Вам также может понравиться
- Winmax Probe Training: Part Probe Setup and Conversational CalibrationДокумент35 страницWinmax Probe Training: Part Probe Setup and Conversational CalibrationNikolat84Оценок пока нет
- Study On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsДокумент5 страницStudy On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsAnonymous 5AmJ13mLkОценок пока нет
- AttachДокумент2 страницыAttachJorge TorresОценок пока нет
- HAAS VF-0 User's Manual: Stanford Product Realization LaboratoryДокумент14 страницHAAS VF-0 User's Manual: Stanford Product Realization LaboratoryrcrdvlscОценок пока нет
- Hurco Probing ManualДокумент34 страницыHurco Probing ManualLuis CostaОценок пока нет
- CNC Machine Tool OffsetsДокумент1 страницаCNC Machine Tool OffsetsAllan HarrisОценок пока нет
- G and M Coding Lab 03Документ24 страницыG and M Coding Lab 03Mohsin Qazi100% (1)
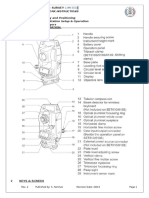
- Total Station Setup and OperationДокумент33 страницыTotal Station Setup and OperationMaskusHaryadiОценок пока нет
- Procedure To Set Tool LengthДокумент1 страницаProcedure To Set Tool LengthEddy SanchezОценок пока нет
- Submitted By: Yumul, Khiel S. Submitted To: Engr. Genesis A. CasiñoДокумент15 страницSubmitted By: Yumul, Khiel S. Submitted To: Engr. Genesis A. CasiñoKhiel YumulОценок пока нет
- Total Station: Parts, Functions and Setting-Up ProceduresДокумент15 страницTotal Station: Parts, Functions and Setting-Up ProceduresKhiel YumulОценок пока нет
- How To Operate Hass MachineДокумент4 страницыHow To Operate Hass MachineGregory Alan Francisco IIОценок пока нет
- Ireless Ntuitive Robing Ystem: Wireless Intuitive Probing System W I P SДокумент32 страницыIreless Ntuitive Robing Ystem: Wireless Intuitive Probing System W I P SGuillermo RamirezОценок пока нет
- Setting Part Zero OffsetДокумент2 страницыSetting Part Zero OffsetEduardo Aleman ReynaОценок пока нет
- Total Station Instrument: Unit 1Документ56 страницTotal Station Instrument: Unit 1shreedevi100% (2)
- TRIMBLE s6 Instrument HeightДокумент3 страницыTRIMBLE s6 Instrument Heightjoe_b_32607Оценок пока нет
- Trimble m3 PDFДокумент8 страницTrimble m3 PDFronalpc85Оценок пока нет
- Haas TS27R Quick StartДокумент2 страницыHaas TS27R Quick Startssenn02Оценок пока нет
- Total Station Setup and OperationДокумент33 страницыTotal Station Setup and OperationKaida ReОценок пока нет
- Utility and Inquiry ToolsДокумент8 страницUtility and Inquiry Toolspaulo_rieloffОценок пока нет
- Cad Assig (Tuka) 1 AnanyaДокумент66 страницCad Assig (Tuka) 1 AnanyaAnanya KarnОценок пока нет
- CNC - Chapter 11 - Offsets & Polar Coordinate SystemДокумент10 страницCNC - Chapter 11 - Offsets & Polar Coordinate Systembarbu ioanОценок пока нет
- Set 550Документ33 страницыSet 550elvinvaliev2015Оценок пока нет
- EX-10 To 12 TSДокумент13 страницEX-10 To 12 TSPower PalyОценок пока нет
- Sokkia 530 Total Station OperationcДокумент11 страницSokkia 530 Total Station OperationcAdenuga AdebisiОценок пока нет
- Tool Setter CalibrationДокумент7 страницTool Setter CalibrationpaulОценок пока нет
- Alin.-101-150Документ50 страницAlin.-101-150Edgar MedinaОценок пока нет
- Ugee V4.1 Driver Instruction Manual - 20230613120439Документ30 страницUgee V4.1 Driver Instruction Manual - 20230613120439Alejandro De Jesus Romo RosalesОценок пока нет
