Вам также может понравиться
- Conxiones Superficiales de Control 2010 PDFДокумент76 страницConxiones Superficiales de Control 2010 PDFluis cerinoОценок пока нет
- Arbol ValvulasДокумент16 страницArbol Valvulasmass100xxОценок пока нет
- TEMA #7 de PerforacionДокумент14 страницTEMA #7 de PerforacionFabian Cata Vaca100% (1)
- Ing - Perfo.tipos de Tuberias TRДокумент18 страницIng - Perfo.tipos de Tuberias TRJandy AlvarezОценок пока нет
- Historia de La Perforación PetroleraДокумент4 страницыHistoria de La Perforación Petroleraforeruner343Оценок пока нет
- E4 - Sistema RotatorioДокумент39 страницE4 - Sistema RotatorioEmiliano RodriguezОценок пока нет
- Torre de PerforacionДокумент3 страницыTorre de PerforacionLeo MastroОценок пока нет
- Equipos de Pesca y Casa Perforación IVДокумент32 страницыEquipos de Pesca y Casa Perforación IVcarolina martinezОценок пока нет
- Inducción Operacional - Sarta de Perforación e HidráulicaДокумент38 страницInducción Operacional - Sarta de Perforación e HidráulicaCarlos Arturo Barrera Rivera100% (2)
- ESTRANGULADORESДокумент26 страницESTRANGULADORESoctavio montes laraОценок пока нет
- Sistema de CirculacionДокумент7 страницSistema de CirculacionMarcela Zambrana100% (1)
- Diseño de DisparoДокумент10 страницDiseño de DisparoMoises Gonzalez SanguinoОценок пока нет
- Modelo de ExamenДокумент4 страницыModelo de ExamenFrancisco Escobar RevolloОценок пока нет
- Componentes de Una Sarta de PerforacionДокумент35 страницComponentes de Una Sarta de PerforacionAnderson Guerrero AldanaОценок пока нет
- Antecedentes GasoductoДокумент2 страницыAntecedentes GasoductoMayra LiОценок пока нет
- Analisis e Interpretacion de Parametros de PerforacionДокумент75 страницAnalisis e Interpretacion de Parametros de Perforacionkique salazarОценок пока нет
- Yacimientos Chihuido de La Sierra Negra - Lomita - Lomita Norte y El TrapialДокумент11 страницYacimientos Chihuido de La Sierra Negra - Lomita - Lomita Norte y El TrapialDiego D. Lasalle100% (2)
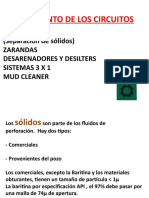
- Equipo de Control de SolidosДокумент98 страницEquipo de Control de SolidosFabi J ArteagaОценок пока нет
- Ait Acl 2009Документ46 страницAit Acl 2009disponible23Оценок пока нет
- Calcular El Volumen Del Pozo Teniendo en CuentaДокумент8 страницCalcular El Volumen Del Pozo Teniendo en Cuenta'Carlos CandelaОценок пока нет
- Apuntes HidraulicaДокумент53 страницыApuntes HidraulicaFernando ColinaОценок пока нет
- Capitulo Iv - Diseño de CañeríasДокумент53 страницыCapitulo Iv - Diseño de CañeríasLuis Miguel Vidal belloОценок пока нет
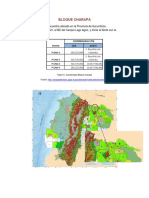
- CHARAPAДокумент6 страницCHARAPAsiixtooooooОценок пока нет
- Sistema de IzajeДокумент29 страницSistema de IzajeTorrez ElvisОценок пока нет
- Aditivos para Los Fluidos de PerforaciónДокумент28 страницAditivos para Los Fluidos de PerforaciónSandry Barriento Mendez100% (2)
- Perforacion Pozos HorizontalesДокумент207 страницPerforacion Pozos HorizontalesJose M. VillarroelОценок пока нет
- Surgencia - BOPДокумент27 страницSurgencia - BOPdjetnoОценок пока нет
- BarrenasДокумент20 страницBarrenasFrancisco CamaraОценок пока нет
- Registros de TemperaturaДокумент25 страницRegistros de TemperaturaLalo SánchezОценок пока нет
- Fluidos de Perforacion Perforacion I - Giuseppe FarinaccioДокумент13 страницFluidos de Perforacion Perforacion I - Giuseppe FarinaccioGiuseppe Jesus FarinaccioОценок пока нет
