Вам также может понравиться
- Cationized Cotton DyeingДокумент16 страницCationized Cotton DyeingjitundcОценок пока нет
- Central Coir Research InstituteДокумент15 страницCentral Coir Research InstituteBibilal VijayadevОценок пока нет
- Cat IonizerДокумент6 страницCat IonizerAnonymous 5HRD46hОценок пока нет
- Development of Shade Continuity and Wash-Fastness Properties of Reactive Dyed Cellulosic Fabrics .Документ4 страницыDevelopment of Shade Continuity and Wash-Fastness Properties of Reactive Dyed Cellulosic Fabrics .Rezaul Karim TutulОценок пока нет
- Dyeing Behavior of Cotton Fabric With Weld and Madder Natural Dyeing PlantsДокумент4 страницыDyeing Behavior of Cotton Fabric With Weld and Madder Natural Dyeing PlantsmanenaОценок пока нет
- Application Methods of Reactive Dyeing - Textile LearnerДокумент12 страницApplication Methods of Reactive Dyeing - Textile LearnerAnas ZidaneОценок пока нет
- Denim Dyeing ProcessДокумент6 страницDenim Dyeing ProcessArpit Awasthi67% (3)
- Green Chemistry DyeingДокумент6 страницGreen Chemistry DyeingRajdeep SinghОценок пока нет
- Deying TemperatureДокумент12 страницDeying TemperatureIrtza ArainОценок пока нет
- Salt-Free Dyeing On Cotton - An Approach To Effluent PDFДокумент9 страницSalt-Free Dyeing On Cotton - An Approach To Effluent PDFPaurav LakhaniОценок пока нет
- Pre Treatment TestДокумент15 страницPre Treatment TestMirza Tahir BaigОценок пока нет
- Dye House AutomationДокумент6 страницDye House AutomationMd.oaliur RahamanОценок пока нет
- Dyeing - Cold Pad Batch Project PDFДокумент93 страницыDyeing - Cold Pad Batch Project PDFJaywant Bari86% (22)
- Standardization of Recipe For DyeingДокумент7 страницStandardization of Recipe For DyeingfreakishroseОценок пока нет
- E CONTROlДокумент5 страницE CONTROlHrishikesh Dhawadshikar100% (2)
- Textile AssignmentДокумент8 страницTextile AssignmentMahmudul Hasan Khan40% (5)
- Dyeing Behaviour of Differently Degummed Silk Fibers: Vedran Đurašević Waldemar Machnowski & Anna KotlinskaДокумент6 страницDyeing Behaviour of Differently Degummed Silk Fibers: Vedran Đurašević Waldemar Machnowski & Anna KotlinskaThanikai Vimal0% (1)
- Textile Dyeing Document For Lab Matching With Various Dyes. (Exhaust Process)Документ89 страницTextile Dyeing Document For Lab Matching With Various Dyes. (Exhaust Process)Khandaker Sakib FarhadОценок пока нет
- Effect of Tannic Acid and Metallic Mordants On The DyeingДокумент5 страницEffect of Tannic Acid and Metallic Mordants On The DyeingHëss EmmanuelОценок пока нет
- 01703Документ3 страницы01703Shaique SiddiqueОценок пока нет
- Understanding the Dyeability of Disperse Dyes on Polylactic Acid (PLA) FabricДокумент5 страницUnderstanding the Dyeability of Disperse Dyes on Polylactic Acid (PLA) FabricMaya PillaiОценок пока нет
- Dyeing Process Guide: Types, Machines & OptimizationДокумент3 страницыDyeing Process Guide: Types, Machines & OptimizationVipin Singh KandholОценок пока нет
- Ijaers Oct 2014 010Документ4 страницыIjaers Oct 2014 010Noman GhaffarОценок пока нет
- Cotton Fabric Dyeing with Reactive DyesДокумент6 страницCotton Fabric Dyeing with Reactive DyesShaheen Monir HossainОценок пока нет
- Inovation in Dyeng - ThisДокумент57 страницInovation in Dyeng - Thisviendetmay100% (1)
- Fabric Dyeing MachineДокумент8 страницFabric Dyeing MachineSI ShakilОценок пока нет
- Dyeing Polyester Fibres with Disperse DyesДокумент7 страницDyeing Polyester Fibres with Disperse DyesWathsala VinodaniОценок пока нет
- The Use of Rice Straw As An AdsorbantДокумент4 страницыThe Use of Rice Straw As An AdsorbantgobinathdpiОценок пока нет
- Experiment 9 - Analysis of Fibre Dyes by HPLCДокумент5 страницExperiment 9 - Analysis of Fibre Dyes by HPLCNur Atiqah AhmadОценок пока нет
- Art. No 344 Pag. 13-18Документ6 страницArt. No 344 Pag. 13-18AshutoshОценок пока нет
- Dyeing of Cotton With Natural Dye Extract From Coconut HuskДокумент4 страницыDyeing of Cotton With Natural Dye Extract From Coconut HuskIJSTEОценок пока нет
