Вам также может понравиться
- Manual de Servico T 7Документ1 499 страницManual de Servico T 7MaicomZoio83% (12)
- Síntese Do Victor Papanek - Arquitectura e Design. Ecologia e Ética.Документ4 страницыSíntese Do Victor Papanek - Arquitectura e Design. Ecologia e Ética.Cátia Morgado0% (1)
- Clc7 Dr4 Ficha2 CorrigirДокумент4 страницыClc7 Dr4 Ficha2 CorrigirRicardo SecoОценок пока нет
- Ficha Técnica Fábrica Fraldas DscartáveisДокумент5 страницFicha Técnica Fábrica Fraldas DscartáveistiagoeizaОценок пока нет
- Sensibilização Na IndústriaДокумент173 страницыSensibilização Na IndústriaMichel RodolfoОценок пока нет
- A ParticipaçãoДокумент7 страницA ParticipaçãoMichel RodolfoОценок пока нет
- EfeitoДокумент1 страницаEfeitoMichel RodolfoОценок пока нет
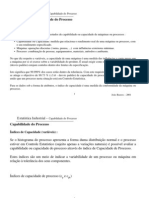
- CapacidadeДокумент23 страницыCapacidadeMichel RodolfoОценок пока нет
- Apostila Usinagem 2Документ28 страницApostila Usinagem 2Michel RodolfoОценок пока нет
- Políticas Públicas e Desenvolvimento PDFДокумент31 страницаPolíticas Públicas e Desenvolvimento PDFJessica T PrestesОценок пока нет
- Tipos e Aspectos Do Brasil. LAU, Percy.Документ125 страницTipos e Aspectos Do Brasil. LAU, Percy.Anonymous fGoipmОценок пока нет
- Apostila de Introducao A PolimerosДокумент94 страницыApostila de Introducao A PolimerosHenrique Laguardia Heringer100% (1)
- Internacionalização Do Varejo-IKEA-Revista Alcance-08Документ19 страницInternacionalização Do Varejo-IKEA-Revista Alcance-08Victor Amorim FreitasОценок пока нет
- Historia Da Cana 000fhc62u4b02wyiv80efhb2attuk4ecДокумент8 страницHistoria Da Cana 000fhc62u4b02wyiv80efhb2attuk4ecjulianaОценок пока нет
- As Circunstancias Da Criacao Da Extensao Rural No BrasilДокумент38 страницAs Circunstancias Da Criacao Da Extensao Rural No BrasilAntônio Sérgio SouzaОценок пока нет
- Produção - Mapa de Comparação de PropostasДокумент4 страницыProdução - Mapa de Comparação de PropostasMaura AguiarОценок пока нет
- Teoria e Prática CambialДокумент41 страницаTeoria e Prática Cambialronaldreis2306Оценок пока нет
- Estudo Sobre Manutenção Industrial (SOFTWARE)Документ18 страницEstudo Sobre Manutenção Industrial (SOFTWARE)Alexandre Tibúrcio Dos SantosОценок пока нет
- A Atividade Industrial e Os Tipos de IndústriaДокумент25 страницA Atividade Industrial e Os Tipos de IndústriaLuciana CarvalhoОценок пока нет
- Principais Legislações FarmaceuticasДокумент4 страницыPrincipais Legislações FarmaceuticaskakadfОценок пока нет
- 904 Solda SegetДокумент12 страниц904 Solda SegetAdilson GabuОценок пока нет
- Qsms Qualidade Sac3bade Meio Ambiente Seguranc3a7aДокумент126 страницQsms Qualidade Sac3bade Meio Ambiente Seguranc3a7aNilvânio HenriqueОценок пока нет
- Aula 02 Controle de Poluição Das Águas Caracterização Efluentes 10nov18 T3 PDFДокумент52 страницыAula 02 Controle de Poluição Das Águas Caracterização Efluentes 10nov18 T3 PDFlucasmgimenesОценок пока нет
- Resumo Crítico Do Artigo "Perfil Dos Acidentes de Trabalho Da Construção Civil Na Cidade de João Pessoa - PB" de Abelardo Da Silva Melo JúniorДокумент2 страницыResumo Crítico Do Artigo "Perfil Dos Acidentes de Trabalho Da Construção Civil Na Cidade de João Pessoa - PB" de Abelardo Da Silva Melo JúniorElber Costa LourençoОценок пока нет
- Livro - Startups - Como o Google Funciona - Eric SchmidtДокумент317 страницLivro - Startups - Como o Google Funciona - Eric Schmidtleandromacn100% (1)
- ICMS - Quebra de Estoque PDFДокумент7 страницICMS - Quebra de Estoque PDFCédrigo LoboОценок пока нет
- Crane Brasil - Edição #012Документ27 страницCrane Brasil - Edição #012FranzRArnezDОценок пока нет
- Aula 1 AppccДокумент40 страницAula 1 AppccMariana Manfroi Fuzinatto100% (2)
- Plano de Governo Caio AoquiДокумент19 страницPlano de Governo Caio AoquiJornalismo TupacityОценок пока нет
- Aula 06 - Manutenção Produtiva TotalДокумент5 страницAula 06 - Manutenção Produtiva TotalnevesgoОценок пока нет
- Contabilidade Industria Extrativa (Jose Tembe's Conflicted Copy 2016-04-12)Документ51 страницаContabilidade Industria Extrativa (Jose Tembe's Conflicted Copy 2016-04-12)amarildo75% (4)
- Perfil Do Diamante Gema e Diamante Industrial - Plano Nacional de Mineracao 2030 - MMEДокумент157 страницPerfil Do Diamante Gema e Diamante Industrial - Plano Nacional de Mineracao 2030 - MMEItamar100% (2)
- A Formação Da Sociedade Capitalista No Brasil - 1º BimestreДокумент6 страницA Formação Da Sociedade Capitalista No Brasil - 1º BimestreSayuri KawaiОценок пока нет
- (Exercícios) Transportes e Produção de EnergiaДокумент8 страниц(Exercícios) Transportes e Produção de EnergiaRenan SzántóОценок пока нет
- Apascenta Os Meus CordeirosДокумент122 страницыApascenta Os Meus CordeirosreformaespiritualОценок пока нет