraining Valves FAINAL 2013 Augustwidada007Оценок пока нет
- Fluid Flow in PipesДокумент36 страницFluid Flow in PipesmotalebyОценок пока нет
- Year Cash Flow PV of Future Cash Flows: Initial Investment 10,000 Cost of Capital 10%Документ1 страницаYear Cash Flow PV of Future Cash Flows: Initial Investment 10,000 Cost of Capital 10%motalebyОценок пока нет
- Skimmer Calc MethodДокумент8 страницSkimmer Calc MethodmotalebyОценок пока нет
- Control Valve SizingДокумент36 страницControl Valve SizingOmar Samir100% (2)
- 3 Phase SeparatorДокумент4 страницы3 Phase SeparatorAngelCastilloОценок пока нет
- Bellow Gate ValvesДокумент1 страницаBellow Gate ValvesmotalebyОценок пока нет
- A - Piping Joint HandbookДокумент161 страницаA - Piping Joint HandbookCharles Tauk100% (30)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)