Вам также может понравиться
- Sesión 1 PavimentosДокумент42 страницыSesión 1 PavimentosPaul Pingo SantiagoОценок пока нет
- Gerencia de Construccion Parte IДокумент11 страницGerencia de Construccion Parte IJUAN CARLOS GONZALES QUISPEОценок пока нет
- Calculo Estructural Soportes Tipo BurroДокумент14 страницCalculo Estructural Soportes Tipo BurroNéstor Hernando Morales CastañoОценок пока нет
- Concreto ArmadoДокумент29 страницConcreto ArmadoWendy García VergaraОценок пока нет
- Bitácora de Obra.Документ7 страницBitácora de Obra.Justo MayОценок пока нет
- Terminologia GasДокумент18 страницTerminologia GasLuís Rodríguez GómezОценок пока нет
- Planeacion EmpresaДокумент9 страницPlaneacion EmpresaRoy CabañasОценок пока нет
- Anteproyecto de Tesis Mecanica de SuelosДокумент8 страницAnteproyecto de Tesis Mecanica de SuelosCarlos A SalvadorОценок пока нет
- Ejercicio 3.3 Losa de CimentacionДокумент3 страницыEjercicio 3.3 Losa de Cimentacionkarina yoselin guerrero rosalesОценок пока нет
- Problemas para ResolverДокумент7 страницProblemas para ResolverDavid Manuel Ramos SanchezОценок пока нет
- 3 - Control y Supervision ConcretoДокумент15 страниц3 - Control y Supervision ConcretoDjansal Mistico100% (1)
- Analisis Estructural Arcos PDFДокумент20 страницAnalisis Estructural Arcos PDFGianFranco Castro CalvoОценок пока нет
- Informe de Visitas de ObraДокумент12 страницInforme de Visitas de ObraNelson Calderón AyalaОценок пока нет
- Apuntes Admon de Obra 1Документ6 страницApuntes Admon de Obra 1David Cruz SanchezОценок пока нет
- Miembros en CompresionДокумент16 страницMiembros en CompresionUrsula Patricia Carrión Mujica100% (1)
- Guias de Laboratorio de Materiales-De ConstruccionДокумент96 страницGuias de Laboratorio de Materiales-De Construccionrobertalonso14Оценок пока нет
- Diseño de EstructurasДокумент14 страницDiseño de Estructurask_ydnasОценок пока нет
- Caracteristicas Fisicas y Mecanicas DelДокумент6 страницCaracteristicas Fisicas y Mecanicas DelEduardoОценок пока нет
- El Proceso Del Diseño EstructuralДокумент4 страницыEl Proceso Del Diseño EstructuralRobert Ben HdzОценок пока нет
- Exposcion1.5 Mezclas en Ele LugarДокумент18 страницExposcion1.5 Mezclas en Ele LugarJosue VazquezОценок пока нет
- Diseño de BodegaДокумент8 страницDiseño de BodegaJonathan CarrilloОценок пока нет
- El Bypass de 28 de JulioДокумент6 страницEl Bypass de 28 de JulioJulioBenitesОценок пока нет
- Estructuras de Acero A TensionДокумент29 страницEstructuras de Acero A TensionAlan MonzónОценок пока нет
- Cuadro Sinoptico Hitos y NodosДокумент4 страницыCuadro Sinoptico Hitos y NodosLineth Adriana Soto de la TorreОценок пока нет
- Proceso Constructivo de Un PuenteДокумент36 страницProceso Constructivo de Un PuenteAngelo Renato Lazo ParedesОценок пока нет
- Seccion 03 - Anexo I - Puentes PretensadosДокумент12 страницSeccion 03 - Anexo I - Puentes PretensadosDiego Bengoechea IrazoquiОценок пока нет
