Вам также может понравиться
- Misumi Technical Data PDFДокумент1 страницаMisumi Technical Data PDFtnchsg100% (1)
- Permissible Deviations for Linear Dimensions TableДокумент3 страницыPermissible Deviations for Linear Dimensions Tableolive_poa100% (3)
- Din 1302 SupplementДокумент2 страницыDin 1302 SupplementRodrigo García Cruz100% (1)
- Din 16742Документ1 страницаDin 16742Rafael CastroОценок пока нет
- DIN 936 DIV 5655: Hexagon Thin Nuts Hexagon Nuts, (H D)Документ3 страницыDIN 936 DIV 5655: Hexagon Thin Nuts Hexagon Nuts, (H D)linijatzОценок пока нет
- Datasheet en AW-6063Документ1 страницаDatasheet en AW-6063Erick De La RoSaОценок пока нет
- EDM Surface Finish ChartsДокумент2 страницыEDM Surface Finish ChartssansagithОценок пока нет
- 54SiCr6 Material Spec SheetДокумент1 страница54SiCr6 Material Spec SheetRajaSekarsajjaОценок пока нет
- P20 Steel Plate Tool SteelДокумент4 страницыP20 Steel Plate Tool SteelSama UmateОценок пока нет
- A512Документ7 страницA512Vishal SharmaОценок пока нет
- Astm 366Документ2 страницыAstm 366Acas NandingОценок пока нет
- DIN 6930-2 Stamped Steel Parts Part 2 General TolerancesДокумент17 страницDIN 6930-2 Stamped Steel Parts Part 2 General TolerancespopoОценок пока нет
- JIS B 0405 General TolerancesДокумент1 страницаJIS B 0405 General TolerancesGiang Nguyễn BáОценок пока нет
- DIN EN 10277: ICS 77.140.60 Supersedes: See BelowДокумент55 страницDIN EN 10277: ICS 77.140.60 Supersedes: See BelowEmersonОценок пока нет
- Caterpillar: Confidential Green - Reproduction Constitutes An Uncontrolled DocumentДокумент14 страницCaterpillar: Confidential Green - Reproduction Constitutes An Uncontrolled DocumentDinar OjakОценок пока нет
- Iso 7379Документ2 страницыIso 7379Ahmed ElsafouryОценок пока нет
- ISO 2768 TolerancesДокумент2 страницыISO 2768 TolerancesJan Van de Velde100% (2)
- En 10060 - TolerancesДокумент3 страницыEn 10060 - TolerancesAyush Jain100% (3)
- Knurling Profiles DIN 82Документ3 страницыKnurling Profiles DIN 82mirzasinanovic100% (1)
- GD&T Symbols - GD&T Terms - Geometric Dimensioning and Tolerancing Glossary - GD&T Free ResourceДокумент5 страницGD&T Symbols - GD&T Terms - Geometric Dimensioning and Tolerancing Glossary - GD&T Free Resourcebbbsample0% (1)
- Aisi 1018Документ1 страницаAisi 10188085roОценок пока нет
- HPM Steel For MoldДокумент15 страницHPM Steel For MoldcadcamtaiОценок пока нет
- AISI 12L14 Steel Analysis and PropertiesДокумент2 страницыAISI 12L14 Steel Analysis and PropertiessyuepiОценок пока нет
- En 10051 PDFДокумент2 страницыEn 10051 PDFSrikanth Reddy0% (1)
- Manufacturing TolerancesДокумент13 страницManufacturing TolerancesHarsh100% (1)
- DIN125AДокумент1 страницаDIN125AManoj PatilОценок пока нет
- TM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)Документ5 страницTM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)方綵樺100% (1)
- General Tolerances For Linear and Angular Dimnsions (Din Iso 2768 t1)Документ1 страницаGeneral Tolerances For Linear and Angular Dimnsions (Din Iso 2768 t1)VIVEK UPADHYAYОценок пока нет
- Uni 663 Grade Fe55 1 Tubes PDFДокумент1 страницаUni 663 Grade Fe55 1 Tubes PDFMitul MehtaОценок пока нет
- Steel grades mechanical propertiesДокумент2 страницыSteel grades mechanical propertiesRajwinder Singh100% (3)
- Roll Form Design - Roll Forming Design2Документ18 страницRoll Form Design - Roll Forming Design2novo orderОценок пока нет