- Touch ProbesДокумент40 страницTouch ProbesmarchmtetОценок пока нет
- User Manual (Pen Tablet) EnglishДокумент10 страницUser Manual (Pen Tablet) EnglishDemonZhxОценок пока нет
- Sec3 Tool OffsetsДокумент12 страницSec3 Tool OffsetsRanveersinh ParmarОценок пока нет
- Tool Offset and Work Piece Geometry Setting ProcedureДокумент2 страницыTool Offset and Work Piece Geometry Setting ProcedureSaleem IqbalОценок пока нет
- UGEE User Manual (English)Документ10 страницUGEE User Manual (English)Shinobi NinjaОценок пока нет
- CNC Operator Web-Based Tutorial 545Документ20 страницCNC Operator Web-Based Tutorial 545api-274441692Оценок пока нет
- Using With Total Station - HOWTOДокумент10 страницUsing With Total Station - HOWTOShamsullah NooriОценок пока нет
- Automatic Tool Presetter ATP - Alignment - Test - CalibrationДокумент14 страницAutomatic Tool Presetter ATP - Alignment - Test - Calibrationomar macielОценок пока нет
- Denford VR Turning Training GuideДокумент23 страницыDenford VR Turning Training Guidemiguel187Оценок пока нет
- Powermill Multi Axis MillingДокумент16 страницPowermill Multi Axis MillingVelichko Velikov100% (2)
- Introductory Lab: 3-Point MethodДокумент5 страницIntroductory Lab: 3-Point MethodDouglas SilvaОценок пока нет
- MDX650 Rotary TutorialДокумент17 страницMDX650 Rotary TutorialCarlos RamirezОценок пока нет
- Tool Frame LabДокумент5 страницTool Frame LabXuân DuyОценок пока нет
- Ez Path ProcedureДокумент9 страницEz Path Procedurerick.mccort2766Оценок пока нет
- Mach TurnДокумент4 страницыMach TurnNancy RodriguezОценок пока нет
- Artist Pro 16 Pen Display User Manual (English)Документ12 страницArtist Pro 16 Pen Display User Manual (English)Cosmin DiaОценок пока нет
- DimensioningДокумент14 страницDimensioningpaulo_rieloffОценок пока нет
- Easy Cut Studio Help PDFДокумент68 страницEasy Cut Studio Help PDFRed CristianОценок пока нет
- Artist 10 (2nd Gen) User Manual (English)Документ25 страницArtist 10 (2nd Gen) User Manual (English)Cheyenne YuОценок пока нет
- Total Station NotesДокумент13 страницTotal Station NotesMian Waqar Ali ShahОценок пока нет
- 8064910D DA 41 V3 EnglishДокумент36 страниц8064910D DA 41 V3 EnglishErwin CordeelОценок пока нет
- Es 0609Документ38 страницEs 0609Joule RomeoОценок пока нет
- NX 9 for Beginners - Part 2 (Extrude and Revolve Features, Placed Features, and Patterned Geometry)От EverandNX 9 for Beginners - Part 2 (Extrude and Revolve Features, Placed Features, and Patterned Geometry)Оценок пока нет
- NX 9 for Beginners - Part 3 (Additional Features and Multibody Parts, Modifying Parts)От EverandNX 9 for Beginners - Part 3 (Additional Features and Multibody Parts, Modifying Parts)Оценок пока нет
- CATIA V5-6R2015 Basics Part III: Assembly Design, Drafting, Sheetmetal Design, and Surface DesignОт EverandCATIA V5-6R2015 Basics Part III: Assembly Design, Drafting, Sheetmetal Design, and Surface DesignРейтинг: 5 из 5 звезд5/5 (2)
- AutoCAD 2010 Tutorial Series: Drawing a Floor PlanОт EverandAutoCAD 2010 Tutorial Series: Drawing a Floor PlanРейтинг: 4.5 из 5 звезд4.5/5 (2)
- CATIA V5-6R2015 Basics - Part II: Part ModelingОт EverandCATIA V5-6R2015 Basics - Part II: Part ModelingРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Appendicitis Case StudyДокумент6 страницAppendicitis Case StudyKimxi Chiu LimОценок пока нет