- Diseño de Elementos A FlexocompresiónДокумент8 страницDiseño de Elementos A FlexocompresiónFernando AguilarОценок пока нет
- Modulo de Corte o Cizallamiento. Presentacion de Fisica ItzelДокумент11 страницModulo de Corte o Cizallamiento. Presentacion de Fisica ItzelRoberto Laguna33% (3)
- Memoria de Calculo de Instalciones SanitariasДокумент6 страницMemoria de Calculo de Instalciones SanitariasRoberto Pisfil RoseroОценок пока нет
- Derechos Humanos y La Ingenieria CivilДокумент12 страницDerechos Humanos y La Ingenieria CivilFrancone Martínez de Pameleine100% (1)
- Comparacion Estructural de Reservorios de Ferro Cemento y Reservorios de Concreto ArmadoДокумент108 страницComparacion Estructural de Reservorios de Ferro Cemento y Reservorios de Concreto ArmadotinocoguevarajnОценок пока нет
- A572 vs. A913Документ17 страницA572 vs. A913Jose Eduardo Uitzil MazumОценок пока нет
- Formulas de WilburДокумент15 страницFormulas de WilburYeison RodríguezОценок пока нет
- Las Losas de Cimentación AlijeradaДокумент6 страницLas Losas de Cimentación AlijeradaSairy Lema0% (1)
- Abrasion de Los AngelesДокумент11 страницAbrasion de Los AngelesMark Escalante CotrinaОценок пока нет
- Cimentaciones ProfundasДокумент24 страницыCimentaciones ProfundasJhordyDaviranValleОценок пока нет
- Taller01 Cálculo Estructural Inacap 1de2Документ1 страницаTaller01 Cálculo Estructural Inacap 1de2Darkchelo 2015Оценок пока нет
- Densidad de DrenajeДокумент6 страницDensidad de DrenajeAurelia QuispeОценок пока нет
- Monografia Del CementoДокумент25 страницMonografia Del CementoShion de AriesОценок пока нет
- Edificacion en Acero EstructuralДокумент34 страницыEdificacion en Acero EstructuralRony JoseОценок пока нет
- CimbrasДокумент10 страницCimbrasRt IsmaelОценок пока нет
- Instalaciones Provisionales Marco TeoricoДокумент7 страницInstalaciones Provisionales Marco TeoricoisaacОценок пока нет
- Lean ConstructionДокумент50 страницLean ConstructionNielser SangayОценок пока нет
- Tema 5. Fabricacion y MontajeДокумент16 страницTema 5. Fabricacion y Montajeanon_679532797Оценок пока нет
- Enlucidos de Cielo Raso HugoДокумент4 страницыEnlucidos de Cielo Raso HugoNilson Hugo Mendoza SalasОценок пока нет
- CONSTRUCCION II - MUROS PANTALLA FinalДокумент19 страницCONSTRUCCION II - MUROS PANTALLA FinalZamir Vasquez GutierrezОценок пока нет
- Peso UnitarioДокумент6 страницPeso UnitarioDerek JacunОценок пока нет
- ESTRUCДокумент129 страницESTRUCCarlosManuelAznaránBarrantesОценок пока нет
- Apuntes Programacion de ObrasДокумент58 страницApuntes Programacion de ObrasRobert Mena BecerraОценок пока нет
- Empuje Activo, Empuje PasivoДокумент9 страницEmpuje Activo, Empuje PasivoAngel M. Bocanegra PariachiОценок пока нет
- AlcantarillasДокумент21 страницаAlcantarillasDanny_Javier_001Оценок пока нет
- Elementos Que Integran Una Presa de AlmacenamientoДокумент5 страницElementos Que Integran Una Presa de AlmacenamientoLuz Angélica Gutierrez LopezОценок пока нет
