Вам также может понравиться
- 15 Raku Glazes NEWДокумент9 страниц15 Raku Glazes NEWartist73Оценок пока нет
- Electric KilnsДокумент16 страницElectric KilnsMadalina Teler100% (1)
- The Potter's Craft: A Practical Guide for the Studio and WorkshopОт EverandThe Potter's Craft: A Practical Guide for the Studio and WorkshopОценок пока нет
- The Potter's Craft A Practical Guide for the Studio and WorkshopОт EverandThe Potter's Craft A Practical Guide for the Studio and WorkshopРейтинг: 5 из 5 звезд5/5 (1)
- Daniel Johnston: A Portrait of the Artist as a Potter in North CarolinaОт EverandDaniel Johnston: A Portrait of the Artist as a Potter in North CarolinaОценок пока нет
- Earth & Fire: Modern potters, their tools, techniques and practiceОт EverandEarth & Fire: Modern potters, their tools, techniques and practiceОценок пока нет
- Firing Without Signup and A Kiln Chart May Be Turned Off! Plan To Unload Your Kiln by 2Документ5 страницFiring Without Signup and A Kiln Chart May Be Turned Off! Plan To Unload Your Kiln by 2stueferОценок пока нет
- Advanced Ceramics SyllabusДокумент4 страницыAdvanced Ceramics Syllabusapi-285550989Оценок пока нет
- ClayCraft 14 2018Документ84 страницыClayCraft 14 2018OksanaОценок пока нет
- 1ceramics Monthly Jun56 Cei0656dДокумент36 страниц1ceramics Monthly Jun56 Cei0656dMariana Pavan100% (1)
- La Meridiana Notes Paperclay PDFДокумент3 страницыLa Meridiana Notes Paperclay PDFAnonymous FF4JjPdgОценок пока нет
- Underglaze: Users GuideДокумент23 страницыUnderglaze: Users GuideGabriela MottaОценок пока нет
- 2ceramics Monthly Jun62 Cei0662dДокумент44 страницы2ceramics Monthly Jun62 Cei0662dMariana Pavan100% (1)
- 43vocabulary Basic CeramicsДокумент6 страниц43vocabulary Basic CeramicsReshmi VarmaОценок пока нет
- FG Clay Workshop HandbookДокумент20 страницFG Clay Workshop HandbookParaSemore Vivendo100% (2)
- Raku Firing PDFДокумент13 страницRaku Firing PDFDianaОценок пока нет
- Five Great Pottery Decorating TechnuquesДокумент20 страницFive Great Pottery Decorating Technuquesw0rldsОценок пока нет
- Wood Fire Techniques & TipsДокумент13 страницWood Fire Techniques & TipsStefan Van Cleemput100% (2)
- Surface Decoration: Finishing TechniquesДокумент15 страницSurface Decoration: Finishing Techniquesjahma50% (2)
- 08 Chapter 4Документ8 страниц08 Chapter 4Ali AliОценок пока нет
- Workshop Handbook Ceramics PDFДокумент25 страницWorkshop Handbook Ceramics PDFperdidalma100% (1)
- ClayCraft 05 2017Документ84 страницыClayCraft 05 2017OksanaОценок пока нет
- Ceramic Sculpture GordonДокумент4 страницыCeramic Sculpture GordonHugo De Oliveira AssisОценок пока нет
- Introduction To CeramicsДокумент29 страницIntroduction To CeramicsShrikrishna BirajdarОценок пока нет
- Ceramics Monthly (Dec 91)Документ90 страницCeramics Monthly (Dec 91)Wade MacMorrighanОценок пока нет
- Roger GrahamДокумент3 страницыRoger GrahamStefan Van CleemputОценок пока нет
- Ceramic Tile TechniquesДокумент13 страницCeramic Tile TechniquesStefan Van CleemputОценок пока нет
- Greenwich House Pottery Clay and GlazeДокумент18 страницGreenwich House Pottery Clay and GlazeMohammad Youssefi100% (1)
- Pottery Making Fal00Документ51 страницаPottery Making Fal00Jame C. Hayes83% (6)
- ClayCraft 41 2020Документ84 страницыClayCraft 41 2020OksanaОценок пока нет
- How To Design, Make, and Install and Murals: Ceramic TilesДокумент19 страницHow To Design, Make, and Install and Murals: Ceramic TilesChanrathОценок пока нет