- Clasificacion Universal de Los MaterialesДокумент24 страницыClasificacion Universal de Los MaterialesMateo100% (1)
- Minfm32202 Din 17445 Grade G X5crni13 4 Quenched and Tempered qt1Документ3 страницыMinfm32202 Din 17445 Grade G X5crni13 4 Quenched and Tempered qt1Biraj SahooОценок пока нет
- METRIC E RINGS Radially Assembled External E Rings for Metric ApplicationsДокумент1 страницаMETRIC E RINGS Radially Assembled External E Rings for Metric ApplicationsMarcoAntonioОценок пока нет
- DIN HANdsfsDBOOK 1 PDFДокумент6 страницDIN HANdsfsDBOOK 1 PDFsohaiblatif3Оценок пока нет
- Development of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesДокумент5 страницDevelopment of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesPrasad RaikarОценок пока нет
- Castings in Construction: Steel Industry Guidance NotesДокумент2 страницыCastings in Construction: Steel Industry Guidance NotesFederico.IoriОценок пока нет
- Rapid Prototipyng Foundries ArticleДокумент5 страницRapid Prototipyng Foundries ArticlebeiboxОценок пока нет
- Design for Optimal CastabilityДокумент8 страницDesign for Optimal CastabilityinorwoodОценок пока нет
- Stress Analysis of Angle Bar With Different Process Parameter in Hot RollingДокумент7 страницStress Analysis of Angle Bar With Different Process Parameter in Hot RollingVashishth KushwahaОценок пока нет
- FinalVivaPPT ME07B066Документ30 страницFinalVivaPPT ME07B066Sujit MuleОценок пока нет
- Characterising the Effect of Springback on Mechanically Formed SteelДокумент4 страницыCharacterising the Effect of Springback on Mechanically Formed SteelpuneethudupiОценок пока нет
- Subject Code: Me6302 Manufacturing Technology 1Документ117 страницSubject Code: Me6302 Manufacturing Technology 1amdevaОценок пока нет
- Casting Design: Cost Factors & ReductionДокумент7 страницCasting Design: Cost Factors & ReductionSantosh DabholeОценок пока нет
- NADCA Tolerances 2009Документ44 страницыNADCA Tolerances 2009Tom HagertyОценок пока нет
- Steel Castings HandbookДокумент58 страницSteel Castings Handbookgalici2002100% (3)
- NADCA Tolerances 2009Документ44 страницыNADCA Tolerances 2009Pedjman GhaderiОценок пока нет
- Deep Drawing ThesisДокумент8 страницDeep Drawing Thesisdnnsgccc100% (2)
- Summer Training Project Report 2011Документ36 страницSummer Training Project Report 2011pilaniabhupesh_81404Оценок пока нет
- Mould MaterialsДокумент22 страницыMould MaterialsArun PrasadОценок пока нет
- Sheet Metal Puching Metal FormingДокумент27 страницSheet Metal Puching Metal FormingTarundeep SinghОценок пока нет
- Challenges Faced in Precision ForgingДокумент39 страницChallenges Faced in Precision ForgingHardikОценок пока нет
- Stamping Design GuidelineДокумент13 страницStamping Design GuidelineVikram Borkhediya100% (1)
- Casting SimulationДокумент12 страницCasting SimulationIshwar GuptaОценок пока нет
- GD&TДокумент70 страницGD&TKarthi KeyanОценок пока нет
- Standard Specs for Steel CastingsДокумент58 страницStandard Specs for Steel CastingsRicardoОценок пока нет
- Sheet Metal Stamping Dies & ProcessesДокумент5 страницSheet Metal Stamping Dies & ProcessesValentin CraciunОценок пока нет
- Rolling & Extrusion Case StudyДокумент20 страницRolling & Extrusion Case StudyMahmoud KassabОценок пока нет
- AluminumДокумент5 страницAluminumBlueOneGaussОценок пока нет
- Steel Industry PackageДокумент9 страницSteel Industry Packagebatung144100% (1)