- Informe de Visita A Obra - Construcción IIДокумент13 страницInforme de Visita A Obra - Construcción IILxferPeñaОценок пока нет
- Sistemas de 1GDL (SDOF)Документ31 страницаSistemas de 1GDL (SDOF)luis molinaОценок пока нет
- Tema 5 Placas de Asiento Columnas - VigasДокумент38 страницTema 5 Placas de Asiento Columnas - VigasChristian Paul Cruz AntonОценок пока нет
- Metodologia de Trabajo para Cerchas MetalicasДокумент10 страницMetodologia de Trabajo para Cerchas Metalicasgabolobo0% (1)
- Proceso Constructivo de Un GalponДокумент10 страницProceso Constructivo de Un GalponJuan Daniel Velásquez Prado0% (1)
- Proceso ConstructivoДокумент10 страницProceso Constructivojuliocesarrq75hotmailcomОценок пока нет
- Estructuras MetalicasДокумент49 страницEstructuras Metalicasrolando quispeОценок пока нет
- Diseño de utillajes, matricería y prototipado con SolidWorksОт EverandDiseño de utillajes, matricería y prototipado con SolidWorksРейтинг: 3 из 5 звезд3/5 (1)
- Guía 2024 - Tu Mejor AñoДокумент23 страницыGuía 2024 - Tu Mejor AñoLuz Marina Merchan ZambranoОценок пока нет
- Placa Huella - Especificacion ParticularДокумент7 страницPlaca Huella - Especificacion ParticularJulián Acosta PeñuelaОценок пока нет
- Anexo A. Descripcion Lit Pozo 2 Fin Altos San PedroДокумент45 страницAnexo A. Descripcion Lit Pozo 2 Fin Altos San PedroLuz Marina Merchan ZambranoОценок пока нет
- Tratamiento de MerecimientoДокумент2 страницыTratamiento de MerecimientoLuz Marina Merchan ZambranoОценок пока нет
- Códigos SagradosДокумент6 страницCódigos SagradosLuz Marina Merchan ZambranoОценок пока нет
- Oración de La Llave de Oro de Emmet FoxДокумент2 страницыOración de La Llave de Oro de Emmet FoxLuz Marina Merchan Zambrano92% (26)
- Recomendaciones de Diseño Columnas Mixtas USANDO-AISC 360 05 - ACI 318 05 - Eurocódigo 4-2004Документ48 страницRecomendaciones de Diseño Columnas Mixtas USANDO-AISC 360 05 - ACI 318 05 - Eurocódigo 4-2004carlosbec8407Оценок пока нет
- Gantt y PertДокумент8 страницGantt y PertLuz Marina Merchan ZambranoОценок пока нет
- Acta de SocializacionДокумент2 страницыActa de SocializacionLuz Marina Merchan ZambranoОценок пока нет
- Lista de Precios Iccu 2017Документ304 страницыLista de Precios Iccu 2017Andres Mauricio90% (20)
- Celosias C23-C40Документ2 страницыCelosias C23-C40Luz Marina Merchan ZambranoОценок пока нет
- 12 Carpinteria MetalicaДокумент81 страница12 Carpinteria MetalicaLuz Marina Merchan ZambranoОценок пока нет
- Ejemplo EspecificacionДокумент7 страницEjemplo EspecificacionJesus Manuel Romero GarciaОценок пока нет
- 00059863Документ84 страницы00059863Luz Marina Merchan ZambranoОценок пока нет
- CUARTEADORES ROTATORIOSpepeДокумент5 страницCUARTEADORES ROTATORIOSpepeJosé Luis TolaОценок пока нет
- Tornillo Cabeza Hexagonal Milimétrico Acero Inox. Din 933: Descripción Del ProductoДокумент1 страницаTornillo Cabeza Hexagonal Milimétrico Acero Inox. Din 933: Descripción Del ProductoJafra Tampico MéxicoОценок пока нет