- Carrier Dyeing Method for Disperse DyesДокумент2 страницыCarrier Dyeing Method for Disperse DyesrashidtexОценок пока нет
- University of Management and Technology: Textile Labs Wet Processing Lab Manual TX-232Документ16 страницUniversity of Management and Technology: Textile Labs Wet Processing Lab Manual TX-232Safdar ZafarОценок пока нет
- Case Study in Textile PrintingДокумент33 страницыCase Study in Textile PrintingAun Na-DonОценок пока нет
- Cationization OF Cotton Fabrics - Salt Free Dyeing & Pigment Dyeing by Exhaust.Документ19 страницCationization OF Cotton Fabrics - Salt Free Dyeing & Pigment Dyeing by Exhaust.L.N.CHEMICAL INDUSTRYОценок пока нет
- 10 5923 J Textile 20160504 03 PDFДокумент5 страниц10 5923 J Textile 20160504 03 PDFAkshay DolasОценок пока нет
- Dyefix-CF - Dye Fixing Agent With Excellent Fastness To Chlorine.Документ10 страницDyefix-CF - Dye Fixing Agent With Excellent Fastness To Chlorine.L.N.CHEMICAL INDUSTRYОценок пока нет
- Separation of Acid, Basic and Disperse Dyes by Single Gradient Elution RP HPLCДокумент8 страницSeparation of Acid, Basic and Disperse Dyes by Single Gradient Elution RP HPLCnsovticОценок пока нет
- Microwave Dyeing Improves Color Strength and Fastness of CottonДокумент8 страницMicrowave Dyeing Improves Color Strength and Fastness of Cottongetachew ligerОценок пока нет
- Application of Disperse Dyes Application Methods of Disperse Dyes Factors Considered For SelectionДокумент1 страницаApplication of Disperse Dyes Application Methods of Disperse Dyes Factors Considered For SelectionrashidtexОценок пока нет
- 2nd Lab ReportДокумент13 страниц2nd Lab Reportali hasan100% (1)
- Arman PPT Jayashree TextilesДокумент20 страницArman PPT Jayashree TextilesARMAN HUSSAINОценок пока нет
- Dyeing-Pad Batch AssignmentДокумент22 страницыDyeing-Pad Batch AssignmentTooba Anum100% (1)
- Textile dyeing methods and processesДокумент11 страницTextile dyeing methods and processesFerdous Khan RubelОценок пока нет
- National Textile University Faculty of Engineering & TechnologyДокумент8 страницNational Textile University Faculty of Engineering & TechnologyShahan AkhtarОценок пока нет
- One-Bath Dyeing Process For Polyester Cotton Blend Using Physical Mixtures of Reactive and DisperseДокумент11 страницOne-Bath Dyeing Process For Polyester Cotton Blend Using Physical Mixtures of Reactive and DisperseariefОценок пока нет
- Salt Free Reactive Dyeing On Cotton (Cationized) Knit FabricДокумент10 страницSalt Free Reactive Dyeing On Cotton (Cationized) Knit FabricAyman sebaeiОценок пока нет
- Dyeing of Polyester and Cotton BlendДокумент50 страницDyeing of Polyester and Cotton BlendarafathosainОценок пока нет
- Different Dyieng MethodsДокумент46 страницDifferent Dyieng MethodsDeepali Choudhary100% (1)
- Mordant Printed Cotton Fabric Dyed in Natural Dye - KaleДокумент4 страницыMordant Printed Cotton Fabric Dyed in Natural Dye - KaleAnne CalyxОценок пока нет
- Fabric Dyeing ProcessДокумент8 страницFabric Dyeing ProcessNikita JainОценок пока нет
- Dyeing soybean fibre with reactive dyesДокумент5 страницDyeing soybean fibre with reactive dyesAnonymous wA6NGuyklDОценок пока нет
- Salt Alkali Free ReactiveДокумент6 страницSalt Alkali Free ReactiveSaif Rahman100% (1)
- Ijftr 21 (1) 41-49 PDFДокумент9 страницIjftr 21 (1) 41-49 PDFsamy zaherОценок пока нет
- APO Question With Ans 2Документ6 страницAPO Question With Ans 2nahid hasanОценок пока нет
- 4.1.04 Dyeing Polyester With Carrier - HTДокумент2 страницы4.1.04 Dyeing Polyester With Carrier - HTRakhsh KhorvashОценок пока нет
- Studies On Dyeing of Silk Yarn With Lac DyeДокумент6 страницStudies On Dyeing of Silk Yarn With Lac DyeAnne CalyxОценок пока нет
- Pad BatchДокумент7 страницPad BatchPadmakar29Оценок пока нет
- Soap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.От EverandSoap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.Рейтинг: 4 из 5 звезд4/5 (2)
- The Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentОт EverandThe Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentОценок пока нет