- Wastewater Treatment Concepts and PracticesДокумент212 страницWastewater Treatment Concepts and Practicesfajar waskito100% (5)
- 85 TPH CFBC Boiler Operation and Maintenance ManualДокумент152 страницы85 TPH CFBC Boiler Operation and Maintenance ManualAamirMalik100% (1)
- B705 Acpt1003Документ3 страницыB705 Acpt1003taya1401Оценок пока нет
- Revision Kimia f4Документ6 страницRevision Kimia f4Abdul ManafОценок пока нет
- Mark Scheme (Results) Summer 2015: GCE Chemistry (6CH01/01) The Core Principles of ChemistryДокумент21 страницаMark Scheme (Results) Summer 2015: GCE Chemistry (6CH01/01) The Core Principles of ChemistryAmeenIbrahimОценок пока нет
- Recyclingand Reuseof TextileДокумент47 страницRecyclingand Reuseof TextileRey100% (1)
- Curl Activator GelДокумент1 страницаCurl Activator GelNemanja NikolicОценок пока нет
- IEEE Xplore - SearchResultДокумент4 страницыIEEE Xplore - SearchResultSalman KhanОценок пока нет
- Metallurgical Defects of Cast Steel: SeminarДокумент26 страницMetallurgical Defects of Cast Steel: SeminarFacebookОценок пока нет
- CHM 1321 Assignment 1 Answers: CN H H H H HДокумент10 страницCHM 1321 Assignment 1 Answers: CN H H H H HSara YuenОценок пока нет
- Periodic Trends WorksheetДокумент4 страницыPeriodic Trends WorksheetMahmoud AladdasiОценок пока нет
- Salt Analysis - Viva QuestionsДокумент7 страницSalt Analysis - Viva Questionsnoora100% (1)
- Syllabus 30A Fall 2014Документ4 страницыSyllabus 30A Fall 2014Gabby TanakaОценок пока нет
- GCC Data Requirements For Human Drugs Submission Version 1.1 PDFДокумент81 страницаGCC Data Requirements For Human Drugs Submission Version 1.1 PDFBasha Yazn Anjak50% (2)
- Techstuff 3.09Документ117 страницTechstuff 3.09Hazairin As-Shiddiq RahmanОценок пока нет
- Exp 2 Protein DeterminationДокумент5 страницExp 2 Protein DeterminationNur Fadhilah100% (1)
- CV en - Op - Gill Giovani Awonguino oДокумент1 страницаCV en - Op - Gill Giovani Awonguino oAuguste SuelieОценок пока нет
- Clad-Lined Line PipeДокумент21 страницаClad-Lined Line PipeAdvis100% (2)
- Sika 521Документ3 страницыSika 521Natasha KamalОценок пока нет
- 2 MS ElectrochemistryДокумент7 страниц2 MS ElectrochemistrysachinОценок пока нет
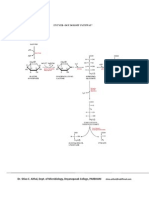
- Entner Duodroff PathwayДокумент2 страницыEntner Duodroff PathwayDr. SHIVA AITHALОценок пока нет
- Thermaline 400 Finish PDSДокумент3 страницыThermaline 400 Finish PDSQuy RomОценок пока нет
- Boron FamilyДокумент20 страницBoron FamilyP. PARIS KATHERINE REBECCAH BCMBC2019Оценок пока нет
- Biomaterials As A Pillar of ImplantsДокумент5 страницBiomaterials As A Pillar of ImplantsInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Maintaining Boiler Water Quality (35 charactersДокумент3 страницыMaintaining Boiler Water Quality (35 characterskcp1986Оценок пока нет
- Elzein M. Fahal, Et Al PDFДокумент9 страницElzein M. Fahal, Et Al PDFNiaz mahmudОценок пока нет
- Ipsita RoyДокумент60 страницIpsita RoyJohn F ServilleОценок пока нет
- District Heating NorwayДокумент8 страницDistrict Heating Norwaymahmoud4871Оценок пока нет
- Determination of Core Sample Absolute Permeability Using Gas Permeameter and Liquid Fluid Practicum ReportДокумент17 страницDetermination of Core Sample Absolute Permeability Using Gas Permeameter and Liquid Fluid Practicum ReportAqsal IlhamОценок пока нет