- How To Fire Pottery and Ceramics - How To Fire A Kiln - and Kiln Firing Techniques - HubPagesДокумент6 страницHow To Fire Pottery and Ceramics - How To Fire A Kiln - and Kiln Firing Techniques - HubPagesCAMELIA Neagu-COGALNICEANUОценок пока нет
- Under Glazes May Co 1Документ26 страницUnder Glazes May Co 1Stefan Van Cleemput100% (1)
- Ceramic Glazes and Underglazes: Getting The Most Out ofДокумент16 страницCeramic Glazes and Underglazes: Getting The Most Out ofLuis F AmatoОценок пока нет
- Ceramic: Interior Design Assignment-IДокумент35 страницCeramic: Interior Design Assignment-IkhizarОценок пока нет
- Crystalline Glaze Class Dan DermerДокумент4 страницыCrystalline Glaze Class Dan DermerJesus MorenoОценок пока нет
- ClayCraft 10 2017Документ84 страницыClayCraft 10 2017OksanaОценок пока нет
- CeramicColor PDFДокумент12 страницCeramicColor PDFSiddharthapachisiaОценок пока нет
- Electric To Gas Kiln ConversionДокумент13 страницElectric To Gas Kiln Conversionkcrowder2014100% (2)
- Clay and GlazesДокумент252 страницыClay and Glazescyberkike100% (2)
- 95 Pages Hi-Quality Tips and Techniques For ClayДокумент94 страницы95 Pages Hi-Quality Tips and Techniques For Claymarshella100% (1)
- Pottery ClayДокумент17 страницPottery ClayStefan Van CleemputОценок пока нет
- Contemp Fun C PotteryДокумент15 страницContemp Fun C PotteryStefan Van CleemputОценок пока нет
- 7 Great Pottery ProjectsДокумент26 страниц7 Great Pottery Projectsapi-26965779100% (7)
- CAD159 LowFireGlazes 11°Документ20 страницCAD159 LowFireGlazes 11°Maria Auxiliadora RodriguezОценок пока нет
- Raku Firing TechniquesДокумент19 страницRaku Firing Techniquesduyen nguyen chi luongОценок пока нет
- Pigments and Engobes For Crystalline Glazes: KnowledgeДокумент2 страницыPigments and Engobes For Crystalline Glazes: KnowledgeJesus MorenoОценок пока нет
- STA Decorating SlipДокумент2 страницыSTA Decorating SlipmohanОценок пока нет
- Ceramics Monthly Jan53 Cei0153dДокумент36 страницCeramics Monthly Jan53 Cei0153dLitto Ferel100% (2)
- Creating Tile MuralsДокумент18 страницCreating Tile MuralsFernando MorochoОценок пока нет
- Ceramics Studio HandbookДокумент24 страницыCeramics Studio Handbookrahil_sangОценок пока нет
- Raku Glaze ListДокумент9 страницRaku Glaze ListRobson Lamosa CesarОценок пока нет
- Ceramic FritsДокумент6 страницCeramic FritsMohammad YoussefiОценок пока нет
- Glazing TechniquesДокумент24 страницыGlazing TechniquesSacaleanu George75% (4)
- ClayCraft 04 2017Документ84 страницыClayCraft 04 2017Oksana100% (1)
- Mixing Slip, Plaster Mold Fabrication, Slip-CastingДокумент4 страницыMixing Slip, Plaster Mold Fabrication, Slip-CastingLauraОценок пока нет
- Creating A EngobeДокумент105 страницCreating A Engobeduyen nguyen chi luongОценок пока нет
- Recovery of Platinum and PalladiumДокумент7 страницRecovery of Platinum and PalladiumMohammad YoussefiОценок пока нет
- Glaze Composition For Bone China PDFДокумент20 страницGlaze Composition For Bone China PDFMohammad Youssefi100% (1)
- Silver Recovery From Photographic FilmДокумент9 страницSilver Recovery From Photographic FilmMohammad YoussefiОценок пока нет
- Ceramics GlossaryДокумент91 страницаCeramics GlossaryMohammad Youssefi100% (1)
- Recycling of Metals From Spent CatalystДокумент6 страницRecycling of Metals From Spent CatalystMohammad YoussefiОценок пока нет
