Вам также может понравиться
- Din 6923Документ4 страницыDin 6923AS Baizidi100% (1)
- ИСО 2768 Допуски На Не СваркуДокумент14 страницИСО 2768 Допуски На Не СваркуsergeyОценок пока нет
- ГОСТ 8338-75Документ12 страницГОСТ 8338-75aliautodesign93Оценок пока нет
- ГОСТ 28964-91 Винты установочные с шестигранным углублением и засверленным концомДокумент4 страницыГОСТ 28964-91 Винты установочные с шестигранным углублением и засверленным концомЮлия ШутОценок пока нет
- Gost 14896 84 Защитные КольцаДокумент54 страницыGost 14896 84 Защитные Кольцаsmoki9869Оценок пока нет
- резиновые уплотнительные кольца PDFДокумент62 страницырезиновые уплотнительные кольца PDFejdigger ejОценок пока нет
- 3.1 Gost - 5915 70 Gajki - ShestigrannyeДокумент5 страниц3.1 Gost - 5915 70 Gajki - ShestigrannyeІгорКузнєцовОценок пока нет
- ГОСТ 6211-81Документ12 страницГОСТ 6211-81Ирина МихайловаОценок пока нет
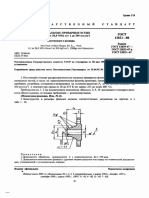
- Отраслевой стандартДокумент27 страницОтраслевой стандартAlexandr MalaninОценок пока нет
- UntitledДокумент51 страницаUntitledАлександр КупреевОценок пока нет
- ГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментДокумент7 страницГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментMynamesislayerОценок пока нет
- ГОСТ 11284-75 Отверстия сквозные под крепежные детали. РазмерыДокумент4 страницыГОСТ 11284-75 Отверстия сквозные под крепежные детали. РазмерыPaul MorrisonОценок пока нет
- Gost 270Документ11 страницGost 270Ezgi PelitОценок пока нет
- ГОСТ Р 70118 2022 Соединения заклепочные Выбор параметровДокумент12 страницГОСТ Р 70118 2022 Соединения заклепочные Выбор параметровzherebcov1920Оценок пока нет
- ГОСТ 28963-91Документ5 страницГОСТ 28963-91ДенисОценок пока нет
- ГОСТ 21348-75 Отверстия под нарезания трубной цилиндрической резьбы. ДиаметрыДокумент5 страницГОСТ 21348-75 Отверстия под нарезания трубной цилиндрической резьбы. ДиаметрыИрина МихайловаОценок пока нет
- Gost 11738-84Документ7 страницGost 11738-84ДенисОценок пока нет
- gost_9833-73Документ62 страницыgost_9833-73zherebcov1920Оценок пока нет
- ГОСТ 5717.2-2003 - Банки стеклянные для консервов. Основные параметры и размерыДокумент14 страницГОСТ 5717.2-2003 - Банки стеклянные для консервов. Основные параметры и размерыscribd1975Оценок пока нет
- ОПОРНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ цековки гост 12876Документ7 страницОПОРНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ цековки гост 12876еыОценок пока нет
- ГОСТ 11371-78 Шайбы. Технические условияДокумент6 страницГОСТ 11371-78 Шайбы. Технические условияЕкатерина ГордиевскихОценок пока нет
- 89754123lkДокумент30 страниц89754123lkნახუიОценок пока нет
- gost 6357 Резьба трубная цилиндрическаяДокумент7 страницgost 6357 Резьба трубная цилиндрическаяArtem Mikitenko100% (1)
- ОСТ 108.764.01-80 Пружины винтовые цилиндрические для подвесок трубопроводов ТЭС и АЭСДокумент11 страницОСТ 108.764.01-80 Пружины винтовые цилиндрические для подвесок трубопроводов ТЭС и АЭСЮлия ДамОценок пока нет
- ГОСТ 7808-70Документ8 страницГОСТ 7808-70aliautodesign93Оценок пока нет
- ГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыДокумент19 страницГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 20889-88 Шкивы Приводных Клиновых РемнейДокумент17 страницГОСТ 20889-88 Шкивы Приводных Клиновых РемнейИгорьОценок пока нет
- .Trashed 1707919237 4294852722Документ4 страницы.Trashed 1707919237 4294852722acingizОценок пока нет
