Вам также может понравиться
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineОт EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineРейтинг: 5 из 5 звезд5/5 (1)
- Rotor Dynamics 1Документ14 страницRotor Dynamics 1Marco NeveОценок пока нет
- Schroedahl ArvДокумент19 страницSchroedahl ArvfadzilharmanОценок пока нет
- Labtecta 04Документ10 страницLabtecta 04sanjeevvangeОценок пока нет
- Blower Testing StandardsДокумент13 страницBlower Testing StandardsChokri ChakiirОценок пока нет
- Chemical Engineering Progress: An PublicationДокумент1 страницаChemical Engineering Progress: An PublicationgoalgoalОценок пока нет
- Performance AnalysisДокумент10 страницPerformance AnalysisHimanshu RanjanОценок пока нет
- LN Uk Magtecta 01Документ8 страницLN Uk Magtecta 01denizarazОценок пока нет
- Rotordynamics: Bending Critical Speeds and Rotor Balancing: Politecnico Di Milano M.Sc. in Mechanical EngineeringДокумент14 страницRotordynamics: Bending Critical Speeds and Rotor Balancing: Politecnico Di Milano M.Sc. in Mechanical EngineeringArnab B.Оценок пока нет
- Centrifugal Pump Set Failure ModesДокумент70 страницCentrifugal Pump Set Failure ModesArif WidyatamaОценок пока нет
- PumpsДокумент45 страницPumpsMehmood Ul Hassan100% (1)
- Centrifugal Compressor HorsepowerДокумент9 страницCentrifugal Compressor HorsepowerCurtis DookieОценок пока нет
- Compressor Turbo-Air API a4-IRДокумент12 страницCompressor Turbo-Air API a4-IRMachineryengОценок пока нет
- CMVA2010 Pump Cavitation PresentationДокумент30 страницCMVA2010 Pump Cavitation PresentationHéctor RiveraОценок пока нет
- ACHE Windmill DraftguardДокумент5 страницACHE Windmill DraftguardTIKSHALAОценок пока нет
- Tilting Pad Journal Bearing Starvation EffectsДокумент10 страницTilting Pad Journal Bearing Starvation EffectsFarzadОценок пока нет
- SCHROEDER Automatic Recirculation Check ValveДокумент14 страницSCHROEDER Automatic Recirculation Check ValveAli Bari100% (1)
- Machinery Component Maintenance and RepairДокумент2 страницыMachinery Component Maintenance and Repairapi-3723333100% (1)
- Sonatrach COCE Operation Eng 2ggДокумент409 страницSonatrach COCE Operation Eng 2ggVijay Vishal100% (1)
- Thermodynamics PDFДокумент125 страницThermodynamics PDFAnonymous ffje1rpaОценок пока нет
- Compressor Choke: by TMI Staff & Contributors On August 27, 2019Документ5 страницCompressor Choke: by TMI Staff & Contributors On August 27, 2019Tusar KoleОценок пока нет
- Tuthil Gear Pump Performance CurveДокумент6 страницTuthil Gear Pump Performance CurveLuis R MartínezОценок пока нет
- Failure Mode and Effects Analysis1Документ6 страницFailure Mode and Effects Analysis1VLASTARОценок пока нет
- Defect Elimination From A CMMS Perspective - Reliabilityweb - A Culture of ReliabilityДокумент17 страницDefect Elimination From A CMMS Perspective - Reliabilityweb - A Culture of ReliabilityAugusto RezendeОценок пока нет
- Centrifugal Pump Operating Range As Per API 610 - LinkedInДокумент2 страницыCentrifugal Pump Operating Range As Per API 610 - LinkedInragulОценок пока нет
- Ebara Horizontal Multistage PumpДокумент27 страницEbara Horizontal Multistage PumpYohanes KrisОценок пока нет
- The Axial Flow Compressor CompromiseДокумент8 страницThe Axial Flow Compressor Compromisekincandia100% (4)
- Guide To Measure Rotating EquipmentДокумент18 страницGuide To Measure Rotating EquipmentMDRОценок пока нет
