Вам также может понравиться
- Human Resource Management Practices and Organizational Performance - A Case Study Based On Garments Industries in BangladeshДокумент38 страницHuman Resource Management Practices and Organizational Performance - A Case Study Based On Garments Industries in Bangladeshshadman100% (3)
- Balancing Simulation-2008 PDFДокумент12 страницBalancing Simulation-2008 PDFAnonymous wA6NGuyklDОценок пока нет
- Research Methodology Assignment 2: Submitted To: Submitted byДокумент10 страницResearch Methodology Assignment 2: Submitted To: Submitted bySurmayee UmatheОценок пока нет
- CPFRДокумент15 страницCPFRPankaj Singh100% (1)
- Store Survey:: Submitted To: Ms. Jagriti MishraДокумент17 страницStore Survey:: Submitted To: Ms. Jagriti MishraabhishekniiftОценок пока нет
- Apparel Quality Management-Ii: Assignment - 1Документ16 страницApparel Quality Management-Ii: Assignment - 1vibhavОценок пока нет
- TCNS Apparel Internship DocumentДокумент108 страницTCNS Apparel Internship DocumentRitika Singh100% (1)
- Avanced Apparel Manufacturing ManagementДокумент6 страницAvanced Apparel Manufacturing ManagementRAVIKANT DEOОценок пока нет
- Data Management For Apparel BusinessДокумент3 страницыData Management For Apparel BusinessAneesha Panda100% (1)
- Erp For Fashion Business: AssignmentДокумент38 страницErp For Fashion Business: AssignmentKhushbuОценок пока нет
- Bhavik Yadav Internship ReportДокумент24 страницыBhavik Yadav Internship ReportAnita AhlawatОценок пока нет
- Carr and Latham's Technology of Clothing ManufactureОт EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerРейтинг: 4 из 5 звезд4/5 (1)
- Product Analysis and Development Assignment 1Документ33 страницыProduct Analysis and Development Assignment 1yaswanthОценок пока нет
- A Presentation On WFB Baird & Company (India) Pvt. LTDДокумент13 страницA Presentation On WFB Baird & Company (India) Pvt. LTDÂbîjîţh KBОценок пока нет
- Types of Sewing MachineДокумент2 страницыTypes of Sewing MachineEfraine DiwaОценок пока нет
- Census Chapter 3Документ50 страницCensus Chapter 3Atom Sunil SinghОценок пока нет
- Product Analysis & Development: End Term JuryДокумент25 страницProduct Analysis & Development: End Term JuryPratik RajОценок пока нет
- Enterprise Resourse PlanningДокумент13 страницEnterprise Resourse PlanningNavya RaoОценок пока нет
- Genus Apparel LMДокумент11 страницGenus Apparel LMEruОценок пока нет
- IDM Assignment 1Документ24 страницыIDM Assignment 1KARISHMA RAJОценок пока нет
- Assembly Line Balancing Problem of Sewing Lines in Garment IndustryДокумент11 страницAssembly Line Balancing Problem of Sewing Lines in Garment IndustryAbouSalsabilОценок пока нет
- Cantabil OS - by TJДокумент96 страницCantabil OS - by TJYounus ahmedОценок пока нет
- Apparel Industrial EngineeringДокумент4 страницыApparel Industrial EngineeringkbalabalaОценок пока нет
- 10 - Chapter 4 PDFДокумент26 страниц10 - Chapter 4 PDFAngu Ragul RajОценок пока нет
- Plant Layout - IДокумент16 страницPlant Layout - ITanya rajОценок пока нет
- Raymond PTQM Roll No.02Документ13 страницRaymond PTQM Roll No.02Sana Moon100% (1)
- Using Critical Path Method For Making Process Layout of A Tshirt Withinearliest Finish Time 2165 8064 1000316Документ5 страницUsing Critical Path Method For Making Process Layout of A Tshirt Withinearliest Finish Time 2165 8064 1000316Lia AmmuОценок пока нет
- Application of Operation Research Management in Fashion IndustryДокумент3 страницыApplication of Operation Research Management in Fashion Industrybhavikmeets100% (1)
- Pin Table.Документ21 страницаPin Table.Silky Prajapati100% (1)
- Application of Operation Research in Fashion IndustryДокумент6 страницApplication of Operation Research in Fashion Industrymyratnesh100% (4)