- Bone China Glaze PDFДокумент6 страницBone China Glaze PDFMohammad YoussefiОценок пока нет
- SEM Estim UncentaintyДокумент11 страницSEM Estim UncentaintyMohammad YoussefiОценок пока нет
- A2LA Guide For The Estimation Measurment Uncertainty in TestingДокумент42 страницыA2LA Guide For The Estimation Measurment Uncertainty in TestingMohammad YoussefiОценок пока нет
- Recovery of Nickel From CatalystДокумент10 страницRecovery of Nickel From CatalystMohammad YoussefiОценок пока нет
- Zin Borate 2Документ4 страницыZin Borate 2Mohammad YoussefiОценок пока нет
- Varistor TheoryДокумент13 страницVaristor TheoryMohammad YoussefiОценок пока нет
- Uncertainity in DilatometerДокумент4 страницыUncertainity in DilatometerMohammad YoussefiОценок пока нет
- Quality Requirements European Enamel AuthorityДокумент134 страницыQuality Requirements European Enamel AuthorityMohammad YoussefiОценок пока нет
- Ceramics GlossaryДокумент91 страницаCeramics GlossaryMohammad Youssefi100% (1)
- Pay Systems 2Документ29 страницPay Systems 2Mohammad YoussefiОценок пока нет
- Estimation Uncertainity in Atomic AbsorptionДокумент2 страницыEstimation Uncertainity in Atomic AbsorptionMohammad YoussefiОценок пока нет
- Evaluation of Measurement Uncertainty inДокумент5 страницEvaluation of Measurement Uncertainty inMohammad YoussefiОценок пока нет
- Ceramic TroubleshootingДокумент32 страницыCeramic TroubleshootingMohammad Youssefi100% (4)
- Ceramics GlossaryДокумент91 страницаCeramics GlossaryMohammad Youssefi100% (1)
- Paying EmployeeДокумент2 страницыPaying EmployeeMohammad YoussefiОценок пока нет
- Pay Systems 2Документ29 страницPay Systems 2Mohammad YoussefiОценок пока нет
- Paying EmployeeДокумент2 страницыPaying EmployeeMohammad YoussefiОценок пока нет
- Estimating Measurement-Uncertainty - in Quantitative Chemical AnalysisДокумент18 страницEstimating Measurement-Uncertainty - in Quantitative Chemical AnalysisMohammad Youssefi100% (2)
- Analysis of Uncertainity in Atomic AbsorptionДокумент7 страницAnalysis of Uncertainity in Atomic AbsorptionMohammad YoussefiОценок пока нет
- Paying EmployeeДокумент2 страницыPaying EmployeeMohammad YoussefiОценок пока нет
- Quick Guid Ceramic TileДокумент84 страницыQuick Guid Ceramic Tilehelios888100% (1)
- Analysis of Uncertainity in Atomic AbsorptionДокумент7 страницAnalysis of Uncertainity in Atomic AbsorptionMohammad YoussefiОценок пока нет
- Introduction To X-Ray Fluorescence XRFДокумент62 страницыIntroduction To X-Ray Fluorescence XRFMohammad Youssefi100% (1)
- Greenwich House Pottery Clay and GlazeДокумент18 страницGreenwich House Pottery Clay and GlazeMohammad Youssefi100% (1)
- Synthesis CordieriteДокумент3 страницыSynthesis CordieriteMohammad YoussefiОценок пока нет
- ClassificationOfElements ChapterNotes Aug-JEEMAIN - GURU PDFДокумент11 страницClassificationOfElements ChapterNotes Aug-JEEMAIN - GURU PDFSridhar MarellaОценок пока нет
- Experiment 20: Sodium Borohydride Reduction of A KetoneДокумент12 страницExperiment 20: Sodium Borohydride Reduction of A KetonenurhazwaniОценок пока нет
- PreLab Report 5Документ9 страницPreLab Report 5Jacques TuckerОценок пока нет
- Fingerprinting of Conflict Minerals: Columbite-Tantalite ("Coltan") OresДокумент11 страницFingerprinting of Conflict Minerals: Columbite-Tantalite ("Coltan") OresmanudemОценок пока нет
- Experiment 5Документ5 страницExperiment 5Dam Yeo WoolОценок пока нет