- Pump RotordynamicsДокумент26 страницPump RotordynamicsHalil İbrahim Küplü100% (1)
- EFRC Guidelines For LiquidsДокумент63 страницыEFRC Guidelines For LiquidsAgustin A.Оценок пока нет
- Ondition Onitoring: P - H N.SДокумент39 страницOndition Onitoring: P - H N.Sकृष्णकुमार दत्तात्रेय जोशीОценок пока нет
- JIP Compressor FoulingДокумент3 страницыJIP Compressor FoulinglvicencioaОценок пока нет
- Impeller Repair Techniques For Centrifugal Compressors PDFДокумент8 страницImpeller Repair Techniques For Centrifugal Compressors PDFFonCKm09Оценок пока нет
- Crankshaft Failure in CompressorДокумент12 страницCrankshaft Failure in CompressorKristomiDerMarine-IngenieurОценок пока нет
- Asset Management Plant PDFДокумент42 страницыAsset Management Plant PDFJose Antonio100% (1)
- SEALДокумент6 страницSEALkishorsinghОценок пока нет
- Pitfalls of Pump PipingДокумент3 страницыPitfalls of Pump PipingChris PeramunugamaОценок пока нет
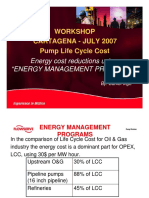
- Pump Life Cycle Cost 8 Energy Cost ReductionДокумент31 страницаPump Life Cycle Cost 8 Energy Cost ReductionRafael OrjuelaОценок пока нет
- Dyrhh Steam Turbine: High Back-Pressure, Large Frame Single-Stage Steam TurbineДокумент2 страницыDyrhh Steam Turbine: High Back-Pressure, Large Frame Single-Stage Steam Turbineameya natuОценок пока нет
- Is Rod Drop The Right Measurement For My Reciprocating Compressor?Документ4 страницыIs Rod Drop The Right Measurement For My Reciprocating Compressor?Sagar MishraОценок пока нет
- Dry Gas Seal OperationДокумент16 страницDry Gas Seal Operationwaqas pirachaОценок пока нет
- Flow Profile For Reciprocating Pumps - Chemical Engineering ProcessingДокумент3 страницыFlow Profile For Reciprocating Pumps - Chemical Engineering ProcessingVILLANUEVA_DANIEL2064Оценок пока нет
- Syn Gas Compressor Oil Tank ExplosionДокумент6 страницSyn Gas Compressor Oil Tank Explosionarunanshu palОценок пока нет
- Engine Pedestal Vibration - A New Solution Approach Using A Tuned-Mass Damper - R00Документ22 страницыEngine Pedestal Vibration - A New Solution Approach Using A Tuned-Mass Damper - R00Kelly EberleОценок пока нет
- Advanced Turbo MachineryДокумент2 страницыAdvanced Turbo Machineryjvinod2025Оценок пока нет
- DGS - 2. JCДокумент15 страницDGS - 2. JCfjafarvand100% (1)
- Viberation and Noise in Centrifugal PumpsДокумент12 страницViberation and Noise in Centrifugal PumpsFahad MaqsoodОценок пока нет
- Experience With Torsional Vibration at Reciprocating CompressorsДокумент14 страницExperience With Torsional Vibration at Reciprocating CompressorsÏmŗäņPŗïņċëОценок пока нет
- Pumps Vibrations Limits As Per International Standards: EnggcyclopediaДокумент10 страницPumps Vibrations Limits As Per International Standards: Enggcyclopediasantosh kumarОценок пока нет
- Trouble Shooting Problems in Chemical IndustryДокумент64 страницыTrouble Shooting Problems in Chemical IndustrySushant DhirОценок пока нет
- Centrifugal Compressors: Petroskills CourseДокумент23 страницыCentrifugal Compressors: Petroskills CoursedeepikaОценок пока нет
- Mechanical Seals (Compatibility Mode)Документ81 страницаMechanical Seals (Compatibility Mode)mechanikyОценок пока нет
- Trane SemiHermetic CompressorsДокумент169 страницTrane SemiHermetic CompressorsGerson RomeroОценок пока нет
- Centrifugal Pumps: Basic Concepts of Operation, Maintenance, and Troubleshooting (Part-I)Документ31 страницаCentrifugal Pumps: Basic Concepts of Operation, Maintenance, and Troubleshooting (Part-I)rajeshkumarОценок пока нет