- Mi PadreДокумент15 страницMi Padrelednys95Оценок пока нет
- 07aislador Suspension BOLIVIAДокумент3 страницы07aislador Suspension BOLIVIAjcmagraОценок пока нет
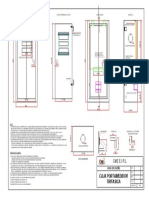
- CAJA TRIFASICA CME-Modelo PDFДокумент1 страницаCAJA TRIFASICA CME-Modelo PDFDavid Ismael Suárez ZapataОценок пока нет
- Iinforme-Carteles Sin Logotipo CasapalcaДокумент9 страницIinforme-Carteles Sin Logotipo CasapalcaRonald Elvis Espinoza RodriguezОценок пока нет
- Protocolo de Seguridad para Fundida de ConcretoДокумент4 страницыProtocolo de Seguridad para Fundida de Concretomsilva1606Оценок пока нет
- Sondeos Rotatorios en RocaДокумент11 страницSondeos Rotatorios en RocaAlfonso Miguel Mendoza EspinoОценок пока нет
- Cuestionario 1Документ6 страницCuestionario 1manuel de la cruzОценок пока нет
- Manual de Torres Triangulares Arriostradas Series 460-360-250-180 (1) BackupДокумент10 страницManual de Torres Triangulares Arriostradas Series 460-360-250-180 (1) BackupLuigyOne2Оценок пока нет
- Bancada de TornosДокумент9 страницBancada de TornosRoberto MazariegosОценок пока нет
- ASTMДокумент15 страницASTMIzz SanzОценок пока нет
- Corrosion Bajo TensionДокумент14 страницCorrosion Bajo TensionJorge Luis Erazo Quezada100% (2)
- Torneado, Fresado, Taladrado, Cepillado y EsmeriladoДокумент31 страницаTorneado, Fresado, Taladrado, Cepillado y EsmeriladoNego LaraОценок пока нет
- Que Es El Acero 4130Документ3 страницыQue Es El Acero 4130jotapinzonОценок пока нет
- Aplicacion Del CementoДокумент3 страницыAplicacion Del CementoEstefania100% (1)
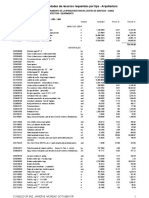
- Insumos ArquitecturaДокумент2 страницыInsumos ArquitecturaDaniel Tarazona TorresОценок пока нет
- Wps A 759 RAILS 01Документ3 страницыWps A 759 RAILS 01gechaves1Оценок пока нет
- FT - SLR Cancamos HembraДокумент1 страницаFT - SLR Cancamos HembraFACTURACION TECINОценок пока нет
- Apunte Hierro 2019Документ13 страницApunte Hierro 2019Agustin TapiaОценок пока нет
- InstrumentalДокумент26 страницInstrumentalDesarrollo SocialОценок пока нет
- Metalurgia de Polvos PDFДокумент55 страницMetalurgia de Polvos PDFJosé Luis ErazoОценок пока нет
- Catalogo Thors Man 2008Документ48 страницCatalogo Thors Man 2008AlemanindioОценок пока нет
- (Alc-2661 Rev.4) Sumidero Doble Tipo B-A2Документ1 страница(Alc-2661 Rev.4) Sumidero Doble Tipo B-A2manuelОценок пока нет
- Propiedades Del AceroДокумент22 страницыPropiedades Del AceroFranco Cabrera SeperakОценок пока нет
- Procedimiento de Limpieza Con Chorro de Arena SilicaДокумент8 страницProcedimiento de Limpieza Con Chorro de Arena SilicaManuel Villarreal TrianaОценок пока нет
- SolidificacionДокумент24 страницыSolidificacionpedroantoni22Оценок пока нет
- Aserrado BásicoДокумент14 страницAserrado Básicokeyverr jimenezОценок пока нет
- Informe de PinturaДокумент23 страницыInforme de Pinturaestefany villcaОценок пока нет
- AWS D1.1 Ensayo de MacrografíaДокумент2 страницыAWS D1.1 Ensayo de MacrografíaDjachatila0% (1)