Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Analysis of Astronomical SpectrosДокумент115 страницAnalysis of Astronomical SpectrosMichael RОценок пока нет
- Control Systems Engineering Exam Reference Manual A Practical Study Guide Third EditionДокумент45 страницControl Systems Engineering Exam Reference Manual A Practical Study Guide Third EditionNaseer Hyden60% (5)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Database Access With Visual BasicДокумент330 страницDatabase Access With Visual Basicmofeedwildali100% (1)
- Flex IO Selection GuideДокумент136 страницFlex IO Selection GuideNicolás A. SelvaggioОценок пока нет
- Application Example Profibus DP: Revision 1Документ52 страницыApplication Example Profibus DP: Revision 1zaheer032Оценок пока нет
- Advance PLC Programming Course V2019 PDFДокумент54 страницыAdvance PLC Programming Course V2019 PDFRomel Agan100% (1)
- StarterДокумент18 страницStarterLeandro FranciscoОценок пока нет
- C G E P R o S e R I e SДокумент71 страницаC G E P R o S e R I e SMichael RОценок пока нет
- Ed80 100as RДокумент67 страницEd80 100as RMichael RОценок пока нет
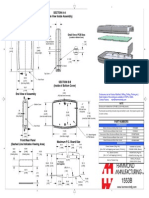
- Section A-A (Side View Inside Assembly) Top View of AssemblyДокумент1 страницаSection A-A (Side View Inside Assembly) Top View of AssemblyMichael RОценок пока нет
- Duncan Collimation MaskДокумент1 страницаDuncan Collimation MaskMichael RОценок пока нет
- Night Sky at The Indian Astronomical Observatory During 2000 2008Документ18 страницNight Sky at The Indian Astronomical Observatory During 2000 2008Michael RОценок пока нет
- 8 - Parviz D - Entekhabi-AutoCAD Workbook3D-Hartnell College EngineeringTechnologyДокумент86 страниц8 - Parviz D - Entekhabi-AutoCAD Workbook3D-Hartnell College EngineeringTechnologyandresboy123Оценок пока нет
- Operating Manual For SBIG STLДокумент83 страницыOperating Manual For SBIG STLMichael RОценок пока нет
- Celestron Telescopes - SpecsДокумент2 страницыCelestron Telescopes - SpecsMichael RОценок пока нет
- I-CEN S User Manual 2009-10-06 Rev1Документ44 страницыI-CEN S User Manual 2009-10-06 Rev1Michael RОценок пока нет
- Catalog Nursecall 2009 PDFДокумент112 страницCatalog Nursecall 2009 PDFMichael RОценок пока нет
- Refraction at Plane Surfaces: - Speed of Light in AirДокумент23 страницыRefraction at Plane Surfaces: - Speed of Light in AirMichael RОценок пока нет
- WW W.R Od Ne Yco Ate .Co .UkДокумент2 страницыWW W.R Od Ne Yco Ate .Co .UkMichael RОценок пока нет
- Vel Pitar: Partner For Contact: Order No.: Company: Customer No.Документ5 страницVel Pitar: Partner For Contact: Order No.: Company: Customer No.Michael RОценок пока нет
- PROFIBUS Fieldbus Coupler MVS3007Документ114 страницPROFIBUS Fieldbus Coupler MVS3007Diego MontanezОценок пока нет
- AS-i 3.0 PROFIBUS Gateway in Stainless Steel: AS-i 3.0 From ID No. 12003 (See Lateral Label)Документ3 страницыAS-i 3.0 PROFIBUS Gateway in Stainless Steel: AS-i 3.0 From ID No. 12003 (See Lateral Label)Salvador Castellanos LeónОценок пока нет
- 3BSE020923-510 A en S800 I O Getting StartedДокумент324 страницы3BSE020923-510 A en S800 I O Getting StartedNguyễn Anh TúОценок пока нет
- s7-200 SMART System Manual en-US PDFДокумент895 страницs7-200 SMART System Manual en-US PDFSyfОценок пока нет
- Catalog Extract - EduTrainer - enДокумент31 страницаCatalog Extract - EduTrainer - enzhangzhaoleiОценок пока нет
- Profibus Datalink Description Supplement: Single and Dual Input AnalyzersДокумент12 страницProfibus Datalink Description Supplement: Single and Dual Input AnalyzersPauloОценок пока нет
- Simatic Pcs 7 Library Pac32004200Документ182 страницыSimatic Pcs 7 Library Pac32004200cc_bauОценок пока нет
- Simatic Product Overview: SiemensДокумент14 страницSimatic Product Overview: SiemenscarlsОценок пока нет
- Description: 3.1 Target GroupДокумент16 страницDescription: 3.1 Target GroupAriane Joy LucasОценок пока нет
- Altivar 71 and Altivar 71 Plus - DIA2ED2140407EN PDFДокумент130 страницAltivar 71 and Altivar 71 Plus - DIA2ED2140407EN PDFGustavo NietoОценок пока нет
- Siemens Data Sheet 3UF7010-1AU00-0Документ10 страницSiemens Data Sheet 3UF7010-1AU00-0bleerОценок пока нет
- Faults and Alarms: ContentДокумент745 страницFaults and Alarms: ContentSalvador RochaОценок пока нет
- English Manual: For The Cube67 Diagnostic Gateway Art. No. 56968Документ86 страницEnglish Manual: For The Cube67 Diagnostic Gateway Art. No. 56968Carlos AguirreОценок пока нет
- DC Drive EurothermДокумент25 страницDC Drive EurothermKuna MarndiОценок пока нет
- Beckhoff Embedded PCДокумент78 страницBeckhoff Embedded PCblackslash82Оценок пока нет
- BA356PEN 71043311 Deltapilot S FMB 70 Profibus OMДокумент92 страницыBA356PEN 71043311 Deltapilot S FMB 70 Profibus OMhadif_adwanОценок пока нет
- Service & Support: Reading Diagnostics Data From A DP Slave With SIMATIC S7-1200Документ15 страницService & Support: Reading Diagnostics Data From A DP Slave With SIMATIC S7-1200Blažević JosipОценок пока нет
- 3bse020923-510 A en s800 I o Getting StartedДокумент324 страницы3bse020923-510 A en s800 I o Getting Startedmehy1350Оценок пока нет
- DIA7ED21Документ51 страницаDIA7ED21Luis Bucheli GarcesОценок пока нет
- VLT 3000 To VLT FC 302 Converter Operating Instructions MG33P102Документ14 страницVLT 3000 To VLT FC 302 Converter Operating Instructions MG33P102vudinhhoang_dinhvietОценок пока нет
- Siemens Webinar Slides - FutureOfPowerMonitoring - NMadaanДокумент40 страницSiemens Webinar Slides - FutureOfPowerMonitoring - NMadaanRikarjo SilitongaОценок пока нет
- F300 DatasheetДокумент122 страницыF300 DatasheetLarry Nelson BorbaОценок пока нет
- Compact Performance CP Fieldbus Node 13: Programming and DiagnosisДокумент103 страницыCompact Performance CP Fieldbus Node 13: Programming and DiagnosisOskar CorderoОценок пока нет
- G120 CU240BE2 BA6 0414 Eng en-USДокумент380 страницG120 CU240BE2 BA6 0414 Eng en-USAnonymous xjn66H1Оценок пока нет
- Transferring Data With Variable Message Lengths Via The TCP ProtocolДокумент22 страницыTransferring Data With Variable Message Lengths Via The TCP ProtocolNgô Tiến PhúОценок пока нет