- Pu3-Mo A1 MoversДокумент40 страницPu3-Mo A1 MoversMiss María José SalasОценок пока нет
- Catphan®604 ManualДокумент34 страницыCatphan®604 ManualTold Told LeungОценок пока нет
- Sample Spec For AWWA HDPE Pipe Fittings 6.02revДокумент6 страницSample Spec For AWWA HDPE Pipe Fittings 6.02revmg4myОценок пока нет
- Lesson Plan Wid Awt Method 2Документ7 страницLesson Plan Wid Awt Method 2Yan LianОценок пока нет
- DTS Nozzles R3Документ2 страницыDTS Nozzles R3meilia teknikОценок пока нет
- List of Famous Cities On River Banks in The WorldДокумент2 страницыList of Famous Cities On River Banks in The WorldDiptangshu DeОценок пока нет
- Cross System Create Supplier ProcessДокумент14 страницCross System Create Supplier ProcesssakthiroboticОценок пока нет
- Amplificadores Automotivos PyramidДокумент13 страницAmplificadores Automotivos Pyramidedusf1000Оценок пока нет
- Definition Nature and Scope of Urban GeographyДокумент4 страницыDefinition Nature and Scope of Urban Geographysamim akhtarОценок пока нет
- DRUGPДокумент371 страницаDRUGPPolarogramaОценок пока нет
- File 1) GRE 2009 From - Nov - 18 PDFДокумент84 страницыFile 1) GRE 2009 From - Nov - 18 PDFhuyly34Оценок пока нет
- Business English ExerciseДокумент11 страницBusiness English ExerciseAdeline KwanОценок пока нет
- CR-805 Retransfer PrinterДокумент2 страницыCR-805 Retransfer PrinterBolivio FelizОценок пока нет
- Sorting Algorithms in Fortran: Dr. Ugur GUVENДокумент10 страницSorting Algorithms in Fortran: Dr. Ugur GUVENDHWANIT MISEОценок пока нет
- Movie Review of THORДокумент8 страницMovie Review of THORSiva LetchumiОценок пока нет
- Family School Project Lesson Plan AstrologyДокумент3 страницыFamily School Project Lesson Plan Astrologyapi-529488210Оценок пока нет
- Thom22e ch03 FinalДокумент44 страницыThom22e ch03 FinalDionisius AlvianОценок пока нет
- Subsea Pipeline Job DescriptionДокумент2 страницыSubsea Pipeline Job DescriptionVijay_DamamОценок пока нет
- EPA NCP Technical Notebook PDFДокумент191 страницаEPA NCP Technical Notebook PDFlavrikОценок пока нет
- H I Ôn Thi Aptis & Vstep - Tài Liệu - Anna MaiДокумент4 страницыH I Ôn Thi Aptis & Vstep - Tài Liệu - Anna Maihanh.mt2022Оценок пока нет
- Financial Analysis of Ashok LeylandДокумент120 страницFinancial Analysis of Ashok LeylandSiva Kumaravel0% (1)
- Misc Ar2019Документ207 страницMisc Ar2019Sharon12 ArulsamyОценок пока нет
- Kobelco CK1100G Spec BookДокумент38 страницKobelco CK1100G Spec BookEjeantengОценок пока нет
- 2 Beats Per Measure 3 Beats Per Measure 4 Beats Per MeasureДокумент24 страницы2 Beats Per Measure 3 Beats Per Measure 4 Beats Per MeasureArockiya StephenrajОценок пока нет
- Hazop Close Out ReportДокумент6 страницHazop Close Out ReportKailash PandeyОценок пока нет
- Et200sp Im 155 6 PN ST Manual en-US en-USДокумент47 страницEt200sp Im 155 6 PN ST Manual en-US en-USayaz officeОценок пока нет
- Classical Encryption TechniqueДокумент18 страницClassical Encryption TechniquetalebmuhsinОценок пока нет
- SRM 7 EHP 4 Release Notes PDFДокумент18 страницSRM 7 EHP 4 Release Notes PDFMOHAMMED SHEHBAAZОценок пока нет
- Engineering Mathematics Questions and AnswersДокумент9 страницEngineering Mathematics Questions and AnswersZaky Muzaffar100% (1)