Вам также может понравиться
- Literature ReviewДокумент8 страницLiterature ReviewPrashant Mathur0% (1)
- "Increase in Productivity of Turret Punching Process (TPP) ": P. Venkataramana & G.GurumaheshДокумент8 страниц"Increase in Productivity of Turret Punching Process (TPP) ": P. Venkataramana & G.GurumaheshTJPRC PublicationsОценок пока нет
- Acknowledgem: Topic: CNC ProgrammingДокумент23 страницыAcknowledgem: Topic: CNC ProgrammingSaurabh DuggalОценок пока нет
- Engineering Faculty: Department of Mechanical EngineeringДокумент3 страницыEngineering Faculty: Department of Mechanical Engineeringmarina890416Оценок пока нет
- CNC Internship Study MaterialДокумент189 страницCNC Internship Study MaterialGanesh AgreОценок пока нет
- History of Operating SystemsДокумент7 страницHistory of Operating Systemsakhan10200Оценок пока нет
- Chapter 1 Introduction 1 1 IntroductionДокумент34 страницыChapter 1 Introduction 1 1 IntroductionBeet LalОценок пока нет
- Computer Integrated Manufacturing NotesДокумент49 страницComputer Integrated Manufacturing NotesGovind Ashokkumar100% (1)
- Quite ClosestДокумент48 страницQuite ClosestCôngHoàngОценок пока нет
- Evolution of Operating SystemsДокумент3 страницыEvolution of Operating Systems4gen_3Оценок пока нет
- History of Operating SystemsДокумент40 страницHistory of Operating SystemsPrincess RebaulaОценок пока нет
- CNC CourseДокумент118 страницCNC Coursemadansiyag3Оценок пока нет
- Unit IДокумент30 страницUnit IkoalaboiОценок пока нет
- History of Embedded SystemДокумент1 страницаHistory of Embedded SystemAnmol B AryaОценок пока нет
- Computer Fundamental and Programming LAB: Adamson University College of Engineering Computer Engineering DepartmentДокумент7 страницComputer Fundamental and Programming LAB: Adamson University College of Engineering Computer Engineering DepartmentPatrice Pauline TamoriaОценок пока нет
- 33 Numerical ControlДокумент3 страницы33 Numerical ControlSachin KumarОценок пока нет
- 4Документ17 страниц4oktavija18Оценок пока нет
- Use of Computers in AerospaceДокумент20 страницUse of Computers in Aerospacenabeelmerchant01Оценок пока нет
- An Overview of CNC MachinesДокумент99 страницAn Overview of CNC Machineslakshmigsr6610Оценок пока нет
- 2Документ27 страниц2Kotadia ShivamОценок пока нет
- SumitcomputerДокумент27 страницSumitcomputerSumit KumarОценок пока нет
- OS Lec1Документ8 страницOS Lec1fihava5658Оценок пока нет
- An Introduction To CNC MachineДокумент8 страницAn Introduction To CNC Machinebulon09Оценок пока нет
- Master Akshay M. Lunawat: A Seminar Report On Operating SystemДокумент9 страницMaster Akshay M. Lunawat: A Seminar Report On Operating SystemAkshay M. LunawatОценок пока нет
- Fdocuments - in Chapter 1 Introduction Utoledo Wevanschap1spdfthe Machine Tool and AutomotiveДокумент27 страницFdocuments - in Chapter 1 Introduction Utoledo Wevanschap1spdfthe Machine Tool and AutomotiveFoo BrandonОценок пока нет
- EBall TechnologyДокумент24 страницыEBall TechnologytasmiyaОценок пока нет
- Introduction To CNCДокумент4 страницыIntroduction To CNCARSОценок пока нет
- Minor PublicationsДокумент20 страницMinor Publications20-311 AkhilОценок пока нет
- CAD/CAMДокумент18 страницCAD/CAMDavid Rodriguez100% (1)
- In 1975 Draftsmen Were Drawing Electrical SchematiДокумент5 страницIn 1975 Draftsmen Were Drawing Electrical SchematiMarius PîrvuОценок пока нет