- Reflex VG 3000Документ1 страницаReflex VG 3000Wei Mee HiiОценок пока нет
- Beer-Lambert Law: Concentration (G/ML) x10 AbsorbanceДокумент3 страницыBeer-Lambert Law: Concentration (G/ML) x10 AbsorbanceCaleb LiОценок пока нет
- Lecture 07 - ThermochemistryДокумент9 страницLecture 07 - ThermochemistryHyeon Chang NoОценок пока нет
- Bioethanol Production From Renewable Raw Materials and Its Separation and Purification: A ReviewДокумент23 страницыBioethanol Production From Renewable Raw Materials and Its Separation and Purification: A ReviewKarla HyltonОценок пока нет
- Iso 6887 1 2017 en PDFДокумент11 страницIso 6887 1 2017 en PDFANGE_1902Оценок пока нет
- Determining Algal Resistance of Plastic Films: Standard Practice ForДокумент3 страницыDetermining Algal Resistance of Plastic Films: Standard Practice ForjayakumarОценок пока нет
- SPE-2559-PA Shale Control With Balanced Activity ObmДокумент8 страницSPE-2559-PA Shale Control With Balanced Activity ObmWilliam RocaОценок пока нет
- Chemistry 13th Edition Raymond Chang Jason OverbyДокумент77 страницChemistry 13th Edition Raymond Chang Jason OverbylunaОценок пока нет
- Student's Online Chemistry Progress ReportДокумент1 страницаStudent's Online Chemistry Progress ReportPrayrit JainОценок пока нет
- Minor08 Ans DLP NEET17 (Pmtcorner - In)Документ4 страницыMinor08 Ans DLP NEET17 (Pmtcorner - In)Suhel AkhtarОценок пока нет
- Regiospecific Epoxidation of Carvone: Understanding Selectivity and MechanismДокумент30 страницRegiospecific Epoxidation of Carvone: Understanding Selectivity and MechanismAitor PastorОценок пока нет
- Ashford Formula Submittal PacketДокумент15 страницAshford Formula Submittal PacketAntónio FontesОценок пока нет
- NSA5031 Bolt GalleyДокумент11 страницNSA5031 Bolt GalleyIliaОценок пока нет
- Alfa Acros 2017 OrganicsДокумент3 940 страницAlfa Acros 2017 OrganicsTeo BaОценок пока нет
- 34 Samss 612Документ8 страниц34 Samss 612naruto256Оценок пока нет
- Stainless Steels & Nickel AlloysДокумент108 страницStainless Steels & Nickel AlloysAhmad Aloudah50% (8)
- SSG4000AC Data SheetДокумент8 страницSSG4000AC Data SheetThiagoAgОценок пока нет
- Compressor Tabela de Aplicacao PDFДокумент3 страницыCompressor Tabela de Aplicacao PDFjhon padronОценок пока нет
- RUCO-COAT BC 7068: CompositionДокумент3 страницыRUCO-COAT BC 7068: CompositionHoài NguyễnОценок пока нет
- Coordination Compounds (Q.B.) 12thДокумент11 страницCoordination Compounds (Q.B.) 12thRaju SinghОценок пока нет
- The Impact of Biodiesel Fuel On EthanolДокумент11 страницThe Impact of Biodiesel Fuel On EthanolLetso JamesОценок пока нет
- Polymer Viscoelasticity: Stress and Strain in PracticeДокумент900 страницPolymer Viscoelasticity: Stress and Strain in Practicerin karinОценок пока нет
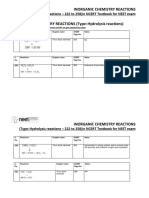
- Inorganic Chemistry Reactions Inorganic Chemistry Reactions (Type: Hydrolysis Reactions)Документ15 страницInorganic Chemistry Reactions Inorganic Chemistry Reactions (Type: Hydrolysis Reactions)mpОценок пока нет
- Histopathology Procedures: From Tissue Sampling To Histopathological EvaluationДокумент15 страницHistopathology Procedures: From Tissue Sampling To Histopathological EvaluationABHINABA GUPTAОценок пока нет
- Microbial Degradation of Plastic A ReviewДокумент10 страницMicrobial Degradation of Plastic A ReviewMaryam HinaОценок пока нет
- C672-12 Scalling Resistance of Concrete Surfaces Exposed To Deicing Chemicals.13104Документ3 страницыC672-12 Scalling Resistance of Concrete Surfaces Exposed To Deicing Chemicals.13104Kartika Setia RiniОценок пока нет
- Introduction To EOR ProcessesДокумент9 страницIntroduction To EOR Processesعلي التميميОценок пока нет
- Chemistry VivaДокумент16 страницChemistry VivakritikaОценок пока нет
- Unit 1 Notes - Atomic Structure & PropertiesДокумент24 страницыUnit 1 Notes - Atomic Structure & PropertiesEthan WalterОценок пока нет
- Test Bank For Chemistry and Chemical Reactivity 10th Edition by KotzДокумент18 страницTest Bank For Chemistry and Chemical Reactivity 10th Edition by KotzCharles Pando100% (35)