Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Krishna TejaДокумент71 страницаKrishna TejaHimanshu GaurОценок пока нет
- Big Brother Naija and Its Impact On Nigeria University Students 2 PDFДокумент30 страницBig Brother Naija and Its Impact On Nigeria University Students 2 PDFIlufoye Tunde100% (1)
- Ferrero A.M. Et Al. (2015) - Experimental Tests For The Application of An Analytical Model For Flexible Debris Flow Barrier Design PDFДокумент10 страницFerrero A.M. Et Al. (2015) - Experimental Tests For The Application of An Analytical Model For Flexible Debris Flow Barrier Design PDFEnrico MassaОценок пока нет
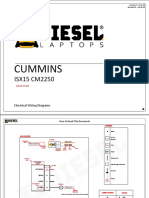
- Cummins: ISX15 CM2250Документ17 страницCummins: ISX15 CM2250haroun100% (4)
- Class 1 KeyДокумент3 страницыClass 1 Keyshivamsingh.fscОценок пока нет
- Batron: 29 5 MM Character Height LCD Modules 29Документ1 страницаBatron: 29 5 MM Character Height LCD Modules 29Diego OliveiraОценок пока нет
- GNSS COrs SystemДокумент20 страницGNSS COrs SystemKostPutriMalangОценок пока нет
- Sub-Wings of YuvanjaliДокумент2 страницыSub-Wings of Yuvanjalin_tapovan987100% (1)
- Pull Cord Switch JayashreeДокумент1 страницаPull Cord Switch JayashreeNCОценок пока нет
- A Vocabulary of Latin Nouns and AdnounsДокумент129 страницA Vocabulary of Latin Nouns and Adnounsthersitesslaughter-1Оценок пока нет
- Macros and DirectiveДокумент7 страницMacros and DirectiveAbdul MoeedОценок пока нет
- DeadlocksДокумент41 страницаDeadlocksSanjal DesaiОценок пока нет
- Project Report For Tunnel ExcavationДокумент19 страницProject Report For Tunnel ExcavationAbhishek Sarkar50% (2)
- Bearing 1Документ27 страницBearing 1desalegn hailemichaelОценок пока нет
- Free ConvectionДокумент4 страницыFree ConvectionLuthfy AditiarОценок пока нет
- MCC333E - Film Review - Myat Thu - 32813747Документ8 страницMCC333E - Film Review - Myat Thu - 32813747Myat ThuОценок пока нет
- Swot Analysis of Indian EconomyДокумент2 страницыSwot Analysis of Indian EconomymyeyesrbeautОценок пока нет
- Coal Mining Technology and SafetyДокумент313 страницCoal Mining Technology and Safetymuratandac3357Оценок пока нет
- NCERT Solutions For Class 10 Maths Chapter 5 Arithmetic Progression (Ex 5.1) Exercise 5.1Документ8 страницNCERT Solutions For Class 10 Maths Chapter 5 Arithmetic Progression (Ex 5.1) Exercise 5.1Akash DasОценок пока нет
- Pipe Freezing StudyДокумент8 страницPipe Freezing StudymirekwaznyОценок пока нет
- Task of ProjectДокумент14 страницTask of ProjectAbdul Wafiy NaqiuddinОценок пока нет
- CBC DrivingДокумент74 страницыCBC DrivingElonah Jean ConstantinoОценок пока нет
- 3-A Y 3-B Brenda Franco DíazДокумент4 страницы3-A Y 3-B Brenda Franco DíazBRENDA FRANCO DIAZОценок пока нет
- Class InsectaДокумент4 страницыClass InsectaLittle Miss CeeОценок пока нет
- Request For Proposals/quotationsДокумент24 страницыRequest For Proposals/quotationsKarl Anthony Rigoroso MargateОценок пока нет
- Chapter 1 INTRODUCTION TO LITERATUREДокумент4 страницыChapter 1 INTRODUCTION TO LITERATUREDominique TurlaОценок пока нет
- Aircraft Flight Control SystemДокумент25 страницAircraft Flight Control Systemthilina jayasooriyaОценок пока нет
- Final Lesson PlanДокумент3 страницыFinal Lesson Planapi-510713019Оценок пока нет
- The Fastest Easiest Way To Secure Your NetworkДокумент9 страницThe Fastest Easiest Way To Secure Your NetworkMark ShenkОценок пока нет
- UpdateJul2007 3julДокумент10 страницUpdateJul2007 3julAnshul SinghОценок пока нет