- Conceptos Básicos para El Control de PozoДокумент15 страницConceptos Básicos para El Control de PozoViviana Jaramillo0% (1)
- Glosario de Terminos Perforación Con Coiled TubingДокумент11 страницGlosario de Terminos Perforación Con Coiled TubingLuis Garcia100% (1)
- Modulo de PerforacionДокумент152 страницыModulo de PerforacionRobert Torrico Camacho100% (1)
- Medición Durante La Perforación MWD y LWDДокумент8 страницMedición Durante La Perforación MWD y LWDFarid Alexandro Curti Isidro.Оценок пока нет
- Procedimientos de Diseño en Bombeo Mecánico Parte 1Документ13 страницProcedimientos de Diseño en Bombeo Mecánico Parte 1Helmi Gonzalez BelloОценок пока нет
- Cortadores de TuberiaДокумент33 страницыCortadores de TuberiaAndy Aldair Silupu Aleman100% (1)
- 8 PM y HWDPДокумент70 страниц8 PM y HWDPchristianОценок пока нет
- Producción IV - Gravel Pack - Parte 1Документ40 страницProducción IV - Gravel Pack - Parte 1Sebastian Zarate VilelaОценок пока нет
- Calculos en Sistemas IzajeДокумент24 страницыCalculos en Sistemas IzajeAnonymous Gssg1ePaSОценок пока нет
- Aptes-5 Diseño de SartasДокумент36 страницAptes-5 Diseño de SartasKarloz ColinОценок пока нет
- Porosidad-Permeabilidad y Daño A La FormacionДокумент23 страницыPorosidad-Permeabilidad y Daño A La FormacionCristhian Hernández de Dios100% (2)
- Características Del Cable de PerforaciónДокумент4 страницыCaracterísticas Del Cable de PerforaciónJhon Alexander Carballo LeonОценок пока нет
- YTEC-Roturas de Casing PDFДокумент4 страницыYTEC-Roturas de Casing PDFandrescatorr1987Оценок пока нет
- Perforacion BasicaДокумент30 страницPerforacion BasicaJuan ZamoraОценок пока нет
- Diseno de Sarta de PerforacionДокумент8 страницDiseno de Sarta de Perforacionivan villabonaОценок пока нет
- Erramientas Extractoras de Piezas TubularesДокумент1 страницаErramientas Extractoras de Piezas TubularesAndres AldasОценок пока нет
- Practico 2 CEMENTACIÓN SECUNDARIA O SQUEEZEДокумент10 страницPractico 2 CEMENTACIÓN SECUNDARIA O SQUEEZESalazar BerthiitaОценок пока нет
- Campo RabasaДокумент3 страницыCampo RabasaSol Garcia VazquezОценок пока нет
- Generalidades Pozos HorizontalesДокумент17 страницGeneralidades Pozos HorizontalesMiguel AlvaradoОценок пока нет
- Perfo Pega DiferencialДокумент30 страницPerfo Pega DiferencialCarlita Guerrero Garcia100% (1)
- Presiones ConceptosДокумент98 страницPresiones ConceptosMarelyArenasОценок пока нет
- Formaciones MóvilesДокумент4 страницыFormaciones MóvilesJorge Isaac Castillo MedinaОценок пока нет
- 2.3 Sistema de CirculacionДокумент15 страниц2.3 Sistema de CirculacionJose Miguel Brito100% (2)
- Capitulo 8 Operaciones EspecialesДокумент32 страницыCapitulo 8 Operaciones EspecialesKellys Paola Lanza Gil100% (1)
- Presentación de Sartas de PerforacionДокумент39 страницPresentación de Sartas de PerforacionMemo GutiérrezОценок пока нет
- Diseño de Sarta de PerforacionДокумент14 страницDiseño de Sarta de PerforacionArcenio Jimenez Morgan100% (1)
- La Utilización de Cargas Puncher o AmoДокумент2 страницыLa Utilización de Cargas Puncher o AmoLuis M. Callejas Yescas100% (2)
- Guía de Diseño de Sartas de PerforaciónДокумент12 страницGuía de Diseño de Sartas de PerforaciónMiguel Apaclla EnriquezОценок пока нет
- Cálculo de Espesor de TuberíaДокумент24 страницыCálculo de Espesor de TuberíaMarlen K. Rojas50% (2)
- 05 - Disparos de ProducciónДокумент24 страницы05 - Disparos de Producciónsylar19100% (4)