- Centrifugal PumpДокумент11 страницCentrifugal PumpMarc EdwardsОценок пока нет
- Optimising ESP Runlife - A Practical Checklist - 7th European ESP Round Table, Aberdeen 2002 PDFДокумент8 страницOptimising ESP Runlife - A Practical Checklist - 7th European ESP Round Table, Aberdeen 2002 PDFazareiforoushОценок пока нет
- 7 European Electric Submersible Pump Round Table Aberdeen, ScotlandДокумент8 страниц7 European Electric Submersible Pump Round Table Aberdeen, Scotlandshy_boyОценок пока нет
- GER3620L Nov 3 09b RevДокумент60 страницGER3620L Nov 3 09b RevGTENG CPIОценок пока нет
- j5 Catalogue 3Документ2 страницыj5 Catalogue 3ho-faОценок пока нет
- Paper A 812755561 53741 1 1 0Документ11 страницPaper A 812755561 53741 1 1 0ho-faОценок пока нет
- Oscillators TheoryAndPractice EMesser 2009 10Документ50 страницOscillators TheoryAndPractice EMesser 2009 10amardОценок пока нет
- RMS Bearing Fault DiagnosisДокумент5 страницRMS Bearing Fault Diagnosisho-fa100% (1)
- Stability Analysis and Testing of A Train of CentrifugalДокумент14 страницStability Analysis and Testing of A Train of Centrifugalho-faОценок пока нет
- Machinery Lubrication Brochure EДокумент2 страницыMachinery Lubrication Brochure Eho-faОценок пока нет
- 800-1007 GAS DampenerДокумент2 страницы800-1007 GAS Dampenerho-faОценок пока нет
- NotesOnFluidFilmJournalBearing OverviewДокумент71 страницаNotesOnFluidFilmJournalBearing OverviewbatporaОценок пока нет
- Effect of Unbalance On Performance of Centrifugal PumpДокумент5 страницEffect of Unbalance On Performance of Centrifugal Pumpho-fa100% (1)
- S4B P2Документ6 страницS4B P2ho-faОценок пока нет
- Dynrot Handbook DYNROT HBKДокумент125 страницDynrot Handbook DYNROT HBKho-faОценок пока нет
- Girth Gear WearДокумент6 страницGirth Gear Wearho-fa100% (2)
- MIMOSA - Cbo For MFG 10-5-04 FinalДокумент2 страницыMIMOSA - Cbo For MFG 10-5-04 Finalho-faОценок пока нет
- DCA31 BumptestДокумент3 страницыDCA31 Bumptestho-faОценок пока нет
- SFMEA Descriptors PDFДокумент2 страницыSFMEA Descriptors PDFIkshit JainОценок пока нет
- Relationship: of Influence Coefficients Between Static-Couple and Multiplane Methods On Two-Plane BalancingДокумент14 страницRelationship: of Influence Coefficients Between Static-Couple and Multiplane Methods On Two-Plane BalancingHimanshu VarshneyОценок пока нет
- Creating Survey Periods and Printing The Survey Period ReportДокумент6 страницCreating Survey Periods and Printing The Survey Period Reportho-faОценок пока нет
- Crest FactorДокумент2 страницыCrest Factorankurmalviya123Оценок пока нет
- High Speed Gear BalanceДокумент1 страницаHigh Speed Gear Balanceho-faОценок пока нет
- ST101 in A PDM ProgramДокумент4 страницыST101 in A PDM Programho-faОценок пока нет
- Cepstrum AnalysisДокумент1 страницаCepstrum AnalysisZacharia CherianОценок пока нет
- Filling The GapДокумент3 страницыFilling The Gapho-faОценок пока нет
- TECH WhyTriaxialSpectralDataДокумент6 страницTECH WhyTriaxialSpectralDataMohamed BelallОценок пока нет
- Integrating 20vibrationДокумент10 страницIntegrating 20vibrationpraneetsadekarОценок пока нет
- Phase MeasurementsДокумент6 страницPhase Measurementsho-faОценок пока нет
- Innovations in PDMДокумент10 страницInnovations in PDMho-faОценок пока нет
- Tech WhatislinearityДокумент7 страницTech Whatislinearityfriedmanalan1Оценок пока нет