- PDFДокумент247 страницPDFகண்ணதாசன் தயாளன்Оценок пока нет
- Janagaon Ikat of Andhra PardeshДокумент45 страницJanagaon Ikat of Andhra PardeshRanga HaryanviОценок пока нет
- AQM II Nikita (BFT17143)Документ42 страницыAQM II Nikita (BFT17143)Shivani JayanthОценок пока нет
- QC Tools in Apparel Industry Submitted by Priyanka KumariДокумент22 страницыQC Tools in Apparel Industry Submitted by Priyanka Kumaripriyanka royОценок пока нет
- Product Development in The Textile - Apparel Industry - A Beginners' UnderstandingДокумент4 страницыProduct Development in The Textile - Apparel Industry - A Beginners' UnderstandingDnca AlaanОценок пока нет
- 9 Ways To Increase Sewing Operator EfficiencyДокумент47 страниц9 Ways To Increase Sewing Operator EfficiencyNitta MallikОценок пока нет
- Export Merchandising and Exim End Term Jury Report: National Institute of Fashion TechnologyДокумент24 страницыExport Merchandising and Exim End Term Jury Report: National Institute of Fashion TechnologyGaurav RawatОценок пока нет
- Midterm GPДокумент20 страницMidterm GPDeepak KumarОценок пока нет
- Jia Rathore PDFДокумент47 страницJia Rathore PDFkvОценок пока нет
- Presentation OnOrganisation Study at Shahi Exports PVTДокумент2 страницыPresentation OnOrganisation Study at Shahi Exports PVTSri JayakumarОценок пока нет
- Fabric Comparison of Rapier and Power LoomДокумент40 страницFabric Comparison of Rapier and Power LoomYogesh Balar100% (1)
- (AK) BFTech Sem V POM - D.Sureshkumar, NIFT, KannurДокумент6 страниц(AK) BFTech Sem V POM - D.Sureshkumar, NIFT, KannurDebashruti BiswasОценок пока нет
- Fashion Export Merchandising and EXIM Documentation: Department of Fashion Management StudiesДокумент19 страницFashion Export Merchandising and EXIM Documentation: Department of Fashion Management StudiesRishi KumarОценок пока нет
- M01 Understand GarmentnproductinДокумент51 страницаM01 Understand GarmentnproductinJocy ShiferaОценок пока нет
- Department of Management Studies Global Academy of TechnologyДокумент41 страницаDepartment of Management Studies Global Academy of TechnologyGiriОценок пока нет
- ChapterДокумент47 страницChapterThe Style ProjectОценок пока нет
- TLS PDFДокумент36 страницTLS PDFAmrita KhatriОценок пока нет
- Technova 2010: Department of Fashion TechnologyДокумент36 страницTechnova 2010: Department of Fashion TechnologyKunal Singh Gour100% (1)
- Supply Chain Management: Nift, HyderabadДокумент19 страницSupply Chain Management: Nift, HyderabadvishuananthaОценок пока нет
- Internship ReportДокумент20 страницInternship Reportveenaos0% (1)
- Course Guide Book of Garment CostingДокумент5 страницCourse Guide Book of Garment Costingwendosen seifeОценок пока нет
- Manogna AvunooriДокумент67 страницManogna Avunooriraghu100% (1)
- Textile Design Internship DocumentДокумент96 страницTextile Design Internship DocumentswathiОценок пока нет
- Arvind IntershipДокумент52 страницыArvind IntershipAnurag MosanОценок пока нет
- Arvind PDFДокумент27 страницArvind PDFDivyata Nanda100% (1)
- Uspl Brand PresentationДокумент32 страницыUspl Brand PresentationShahbaz KhanОценок пока нет
- L-9 (Spreading Equipment)Документ16 страницL-9 (Spreading Equipment)Zafar JavedОценок пока нет
- Quality AssuranceДокумент2 страницыQuality AssuranceChandni LalaОценок пока нет
- Dgavejero Research Review 1Документ3 страницыDgavejero Research Review 1Dexter AvejeroОценок пока нет
- Operations Continuous Improvement Manager in Phoenix AZ Resume Paul RobertsДокумент2 страницыOperations Continuous Improvement Manager in Phoenix AZ Resume Paul RobertsPaulRoberts2Оценок пока нет
- 1082-Adding New Replication From Sybase To OracleДокумент4 страницы1082-Adding New Replication From Sybase To Oraclegirish10670Оценок пока нет
- Mba Cet 2018Документ2 страницыMba Cet 2018Aarav AroraОценок пока нет