- Tipos de Investigación Científica en El Ambito de La SaludДокумент3 страницыTipos de Investigación Científica en El Ambito de La SaludSamira CárdenasОценок пока нет
- Aportaciones de Mexico A La QuimicaДокумент7 страницAportaciones de Mexico A La QuimicaFernando Alvarez100% (1)
- Manual Micorrizas PropagulosДокумент41 страницаManual Micorrizas PropagulosSony Ramírez100% (2)
- Método de Sanitización y Desinfección en Una Empresa PesqueraДокумент6 страницMétodo de Sanitización y Desinfección en Una Empresa PesqueraLesne Santiago Franco PerezОценок пока нет
- Guía de Brigada de Gestión de Riesgo Yadministracion de Desastre (Autoguardado)Документ22 страницыGuía de Brigada de Gestión de Riesgo Yadministracion de Desastre (Autoguardado)ellys vidalОценок пока нет
- Antropologia Medica - Libre PDFДокумент7 страницAntropologia Medica - Libre PDFTano TanitoОценок пока нет
- Anatomia Superfice AbdomenДокумент2 страницыAnatomia Superfice AbdomenNanoRuibalОценок пока нет
- Formulario de Inscripción en El Sistema de Atención en Salud de Medicna de Empresa (2019)Документ2 страницыFormulario de Inscripción en El Sistema de Atención en Salud de Medicna de Empresa (2019)Heimuller CruzОценок пока нет
- Corpusculo de MeissnerДокумент1 страницаCorpusculo de MeissnerAlsa Man0% (1)
- Remuneracion PeruДокумент12 страницRemuneracion PeruHuberJamesОценок пока нет
- MISION y VisionДокумент15 страницMISION y VisionRoro VegburОценок пока нет
- Modelo Formato de Informe Tecnico en WorДокумент5 страницModelo Formato de Informe Tecnico en WorManuel Flores50% (2)
- Tablas Densidad y PesoДокумент2 страницыTablas Densidad y Pesothemis_lunadark9540Оценок пока нет
- Fisiologia NicotinaДокумент9 страницFisiologia NicotinaSorita UVОценок пока нет
- PROTOCOLO EDUCACION ParvulariaДокумент1 страницаPROTOCOLO EDUCACION ParvulariaIsaías Paredes ReyesОценок пока нет
- Mapa Mental Seminario de Nutrición.Документ1 страницаMapa Mental Seminario de Nutrición.Jose Omar Barrios MenfozaОценок пока нет
- Características Del Efecto InvernaderoДокумент2 страницыCaracterísticas Del Efecto Invernaderoleobardo campos86% (7)
- Intestino Delgado APUNTESДокумент19 страницIntestino Delgado APUNTESmassiel lara liriano100% (1)
- Artículos Bacterias y MicroorganismosДокумент2 страницыArtículos Bacterias y MicroorganismosSoberanes Cuadras JaquelineОценок пока нет
- VPH - Pablo Campos PDFДокумент22 страницыVPH - Pablo Campos PDFLaura Perez ZarazúaОценок пока нет
- Dimensionamiento y CalculosДокумент16 страницDimensionamiento y CalculosLoreA.RomoОценок пока нет
- PasДокумент71 страницаPasluis100% (1)
- Guía de Limpieza IntestinalДокумент6 страницGuía de Limpieza IntestinalV I N E RОценок пока нет
- Taller Generalidades de MúsculosДокумент4 страницыTaller Generalidades de Músculospaola villalobosОценок пока нет
- Practica EcologiaДокумент20 страницPractica EcologiaEvanMendezVargasОценок пока нет
- Antología de Quirurgica de Cabeza, Cuello y P.B.Документ697 страницAntología de Quirurgica de Cabeza, Cuello y P.B.OscarSandateОценок пока нет
- Pozos de Gruesos y Rejillas y TamicesДокумент27 страницPozos de Gruesos y Rejillas y TamicesalonsoОценок пока нет
- Panel Solar AeronavesДокумент3 страницыPanel Solar AeronavesFelixОценок пока нет
- Proyecto Escabeche - Esmeralda CortesДокумент16 страницProyecto Escabeche - Esmeralda CortesAlcatraz CortesОценок пока нет
- Ensayo 4 Malas Noticias en MedicinaДокумент2 страницыEnsayo 4 Malas Noticias en MedicinaJONATHAN PAUL CUEVA SARANGOОценок пока нет