- CNC of Machine ToolsДокумент16 страницCNC of Machine ToolsNirmalaThangaveluОценок пока нет
- Evolution of Operating System: University of Zakho Faculty of Science Stage Academic Year 2021-2022Документ23 страницыEvolution of Operating System: University of Zakho Faculty of Science Stage Academic Year 2021-2022Baroj RealОценок пока нет
- Computer Aided DesignДокумент2 страницыComputer Aided DesignsridharsureshbabuОценок пока нет
- Faculty of Engineering Production Engineering Department 1 Year Production EngineeringДокумент16 страницFaculty of Engineering Production Engineering Department 1 Year Production EngineeringillyricОценок пока нет
- Classification of ComputersДокумент12 страницClassification of Computersmalik9395Оценок пока нет
- Me704 Cim (Cad)Документ25 страницMe704 Cim (Cad)ASHU KОценок пока нет
- Fundamentals of Computing and Programming UNIT - I Introduction To ComputersДокумент21 страницаFundamentals of Computing and Programming UNIT - I Introduction To ComputersimthyazОценок пока нет
- Operating System - ReportДокумент23 страницыOperating System - ReportBaroj RealОценок пока нет
- PT Topic 4Документ7 страницPT Topic 4Cindy CortezОценок пока нет
- BASIC COMPUTERS & FUTURE AIR NAVIGATION SYSTEM (FANS) - Tuğrul YazganДокумент25 страницBASIC COMPUTERS & FUTURE AIR NAVIGATION SYSTEM (FANS) - Tuğrul YazganTuğrul YazganОценок пока нет
- E-Ball TechnologyДокумент38 страницE-Ball Technologyjissmathew100% (2)
- Introduction To PlcsДокумент27 страницIntroduction To PlcsGeraldoadriОценок пока нет
- Introduction of ComputerДокумент3 страницыIntroduction of ComputerShaifol Yusof Shaifol YusofОценок пока нет
- Asus Rog Gr8: Tugas Bahasa IngrisДокумент10 страницAsus Rog Gr8: Tugas Bahasa IngriscosmasОценок пока нет
- SUMMARY of The 30 SlidesДокумент25 страницSUMMARY of The 30 SlidesMarcos JeremyОценок пока нет
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0От EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Рейтинг: 5 из 5 звезд5/5 (1)
- 4 - Summary On ComputersДокумент13 страниц4 - Summary On ComputersSreenesh KamathОценок пока нет
- Cs 903advanced Computer Architecture Unit - IДокумент57 страницCs 903advanced Computer Architecture Unit - IthilagaОценок пока нет
- TransputersДокумент12 страницTransputersNihit VarshneyОценок пока нет
- Advanced Computer Architecture: 1.0 ObjectiveДокумент27 страницAdvanced Computer Architecture: 1.0 ObjectiveDhanush RajuОценок пока нет
- FRANCO, Reynold M. - Homework No. 1Документ5 страницFRANCO, Reynold M. - Homework No. 1Alex AndersenОценок пока нет
- Controller CNC Laser MachineДокумент6 страницController CNC Laser Machineki edan elingОценок пока нет
- CNC Programming InteriorSampleДокумент13 страницCNC Programming InteriorSampleSilviu PetronelОценок пока нет
- Full Seminar Report On e BallДокумент45 страницFull Seminar Report On e BallKodumuri AlekhyaОценок пока нет
- Subject: Advance Architecture Author: Dr. Deepti Mehrotra Paper Code: MS Vetter: Lesson: Parallel Computer Models Lesson No.: 01Документ188 страницSubject: Advance Architecture Author: Dr. Deepti Mehrotra Paper Code: MS Vetter: Lesson: Parallel Computer Models Lesson No.: 01Jayant BhardwajОценок пока нет
- COME6102 Chapter 1 Introduction 1 of 2Документ18 страницCOME6102 Chapter 1 Introduction 1 of 2Franck TiomoОценок пока нет
