Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Makalah Songs, Games, and StoryДокумент27 страницMakalah Songs, Games, and Storyananda_LAОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Digital Literacy Year 2 Week 9Документ1 страницаDigital Literacy Year 2 Week 9MOHAMED GEREZAОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Narrative InquiryДокумент16 страницNarrative Inquirybelford11Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Assessment Plan and Instructional SequenceДокумент20 страницAssessment Plan and Instructional Sequenceapi-234333471Оценок пока нет
- E-Tech 2018-2019Документ110 страницE-Tech 2018-2019Frances A. Palec100% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- 4 9 10 NewsletterДокумент2 страницы4 9 10 Newsletterkimbrubaker9061Оценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- NA Circular No. 3 of 2022Документ4 страницыNA Circular No. 3 of 2022wilmamclounОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Teaching and Learning in Aboriginal Education: Assessment Two - EssayДокумент6 страницTeaching and Learning in Aboriginal Education: Assessment Two - Essayapi-465726569Оценок пока нет
- 4th Grade GeographyДокумент3 страницы4th Grade GeographyNeo SequeiraОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Online Teaching Pre A1 Starters Speaking Answering Personal QuestionsДокумент7 страницOnline Teaching Pre A1 Starters Speaking Answering Personal QuestionsACRОценок пока нет
- CT Lesson Plan 2Документ8 страницCT Lesson Plan 2api-445001580Оценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Detailed Lesson Plan in Kindergarten: (Pnekbs-Ic-4) PNEKBS-Id-6) (PNEKBS-Ii-8) (MKSC-00-19)Документ4 страницыDetailed Lesson Plan in Kindergarten: (Pnekbs-Ic-4) PNEKBS-Id-6) (PNEKBS-Ii-8) (MKSC-00-19)Marian Triguero Saldi100% (1)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Agricultural Crop TLE PECS7-0k-1Документ4 страницыAgricultural Crop TLE PECS7-0k-1janeОценок пока нет
- KHDA - Japanese School 2016-2017Документ23 страницыKHDA - Japanese School 2016-2017Edarabia.comОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Conflict ManagementДокумент11 страницConflict ManagementSaadat ShaikhОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Lesson Plan 203Документ4 страницыLesson Plan 203api-534257638Оценок пока нет
- Science4 - 1st QTR - Mod 3 - MixДокумент42 страницыScience4 - 1st QTR - Mod 3 - MixJAYDEN PAULO CASTILLOОценок пока нет
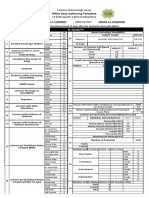
- A. Access B. Quality: TMEA Data Gathering TemplateДокумент4 страницыA. Access B. Quality: TMEA Data Gathering Templateangel lopezОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Stretch Level2 Teachers BookДокумент114 страницStretch Level2 Teachers Bookceyda.cuteОценок пока нет
- Unit 1 Business - Assignment BriefДокумент7 страницUnit 1 Business - Assignment BriefMuhammad UMERОценок пока нет
- Annual Plan 2Документ22 страницыAnnual Plan 2Nancy CárdenasОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Handout Developing Engaging Questions For Online DiscussionsДокумент34 страницыHandout Developing Engaging Questions For Online Discussionsrdan00313Оценок пока нет
- List of Universities in BruneiДокумент2 страницыList of Universities in BruneiSyafiq Wahab100% (1)
- Gergely, G., & Csibra, G. (2006) - Sylvia's RecipeДокумент15 страницGergely, G., & Csibra, G. (2006) - Sylvia's RecipeVerónica BenavidezОценок пока нет
- Final Qualification and Job Description of Faculties - RAHSДокумент8 страницFinal Qualification and Job Description of Faculties - RAHSm29hereОценок пока нет
- Speech Peer Feedback: FromДокумент1 страницаSpeech Peer Feedback: FromEmmaОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Finished Foundations of Curriculum TaskДокумент37 страницFinished Foundations of Curriculum TaskmacОценок пока нет
- DLL FBS Week 2Документ4 страницыDLL FBS Week 2Maureen R RitualОценок пока нет
- Molly Jeannie Alphabetic Beginner Lesson TemplateДокумент39 страницMolly Jeannie Alphabetic Beginner Lesson Templateapi-662614039Оценок пока нет
- One Grain of Rice Read AloudДокумент4 страницыOne Grain of Rice Read Aloudapi-279810789Оценок пока нет