- Chapter 14.1: Metals Introduction.: How Are The Properties of Metals Related To Their Structure?Документ5 страницChapter 14.1: Metals Introduction.: How Are The Properties of Metals Related To Their Structure?Lixue's PoyaiОценок пока нет
- Tantalum: Arihant Jain 6 PeriodДокумент7 страницTantalum: Arihant Jain 6 PeriodbudyОценок пока нет
- Problem Holding Zinc Concentration in Alkaline Zinc Plating BathДокумент14 страницProblem Holding Zinc Concentration in Alkaline Zinc Plating BathBartek HajaОценок пока нет
- SCH 2200 Comparative Study of S and P Block Elements: 2.0 Hydrogen 2.1 OccurrenceДокумент3 страницыSCH 2200 Comparative Study of S and P Block Elements: 2.0 Hydrogen 2.1 OccurrenceBrian NyagaОценок пока нет
- Tabla 3Документ2 страницыTabla 3Marco Antonio GuachaminОценок пока нет
- GOLDEN DAWN 2 9 Alchemical SephirothДокумент2 страницыGOLDEN DAWN 2 9 Alchemical SephirothF_RC67% (3)
- Chem 17 Exercises - Coordination Chemistry & Electrochemistry Thermochromic ComplexДокумент3 страницыChem 17 Exercises - Coordination Chemistry & Electrochemistry Thermochromic ComplexLizОценок пока нет
- Mass For Of: Scale Based On Resolution Mass Spectrometry Organic CompoundsДокумент9 страницMass For Of: Scale Based On Resolution Mass Spectrometry Organic CompoundsoreamigОценок пока нет
- Systematic Inorganic Chemistry 1946Документ452 страницыSystematic Inorganic Chemistry 1946omansuОценок пока нет
- Cat OnДокумент28 страницCat Onwkm782Оценок пока нет
- Cambridge International General Certificate of Secondary EducationДокумент16 страницCambridge International General Certificate of Secondary EducationAbdulBasitBilalSheikhОценок пока нет
- Chemistry and Chemical Reactivity 9th Edition Kotz Solutions ManualДокумент29 страницChemistry and Chemical Reactivity 9th Edition Kotz Solutions Manualscottnelsonsknjpibxam100% (9)
- Ferric OxalateДокумент11 страницFerric OxalateJoao Diniz100% (1)
- International Standard: IsojДокумент48 страницInternational Standard: IsojAhmed BaibarsОценок пока нет
- ScandiumДокумент6 страницScandiumkai dollОценок пока нет
- Hot-Dip Zn-5% Al Alloy-Coated Steel Sheets "Jfe Ecogal®": AbstractДокумент5 страницHot-Dip Zn-5% Al Alloy-Coated Steel Sheets "Jfe Ecogal®": AbstractVijay SharmaОценок пока нет
- 50 Ways To Name Your Compound: Assignment: Write The Corresponding Name or Formula For Each of The FollowingДокумент1 страница50 Ways To Name Your Compound: Assignment: Write The Corresponding Name or Formula For Each of The FollowingRavenia Ghani PutriОценок пока нет
- CookBook 01Документ25 страницCookBook 01Le HuyОценок пока нет
- Chapter 3Документ61 страницаChapter 3Avy VyОценок пока нет
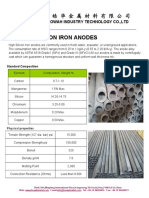
- Tubular Silicon Iron Anodes Technical DataДокумент2 страницыTubular Silicon Iron Anodes Technical DataAhmed MagdiОценок пока нет
- Chemistry Student's Book AnswersДокумент14 страницChemistry Student's Book AnswersChoudhry WalidОценок пока нет
- CHEMISTRY PROJECT Class XIIДокумент15 страницCHEMISTRY PROJECT Class XIIKapil KumarОценок пока нет
- Redox TitrationДокумент10 страницRedox TitrationJunior Singer DeepОценок пока нет
- Chemical Exergy EvaluationДокумент17 страницChemical Exergy EvaluationFernanda PerezОценок пока нет
- Standardization of KMnO4 Solution by Na2C2O4Документ32 страницыStandardization of KMnO4 Solution by Na2C2O4Hanh Pham0% (1)