- Summary of The Galveston Diet by Mary Claire Haver MD: The Doctor-Developed, Patient-Proven Plan to Burn Fat and Tame Your Hormonal SymptomsОт EverandSummary of The Galveston Diet by Mary Claire Haver MD: The Doctor-Developed, Patient-Proven Plan to Burn Fat and Tame Your Hormonal SymptomsОценок пока нет
- SUMMARY: So Good They Can't Ignore You (UNOFFICIAL SUMMARY: Lesson from Cal Newport)От EverandSUMMARY: So Good They Can't Ignore You (UNOFFICIAL SUMMARY: Lesson from Cal Newport)Рейтинг: 4.5 из 5 звезд4.5/5 (14)
- Summary of Fight Right by Julie Schwartz Gottman PhD and John Gottman PhD: How Successful Couples Turn Conflict into ConnectionОт EverandSummary of Fight Right by Julie Schwartz Gottman PhD and John Gottman PhD: How Successful Couples Turn Conflict into ConnectionОценок пока нет
- Summary Guide: The Longevity Diet: Discover the New Science Behind Stem Cell Activation and Regeneration to Slow Aging, Fight Disease, and Optimize Weight: by Dr. Valter Longo | The Mindset Warrior Su: ( Anti Aging Diet, Cell Regeneration & Weight Loss, Autoimmune Disease, Alzheimer's )От EverandSummary Guide: The Longevity Diet: Discover the New Science Behind Stem Cell Activation and Regeneration to Slow Aging, Fight Disease, and Optimize Weight: by Dr. Valter Longo | The Mindset Warrior Su: ( Anti Aging Diet, Cell Regeneration & Weight Loss, Autoimmune Disease, Alzheimer's )Рейтинг: 5 из 5 звезд5/5 (1)
- Summary of Atomic Habits by James ClearОт EverandSummary of Atomic Habits by James ClearРейтинг: 5 из 5 звезд5/5 (168)
- Summary of Feel-Good Productivity by Ali Abdaal: How to Do More of What Matters to YouОт EverandSummary of Feel-Good Productivity by Ali Abdaal: How to Do More of What Matters to YouРейтинг: 4 из 5 звезд4/5 (1)
- Summary of Eat to Beat Disease by Dr. William LiОт EverandSummary of Eat to Beat Disease by Dr. William LiРейтинг: 5 из 5 звезд5/5 (52)
- Summary of Supercommunicators by Charles Duhigg: How to Unlock the Secret Language of ConnectionОт EverandSummary of Supercommunicators by Charles Duhigg: How to Unlock the Secret Language of ConnectionОценок пока нет
- Summary of Million Dollar Weekend by Noah Kagan and Tahl Raz: The Surprisingly Simple Way to Launch a 7-Figure Business in 48 HoursОт EverandSummary of Million Dollar Weekend by Noah Kagan and Tahl Raz: The Surprisingly Simple Way to Launch a 7-Figure Business in 48 HoursОценок пока нет
- Summary and Analysis of The Psychology of Money: Timeless Lessons on Wealth, Greed, and Happiness by Morgan HouselОт EverandSummary and Analysis of The Psychology of Money: Timeless Lessons on Wealth, Greed, and Happiness by Morgan HouselРейтинг: 5 из 5 звезд5/5 (11)
- Summary of The Hunger Habit by Judson Brewer: Why We Eat When We're Not Hungry and How to StopОт EverandSummary of The Hunger Habit by Judson Brewer: Why We Eat When We're Not Hungry and How to StopОценок пока нет
- PMP Exam Prep: Master the Latest Techniques and Trends with this In-depth Project Management Professional Guide: Study Guide | Real-life PMP Questions and Detailed Explanation | 200+ Questions and AnswersОт EverandPMP Exam Prep: Master the Latest Techniques and Trends with this In-depth Project Management Professional Guide: Study Guide | Real-life PMP Questions and Detailed Explanation | 200+ Questions and AnswersРейтинг: 5 из 5 звезд5/5 (2)
