Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- All in One - 10th Class em - Fa-2Документ35 страницAll in One - 10th Class em - Fa-2sai ramxeroxОценок пока нет
- Box 1.5m 1.5mДокумент22 страницыBox 1.5m 1.5mveevimalОценок пока нет
- Qualcast Trucks Catalog2015Документ188 страницQualcast Trucks Catalog2015Edwin Javier Garavito100% (2)
- Exjobb1 MBRДокумент86 страницExjobb1 MBRNermeen ElmelegaeОценок пока нет
- Repairment Methods of PipelinesДокумент8 страницRepairment Methods of PipelinescanakyuzОценок пока нет
- Design For RC Flat SlabsДокумент70 страницDesign For RC Flat SlabsAil AafaaqОценок пока нет
- Advances in Materials Technology For Fossil Power PlantsДокумент1 121 страницаAdvances in Materials Technology For Fossil Power Plantsadadamovicines100% (5)
- Why Is Carbon So VersatileДокумент8 страницWhy Is Carbon So VersatileDiana YucosingОценок пока нет
- Equivalencia AceroДокумент30 страницEquivalencia AceroJose VelosaОценок пока нет
- Notes of CH 2 Is Matter Around Us Pure - Class 9th ScienceДокумент9 страницNotes of CH 2 Is Matter Around Us Pure - Class 9th SciencepjatinОценок пока нет
- Sampling and Testing Modified Bituminous Sheet Material: Standard Test Methods ForДокумент8 страницSampling and Testing Modified Bituminous Sheet Material: Standard Test Methods ForProvocateur SamaraОценок пока нет
- Click' Chemistry in Polymer and Materials Science: ReviewДокумент40 страницClick' Chemistry in Polymer and Materials Science: ReviewDilip Kumar TiwariОценок пока нет
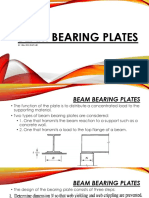
- 7-B. Beam Bearing PlatesДокумент14 страниц7-B. Beam Bearing PlatesMelchizedek EllОценок пока нет
- Methods and Techiniques in PathologyДокумент15 страницMethods and Techiniques in PathologyKiran100% (1)
- Welding PDFДокумент22 страницыWelding PDFKhawaja Abdul Basit SohailОценок пока нет
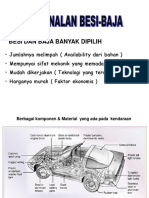
- 011 Besi BajaДокумент34 страницы011 Besi BajaMFA nounОценок пока нет
- Tutorial 3 - Questions Only - PVT Behavior - Ideal Gas - Virial EOSДокумент5 страницTutorial 3 - Questions Only - PVT Behavior - Ideal Gas - Virial EOSMihir Kumar Mech100% (1)
- 1 s2.0 S0950061820318560 MainДокумент7 страниц1 s2.0 S0950061820318560 MainElias SoaresОценок пока нет
- Pages From Certificate of Conformance For Lot-2 ASTM A490M Bolts, Nuts &washers (Key's and Clamp)Документ1 страницаPages From Certificate of Conformance For Lot-2 ASTM A490M Bolts, Nuts &washers (Key's and Clamp)Krishna VachaОценок пока нет
- Softening & Aniline PointsДокумент10 страницSoftening & Aniline Pointsكرار الكعبيОценок пока нет
- Note On Mac 1 Casting Process 1. Draw Block Diagram of Foundry Layout. Discuss Objectives of Good Plant LayoutДокумент28 страницNote On Mac 1 Casting Process 1. Draw Block Diagram of Foundry Layout. Discuss Objectives of Good Plant LayoutBVoc AutomobileОценок пока нет
- S001Документ1 страницаS001Yong Hui OngОценок пока нет
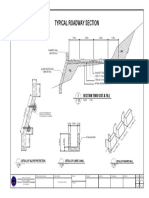
- Typical Roadway SectionДокумент1 страницаTypical Roadway SectionCarmela Ayessa PiguerraОценок пока нет
- Lecture 1Документ22 страницыLecture 1Sameer HussainОценок пока нет
- LAKBAY A Proposed PNR StationДокумент5 страницLAKBAY A Proposed PNR StationJohn Paul RamosОценок пока нет
- Solution To Problem 111 Normal Stress - Strength of Materials ReviewДокумент6 страницSolution To Problem 111 Normal Stress - Strength of Materials ReviewNagaraj MuniyandiОценок пока нет
- C Mastic: Main ApplicationДокумент1 страницаC Mastic: Main ApplicationHung Mai Van100% (2)
- Normal ResistivityДокумент1 страницаNormal ResistivityShahzad KhanОценок пока нет
- Thermometry PDFДокумент49 страницThermometry PDFYe YeoОценок пока нет