- CB M Decision Making WithДокумент12 страницCB M Decision Making Withho-faОценок пока нет
- Justifying Predictive MaintenanceДокумент4 страницыJustifying Predictive MaintenanceFrancisco FloresОценок пока нет
- Vortex Formula BookДокумент5 страницVortex Formula BookCristian GiurgeaОценок пока нет
- Hydraulics and Pneumatics Lab1Документ27 страницHydraulics and Pneumatics Lab1farhan125100% (1)
- Spanish For PipersДокумент6 страницSpanish For PipersJuan Manuel DiazОценок пока нет
- Combinepdf Rev1Документ70 страницCombinepdf Rev1dilan fauzyОценок пока нет
- Hydraulics10 Neric10Документ12 страницHydraulics10 Neric10jrmmansayonОценок пока нет
- Sabp L 006 PDFДокумент8 страницSabp L 006 PDFWОценок пока нет
- UPDA Mech - Pumps - NFPA - General Question-Session 3 PDFДокумент60 страницUPDA Mech - Pumps - NFPA - General Question-Session 3 PDFSuresh SubbarayanОценок пока нет
- Aerodynamics Class 1Документ21 страницаAerodynamics Class 1Rene QueirozОценок пока нет
- STARLINE StandardДокумент5 страницSTARLINE StandardJacobus CalvelageОценок пока нет
- Wall Roughness Effects On The Supersonic Flow Over A Circular CylinderДокумент21 страницаWall Roughness Effects On The Supersonic Flow Over A Circular CylinderYokoОценок пока нет
- Lift.: Tfhs and NarДокумент16 страницLift.: Tfhs and NarBurak ArpaciogluОценок пока нет
- Series 4 - CAMOZZI General Valves and Solenoid Valves 1Документ15 страницSeries 4 - CAMOZZI General Valves and Solenoid Valves 1ShahОценок пока нет
- Manual Instalacion Genset GQNAДокумент50 страницManual Instalacion Genset GQNAmackyyoОценок пока нет
- Centrifugal Pumps PDFДокумент380 страницCentrifugal Pumps PDFMohamed Badian TraoreОценок пока нет
- Why Do Vortices Generate Sound-Alan PowellДокумент9 страницWhy Do Vortices Generate Sound-Alan Powellila_368684492Оценок пока нет
- Energy and Hydraulic Grade LineДокумент7 страницEnergy and Hydraulic Grade Lineyarzar17Оценок пока нет
- List KPP... 10-... - 1 ENGLISH Var Oct 2015 PDFДокумент2 страницыList KPP... 10-... - 1 ENGLISH Var Oct 2015 PDFРома БлошенкоОценок пока нет
- 6020B Main Hydraulic SchematicДокумент11 страниц6020B Main Hydraulic Schematiczawmoe aungОценок пока нет
- Combined Karcher AR Trouble ShootingДокумент18 страницCombined Karcher AR Trouble ShootingFrancisco Eric CelestinoОценок пока нет
- CH 3Документ5 страницCH 3Amaterasu Susanoo Tsukuyomi100% (3)
- Reservoir Engineering Assignment 22Документ11 страницReservoir Engineering Assignment 22Mohammad Haq100% (1)
- Wouter Witzel - ECV: Product Data SheetДокумент3 страницыWouter Witzel - ECV: Product Data SheetKristinОценок пока нет
- Wall Thickness Calculation As Per ASME B31.3Документ2 страницыWall Thickness Calculation As Per ASME B31.3Meena Rezkallah100% (4)
- V0 2000 CT Des 0001 - QДокумент65 страницV0 2000 CT Des 0001 - QKike MoraОценок пока нет
- Plumbing Engineering & Design Handbook of TablesДокумент14 страницPlumbing Engineering & Design Handbook of Tablesfelipe100% (1)
- Akhilesh Gogikar - Term PaperДокумент7 страницAkhilesh Gogikar - Term PaperdomОценок пока нет
- Catalogo Spir StarДокумент20 страницCatalogo Spir StarJors SanzОценок пока нет
- National Oilwell Varco - High Pressure, Positive Displacement, Reciprocating PumpsДокумент2 страницыNational Oilwell Varco - High Pressure, Positive Displacement, Reciprocating Pumpsnoha azamaliОценок пока нет
- Lecture Notes 13-1Документ82 страницыLecture Notes 13-1ahmad zaini100% (1)