- Life in the UK Test 2024: The Complete & Updated Exam Study Guide - Practice With 800+ Official Style Questions & AnswersОт EverandLife in the UK Test 2024: The Complete & Updated Exam Study Guide - Practice With 800+ Official Style Questions & AnswersОценок пока нет
- Summary of Some People Need Killing by Patricia Evangelista:A Memoir of Murder in My CountryОт EverandSummary of Some People Need Killing by Patricia Evangelista:A Memoir of Murder in My CountryОценок пока нет
- GMAT Prep 2024/2025 For Dummies with Online Practice (GMAT Focus Edition)От EverandGMAT Prep 2024/2025 For Dummies with Online Practice (GMAT Focus Edition)Оценок пока нет
- Summary of Forever Strong By Dr. Gabrielle Lyon : A New, Science-Based Strategy for Aging WellОт EverandSummary of Forever Strong By Dr. Gabrielle Lyon : A New, Science-Based Strategy for Aging WellОценок пока нет
- Summary of Secure Love by Julie Menanno: Create a Relationship That Lasts a LifetimeОт EverandSummary of Secure Love by Julie Menanno: Create a Relationship That Lasts a LifetimeОценок пока нет
- Summary of Rich AF by Vivian Tu: The Winning Money Mindset That Will Change Your LifeОт EverandSummary of Rich AF by Vivian Tu: The Winning Money Mindset That Will Change Your LifeОценок пока нет
- Summary of The Coming Wave By Mustafa Suleyman: Technology, Power, and the Twenty-first Century's Greatest DilemmaОт EverandSummary of The Coming Wave By Mustafa Suleyman: Technology, Power, and the Twenty-first Century's Greatest DilemmaРейтинг: 3.5 из 5 звезд3.5/5 (3)
- To Kill a Mockingbird (Harperperennial Modern Classics) by Harper Lee | Conversation StartersОт EverandTo Kill a Mockingbird (Harperperennial Modern Classics) by Harper Lee | Conversation StartersРейтинг: 2.5 из 5 звезд2.5/5 (13)
- Summary of 12 Rules For Life: An Antidote to Chaos by Jordan B. PetersonОт EverandSummary of 12 Rules For Life: An Antidote to Chaos by Jordan B. PetersonРейтинг: 4.5 из 5 звезд4.5/5 (43)
- Summary of Poor Charlie’s Almanack by Charles T. Munger and Peter D. Kaufman: The Essential Wit and Wisdom of Charles T. Munger: The Essential Wit and Wisdom of Charles T. MungerОт EverandSummary of Poor Charlie’s Almanack by Charles T. Munger and Peter D. Kaufman: The Essential Wit and Wisdom of Charles T. Munger: The Essential Wit and Wisdom of Charles T. MungerОценок пока нет
- Summary of Fast Like a Girl By Mindy Pelz: A Woman's Guide to Using the Healing Power of Fasting to Burn Fat, Boost Energy, and Balance HormonesОт EverandSummary of Fast Like a Girl By Mindy Pelz: A Woman's Guide to Using the Healing Power of Fasting to Burn Fat, Boost Energy, and Balance HormonesРейтинг: 4 из 5 звезд4/5 (2)
- MCAT Biology & Biochemistry Practice Questions: High Yield MCAT QuestionsОт EverandMCAT Biology & Biochemistry Practice Questions: High Yield MCAT QuestionsОценок пока нет
- Summary of The 48 Laws of Power by Robert GreeneОт EverandSummary of The 48 Laws of Power by Robert GreeneРейтинг: 4.5 из 5 звезд4.5/5 (62)
- The Everything Guide to Study Skills: Strategies, tips, and tools you need to succeed in school!От EverandThe Everything Guide to Study Skills: Strategies, tips, and tools you need to succeed in school!Рейтинг: 4.5 из 5 звезд4.5/5 (6)
- Summary of Atomic Habits: An Easy & Proven Way to Build Good Habits & Break Bad Ones by James ClearОт EverandSummary of Atomic Habits: An Easy & Proven Way to Build Good Habits & Break Bad Ones by James ClearРейтинг: 4.5 из 5 звезд4.5/5 (13)