- ERTW5EY45Документ6 страницERTW5EY45Satnam Rachna FastenersОценок пока нет
- 4294834969Документ23 страницы4294834969StefanHristozovОценок пока нет
- ГОСТ 10884-94Документ19 страницГОСТ 10884-94chemtausifОценок пока нет
- Gost 9690 71 TalrepyДокумент13 страницGost 9690 71 TalrepyИгорь СторожокОценок пока нет
- Plain plug-gauges (go side) with inserts of diameter from 0,30 up to 0,95 mm. Design and dimensions ОКП 39 3100Документ2 страницыPlain plug-gauges (go side) with inserts of diameter from 0,30 up to 0,95 mm. Design and dimensions ОКП 39 3100cab18192Оценок пока нет
- 4294846099Документ10 страниц4294846099dba35074Оценок пока нет
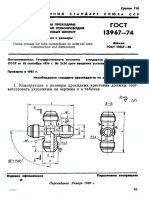
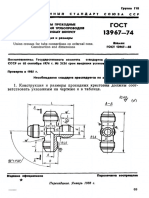
- ГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыДокумент3 страницыГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыGoodDogОценок пока нет
- ГОСТ 10344-80 Винты НевыпадающиеДокумент5 страницГОСТ 10344-80 Винты НевыпадающиеAlex GreenОценок пока нет
- ГОСТ 9065 ШайбыДокумент3 страницыГОСТ 9065 Шайбыkokoko777Оценок пока нет
- OCT 34-10-420 Колена огънатиДокумент5 страницOCT 34-10-420 Колена огънатиИвайло РошковОценок пока нет
- 25734Документ6 страниц25734ДмитрийОценок пока нет
- 4294822554Документ31 страница4294822554romanbarilyakromanОценок пока нет
- 72Документ10 страниц72cab18192Оценок пока нет
- DIN-125 Ru PDFДокумент4 страницыDIN-125 Ru PDFДидар ОруновОценок пока нет
- Đinh tán đầu bằng bán rỗng. gost - 12643-80Документ6 страницĐinh tán đầu bằng bán rỗng. gost - 12643-80Bach Do CongОценок пока нет
- ГОСТ 13963-74 - Угольники фланцевые проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент8 страницГОСТ 13963-74 - Угольники фланцевые проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13964-74 - Тройники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13964-74 - Тройники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 20295-85Документ11 страницГОСТ 20295-85Ulviyye ElesgerovaОценок пока нет
- ОСТ 37.001.031-72 Затяжка резьбовых соединений. Классы соединений, ряды крутящих моментовДокумент9 страницОСТ 37.001.031-72 Затяжка резьбовых соединений. Классы соединений, ряды крутящих моментовRoman BulkinОценок пока нет
- Допуски формы и расположения. Численные значения 24643-81Документ10 страницДопуски формы и расположения. Численные значения 24643-81howixam305Оценок пока нет
- 4294850451Документ8 страниц4294850451BlazzyОценок пока нет
- Gost 22395-77Документ21 страницаGost 22395-77Антон НестерчукОценок пока нет
- Gost 3262-75Документ8 страницGost 3262-75Abdullah Al JubayerОценок пока нет
- Din 607 - RusçaДокумент9 страницDin 607 - Rusçaalifuat duyguОценок пока нет
- 4294751773Документ11 страниц4294751773davidОценок пока нет
- ГОСТ 2688-80 - Канат двойной свивки типа ЛК-Р конструкции 6х19 (1+6+6 - 6) +1 о.с. СортаментДокумент9 страницГОСТ 2688-80 - Канат двойной свивки типа ЛК-Р конструкции 6х19 (1+6+6 - 6) +1 о.с. СортаментMynamesislayerОценок пока нет
- Gost14084 76Документ15 страницGost14084 76feyevo4528Оценок пока нет
- Gost 21571Документ10 страницGost 21571Антон НестерчукОценок пока нет
- 4294739995Документ10 страниц4294739995borodichОценок пока нет
- 4294826360Документ10 страниц4294826360BlazzyОценок пока нет
- 3D-моделирование в SketchUр 2015 — от простого к сложному : самоучительОт Everand3D-моделирование в SketchUр 2015 — от простого к сложному : самоучительОценок пока нет