Вам также может понравиться
- Secuencia Pototo 3 Veces Monstruo 2015Документ15 страницSecuencia Pototo 3 Veces Monstruo 2015Erika Menem100% (4)
- Resumen de La Exproducion - PiscisДокумент2 страницыResumen de La Exproducion - PiscisMilagros ParedesОценок пока нет
- Informe de Instalacion Electrica MalaДокумент2 страницыInforme de Instalacion Electrica MalaMichael JuradoОценок пока нет
- Las Huellas de La Industria Petrolera en Comodoro RivadaviaДокумент22 страницыLas Huellas de La Industria Petrolera en Comodoro RivadaviaBelen PonceОценок пока нет
- Cuestionario Libro Segundo Curso de Derecho RomanoДокумент4 страницыCuestionario Libro Segundo Curso de Derecho RomanocristianОценок пока нет
- Plan de EntrenamientoДокумент7 страницPlan de EntrenamientoPamela TroncosoОценок пока нет
- Manual de La Entrevista Psicoterapeutica - LibroxxxДокумент23 страницыManual de La Entrevista Psicoterapeutica - LibroxxxMaria Eugenia GrullonОценок пока нет
- La DislexiaДокумент10 страницLa DislexiaAlejandro DivasОценок пока нет
- Silabo Wa Dere Derecho Penal I 2017Документ3 страницыSilabo Wa Dere Derecho Penal I 2017Alexander Henry Doroteo Flores100% (1)
- Diseño de Mezclas de ConcretoДокумент10 страницDiseño de Mezclas de ConcretoLuis Chinchilla CruzОценок пока нет
- MICROBIOLOGÍAДокумент2 страницыMICROBIOLOGÍAAngely ArévaloОценок пока нет
- Directiva 020 de 2015Документ6 страницDirectiva 020 de 2015Roalto TorresОценок пока нет
- Instrucciones de InstalaciónДокумент4 страницыInstrucciones de InstalaciónIng. Jorge Alejandro Vizcarra ValleОценок пока нет
- 1.4 Distribución de FrecuenciasДокумент20 страниц1.4 Distribución de FrecuenciasZulia BurgaОценок пока нет
- Aprendiendo A Usar Allplan 2006 (Curso Básico, Parte 1)Документ21 страницаAprendiendo A Usar Allplan 2006 (Curso Básico, Parte 1)Víctor Manuel Ruiz PeralesОценок пока нет
- Numerologia BasicaДокумент11 страницNumerologia Basicaleon2torresОценок пока нет
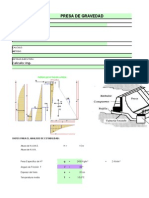
- Presa de Gravedad Civ232Документ32 страницыPresa de Gravedad Civ232Ian RodriguezОценок пока нет
- Presentación Fauna 2021Документ18 страницPresentación Fauna 2021Angelica HoyosОценок пока нет
- Cyber Admin 5Документ209 страницCyber Admin 5Ainalite AinaОценок пока нет
- Problemastg FPA1Документ4 страницыProblemastg FPA1tempuscritОценок пока нет
- Informe TecnicoДокумент14 страницInforme TecnicoGarrik MartinezОценок пока нет
- Exposicion Instalciones Sanitarias para DiscapacitadosДокумент25 страницExposicion Instalciones Sanitarias para DiscapacitadosalbertОценок пока нет
- Semana 13 Del 12 Al 16 de JulioДокумент6 страницSemana 13 Del 12 Al 16 de JulioColins VelasquezОценок пока нет
- Clase 1 Primavera Risk AnalysisДокумент70 страницClase 1 Primavera Risk AnalysisMarcoReynaОценок пока нет
- Hoja de Vida ENFERMERAДокумент2 страницыHoja de Vida ENFERMERAMiscelanea OasisОценок пока нет
- Infografia Espinazo de La NocheДокумент1 страницаInfografia Espinazo de La Nocheana buelvas100% (2)
- Qué Es La Red CurricularДокумент29 страницQué Es La Red CurricularRebecca DíazОценок пока нет
- Decreto 746 Del 6 de Julio de 2021Документ2 страницыDecreto 746 Del 6 de Julio de 2021Viviana María Correa AlzateОценок пока нет
- 04 - 02 Apuntes Redes IndustrialesДокумент68 страниц04 - 02 Apuntes Redes IndustrialesCharly Alcides Cardenas CardozoОценок пока нет
- Carta Responsiva - GamezДокумент1 страницаCarta Responsiva - GamezAaronGamezОценок пока нет