- History of Automatic Control and Historical Developments of Control Systems - ARELLANOДокумент24 страницыHistory of Automatic Control and Historical Developments of Control Systems - ARELLANOJannaRica BeasonОценок пока нет
- IPANema PDFДокумент16 страницIPANema PDFE. 17Оценок пока нет
- Me8072 Renewable Sources of EnergyДокумент13 страницMe8072 Renewable Sources of EnergyNallappan Rajj AОценок пока нет
- Igcse Revision BookДокумент23 страницыIgcse Revision BookJo Patrick100% (2)
- Salem RPGДокумент16 страницSalem RPGabstockingОценок пока нет
- Manual 35S EnglishДокумент41 страницаManual 35S EnglishgugiОценок пока нет
- c083c282a43655ec69532f2704c3993aДокумент12 страницc083c282a43655ec69532f2704c3993aAneilRandyRamdialОценок пока нет
- Maths All FormulasДокумент5 страницMaths All FormulasVishnuОценок пока нет
- Moses ManualДокумент455 страницMoses ManualDadypeesОценок пока нет
- Cell Structure, Function Practice Test With AnswersДокумент16 страницCell Structure, Function Practice Test With AnswersDJ ISAACSОценок пока нет
- Single Door Feeder Pillar 200A MCCBДокумент1 страницаSingle Door Feeder Pillar 200A MCCBMiqdad AliОценок пока нет
- Imbinari Teava Fibra de Sticla PDFДокумент1 страницаImbinari Teava Fibra de Sticla PDFplex015Оценок пока нет
- BECO UACE Chem2Документ6 страницBECO UACE Chem2EMMANUEL BIRUNGIОценок пока нет
- Final Thesis - Aris PotliopoulosДокумент94 страницыFinal Thesis - Aris PotliopoulosCristinaОценок пока нет
- Communication Models in Internet of Things: A SurveyДокумент5 страницCommunication Models in Internet of Things: A SurveyIJSTEОценок пока нет
- A Textual Introduction To Acarya Vasuvan PDFДокумент3 страницыA Textual Introduction To Acarya Vasuvan PDFJim LeeОценок пока нет
- Sch3u Exam Review Ws s2018 PDFДокумент4 страницыSch3u Exam Review Ws s2018 PDFwdsfОценок пока нет
- Sketchup-Rhino Cheat SheetДокумент1 страницаSketchup-Rhino Cheat Sheetxanext7Оценок пока нет
- Kodak Easyshare Z712 Is Zoom Digital Camera: User'S GuideДокумент75 страницKodak Easyshare Z712 Is Zoom Digital Camera: User'S GuideIronko PepeОценок пока нет
- Latihan To: Nilai: 7.4 Benar: 37 Salah: 13Документ17 страницLatihan To: Nilai: 7.4 Benar: 37 Salah: 13glensОценок пока нет
- Drug Study LidocaineДокумент15 страницDrug Study LidocaineFrancym R. BatengaОценок пока нет
- Sci NB Mod 2 LSN 3Документ4 страницыSci NB Mod 2 LSN 3Ramses octavio Rodriguez ocanasОценок пока нет
- How To Eat WellДокумент68 страницHow To Eat WelleledidiОценок пока нет
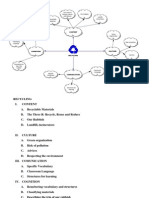
- Recycling Mind MapДокумент2 страницыRecycling Mind Mapmsole124100% (1)
- PTP S3Документ8 страницPTP S3Yongyin SHENGОценок пока нет
- TS SR Chemistry Imp Questions PDFДокумент5 страницTS SR Chemistry Imp Questions PDFUnknown Khan100% (3)
- ME 352 Design of Machine Elements: Lab ReportДокумент5 страницME 352 Design of Machine Elements: Lab ReportKeshav VermaОценок пока нет
- 7 +Royal+Court+Affairs,+Sultanate+of+OmanДокумент12 страниц7 +Royal+Court+Affairs,+Sultanate+of+OmanElencheliyan PandeeyanОценок пока нет
- Quarter 4 English As Grade 4Документ28 страницQuarter 4 English As Grade 4rubyneil cabuangОценок пока нет
- Pharmd CurriculumДокумент18 страницPharmd Curriculum5377773Оценок пока нет
- Siemens Internship ReportДокумент84 страницыSiemens Internship Reportujjawalbhojawala100% (1)
- Brief Summary of Catalytic ConverterДокумент23 страницыBrief Summary of Catalytic ConverterjoelОценок пока нет