- TD Operation MaintenanceДокумент51 страницаTD Operation MaintenanceHassam Ahmad100% (1)
- Linear ProgrammingДокумент6 страницLinear ProgrammingabeerОценок пока нет
- Reduced Vertical Separation Minimum - RVSM: IVAO HQ Training DepartmentДокумент4 страницыReduced Vertical Separation Minimum - RVSM: IVAO HQ Training DepartmentjesusОценок пока нет
- Strategic Management: Internal AssessmentДокумент33 страницыStrategic Management: Internal AssessmentSAEID RAHMAN100% (1)
- Comparative Analysis of Wear Rate of Coated Hss Tool and Non-Coated Hss Tool by Using Cr-Zn-NiДокумент21 страницаComparative Analysis of Wear Rate of Coated Hss Tool and Non-Coated Hss Tool by Using Cr-Zn-Nithai avvaiОценок пока нет
- Sony Blitz h36 - ManualДокумент212 страницSony Blitz h36 - ManualBohorc Ivica JerryОценок пока нет
- Opamp 5Документ42 страницыOpamp 5Ann RazonОценок пока нет
- 01-RH124 Red Hat System Administration IIДокумент4 страницы01-RH124 Red Hat System Administration IIpimentel-diogo2056Оценок пока нет
- Software Project Engineer in Richland Kennewick Pasco WA Resume Robert VeklotzДокумент2 страницыSoftware Project Engineer in Richland Kennewick Pasco WA Resume Robert VeklotzRobertVeklotzОценок пока нет
- L1 Differential AmplifiersДокумент21 страницаL1 Differential AmplifiersTemesgen ZelekeОценок пока нет
- Concrete Pumping Cop 2005 PDFДокумент27 страницConcrete Pumping Cop 2005 PDFShoaib HassanОценок пока нет
- ANTENASДокумент10 страницANTENASGreo HernandezОценок пока нет
- 3M Scotchkote - Custom Coating GuideДокумент16 страниц3M Scotchkote - Custom Coating GuideUgoRibeiroОценок пока нет
- Correctos Calculos en Blow DownДокумент4 страницыCorrectos Calculos en Blow Downroberdani12100% (2)
- Sao Paulo Brand BookДокумент104 страницыSao Paulo Brand Booknicoagudelo82Оценок пока нет
- APL APOLLO - Chaukhat - Catalogue A4 English - 04 03 2022 - Low ResДокумент48 страницAPL APOLLO - Chaukhat - Catalogue A4 English - 04 03 2022 - Low ResarrsshaОценок пока нет
- IOT SyllabusДокумент3 страницыIOT Syllabuspoojan thakkarОценок пока нет
- Torques 3406 CaterpillarДокумент3 страницыTorques 3406 CaterpillarJuan Dolla Jjau90% (48)
- Three-Phase Induction Motor Dynamic Mathematical ModelДокумент3 страницыThree-Phase Induction Motor Dynamic Mathematical Modelsajs201100% (3)
- Jobs Movie ReviewДокумент2 страницыJobs Movie ReviewSaleh RehmanОценок пока нет
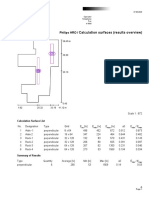
- Calculation Surfaces (Results Overview) : Philips HROДокумент4 страницыCalculation Surfaces (Results Overview) : Philips HROsanaОценок пока нет
- Lecture No-03 Course PCB Manufacturing IE-236 & Electronic Simulation and PCB Manufacturing (Repeaters Only)Документ22 страницыLecture No-03 Course PCB Manufacturing IE-236 & Electronic Simulation and PCB Manufacturing (Repeaters Only)Ravi Shankar 31Оценок пока нет
- Casting Fabrication of Carbon Steel Pitman For Crusher Suppliers and Manufacturers China - Professional Factory - Zhengda HДокумент1 страницаCasting Fabrication of Carbon Steel Pitman For Crusher Suppliers and Manufacturers China - Professional Factory - Zhengda HCarlos Ediver Arias RestrepoОценок пока нет
- Electronic Let Off MotionДокумент3 страницыElectronic Let Off MotionWaqar Baloch100% (2)
- 009-1137-00 HST-SMRTD Savant Smart Host Tech SpecДокумент6 страниц009-1137-00 HST-SMRTD Savant Smart Host Tech Specferna2420Оценок пока нет
- Supervisory Setpoint Control (SSC) : I/A Series SystemДокумент46 страницSupervisory Setpoint Control (SSC) : I/A Series SystemMiguel Angel GiménezОценок пока нет
- PanavisionSVI ELIS 1024A Datasheet PDS0004RevJДокумент13 страницPanavisionSVI ELIS 1024A Datasheet PDS0004RevJAmarnath M DamodaranОценок пока нет
- Asme b16.5Документ246 страницAsme b16.5hugo_siqueira_11Оценок пока нет