Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- List of People in Playboy 1953Документ57 страницList of People in Playboy 1953Paulo Prado De Medeiros100% (1)
- Exercise 23 - Sulfur OintmentДокумент4 страницыExercise 23 - Sulfur OintmentmaimaiОценок пока нет
- Flow Chart For SiFUS Strata Title ApplicationДокумент5 страницFlow Chart For SiFUS Strata Title ApplicationPhang Han XiangОценок пока нет
- Delta PresentationДокумент36 страницDelta Presentationarch_ianОценок пока нет
- Rehabilitation and Retrofitting of Structurs Question PapersДокумент4 страницыRehabilitation and Retrofitting of Structurs Question PapersYaswanthGorantlaОценок пока нет
- Service Manual Lumenis Pulse 30HДокумент99 страницService Manual Lumenis Pulse 30HNodir AkhundjanovОценок пока нет
- CH 2 Nature of ConflictДокумент45 страницCH 2 Nature of ConflictAbdullahAlNoman100% (2)
- HP Sustainability Impact Report 2018Документ147 страницHP Sustainability Impact Report 2018Rinaldo loboОценок пока нет
- Hierarchy of The Inchoate Crimes: Conspiracy Substantive CrimeДокумент18 страницHierarchy of The Inchoate Crimes: Conspiracy Substantive CrimeEmely AlmonteОценок пока нет
- Assessment 21GES1475Документ4 страницыAssessment 21GES1475kavindupunsara02Оценок пока нет
- Kompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFДокумент13 страницKompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFEka IdrisОценок пока нет
- Research Proposal IntroductionДокумент8 страницResearch Proposal IntroductionIsaac OmwengaОценок пока нет
- 88 - 02 Exhaust Manifold Gasket Service BulletinДокумент3 страницы88 - 02 Exhaust Manifold Gasket Service BulletinGerrit DekkerОценок пока нет
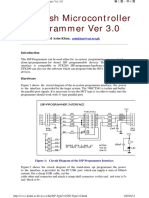
- ISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanДокумент4 страницыISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanSrđan PavićОценок пока нет
- Manuscript - Batallantes &Lalong-Isip (2021) Research (Chapter 1 To Chapter 3)Документ46 страницManuscript - Batallantes &Lalong-Isip (2021) Research (Chapter 1 To Chapter 3)Franzis Jayke BatallantesОценок пока нет
- WHO Partograph Study Lancet 1994Документ6 страницWHO Partograph Study Lancet 1994Dewi PradnyaОценок пока нет
- Dr. Najeebuddin Ahmed: 969 Canterbury Road, Lakemba, Sydney, NSW, Australia, 2195Документ2 страницыDr. Najeebuddin Ahmed: 969 Canterbury Road, Lakemba, Sydney, NSW, Australia, 2195Najeebuddin AhmedОценок пока нет
- CPE Cisco LTE Datasheet - c78-732744Документ17 страницCPE Cisco LTE Datasheet - c78-732744abds7Оценок пока нет
- Prevalence of Peptic Ulcer in Patients Attending Kampala International University Teaching Hospital in Ishaka Bushenyi Municipality, UgandaДокумент10 страницPrevalence of Peptic Ulcer in Patients Attending Kampala International University Teaching Hospital in Ishaka Bushenyi Municipality, UgandaKIU PUBLICATION AND EXTENSIONОценок пока нет
- Dreamweaver Lure v. Heyne - ComplaintДокумент27 страницDreamweaver Lure v. Heyne - ComplaintSarah BursteinОценок пока нет
- Alternator: From Wikipedia, The Free EncyclopediaДокумент8 страницAlternator: From Wikipedia, The Free EncyclopediaAsif Al FaisalОценок пока нет
- Payment of GratuityДокумент5 страницPayment of Gratuitypawan2225Оценок пока нет
- The Finley ReportДокумент46 страницThe Finley ReportToronto StarОценок пока нет
- Brochure 2017Документ44 страницыBrochure 2017bibiana8593Оценок пока нет
- Starkville Dispatch Eedition 12-9-18Документ28 страницStarkville Dispatch Eedition 12-9-18The DispatchОценок пока нет
- Epenisa 2Документ9 страницEpenisa 2api-316852165100% (1)
- CY8 C95 X 0 AДокумент32 страницыCY8 C95 X 0 AAnonymous 60esBJZIj100% (1)
- Data Mining - Exercise 2Документ30 страницData Mining - Exercise 2Kiều Trần Nguyễn DiễmОценок пока нет
- Econ 1006 Summary Notes 1Документ24 страницыEcon 1006 Summary Notes 1KulehОценок пока нет
- Item Description RCVD Unit Price Gross Amt Disc % Ta Amount DeptДокумент1 страницаItem Description RCVD Unit Price Gross Amt Disc % Ta Amount DeptGustu LiranОценок пока нет