Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Independent Development Trust: Presentation ToДокумент33 страницыIndependent Development Trust: Presentation ToImtiaz HussainОценок пока нет
- Ee-113 Basic Electrical Engineering - 2011Документ86 страницEe-113 Basic Electrical Engineering - 2011Imtiaz HussainОценок пока нет
- HardnessДокумент2 страницыHardnessAan SharmaОценок пока нет
- ALLAH EnglishДокумент43 страницыALLAH EnglishImtiaz HussainОценок пока нет
- Cost Estimation of WeldsДокумент2 страницыCost Estimation of WeldsImtiaz HussainОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Satr-H-2006 3.3Документ3 страницыSatr-H-2006 3.3mominОценок пока нет
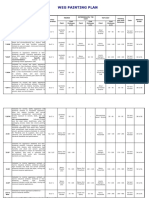
- Weg Painting Plans - 051107Документ2 страницыWeg Painting Plans - 051107Craig RobinsonОценок пока нет
- Vascomill MMS FA 2 EsiteДокумент1 страницаVascomill MMS FA 2 EsiteDaniel ReyesОценок пока нет
- Iwoz Jksxu DH XBZ, Y Wfefu E Ftad Fej /KKRQ Ysfir Blikr Iùkh, Oa Pknjsa LKNKДокумент19 страницIwoz Jksxu DH XBZ, Y Wfefu E Ftad Fej /KKRQ Ysfir Blikr Iùkh, Oa Pknjsa LKNKocsspectroОценок пока нет
- VRM OKoookuuiiiiljjjjyggyyДокумент8 страницVRM OKoookuuiiiiljjjjyggyyRakaОценок пока нет
- 175 023400Документ2 страницы175 023400Abu Anas M.SalaheldinОценок пока нет
- Trilon C FTДокумент1 страницаTrilon C FTjean carlos murillo hernandezОценок пока нет
- Low Cost Automationlca A Case Study PDF Download A - 59822ea21723ddec5675c5bfДокумент10 страницLow Cost Automationlca A Case Study PDF Download A - 59822ea21723ddec5675c5bfRobinson PrabuОценок пока нет
- MCQs Mechanical Operation 1Документ6 страницMCQs Mechanical Operation 1Rajat SonkarОценок пока нет
- KEMPPI Welding Technology Course: R.BanerjeeДокумент78 страницKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaОценок пока нет
- Stainless Steels and Super AlloysДокумент44 страницыStainless Steels and Super AlloysRenan AlmeidaОценок пока нет
- Gas Tungsten-Arc Welding GTAW - Welding TechnologyДокумент2 страницыGas Tungsten-Arc Welding GTAW - Welding TechnologyMuhammadОценок пока нет
- Altuglas S2002Документ2 страницыAltuglas S2002White SwanОценок пока нет
- 1301-00-9499 Rev CДокумент1 страница1301-00-9499 Rev CAlonso ContrerasОценок пока нет
- Pan Tex Catalog PDF Cabinetry Decorative ArtsДокумент1 страницаPan Tex Catalog PDF Cabinetry Decorative ArtsCody M HilliardОценок пока нет
- PART-C MokpДокумент13 страницPART-C MokpSamuel Hugos100% (1)
- Technical Data Eutec Trode 680Документ2 страницыTechnical Data Eutec Trode 680tarun kaushalОценок пока нет
- Doc047877 - 0 - 2 BSPP - 140bar - Valve Fixed - 1Документ1 страницаDoc047877 - 0 - 2 BSPP - 140bar - Valve Fixed - 1Louis Rivera CasoОценок пока нет
- Hydrogen Supplementation in CI EnginesДокумент21 страницаHydrogen Supplementation in CI EnginesHarman Singh NagpalОценок пока нет
- Machining Process - I: Engr Muhammad MahboobДокумент64 страницыMachining Process - I: Engr Muhammad MahboobNajshhsОценок пока нет
- Is 10117 PDFДокумент10 страницIs 10117 PDFthani0% (1)
- Welding 1 Course SyllabusДокумент4 страницыWelding 1 Course Syllabusapi-272067539Оценок пока нет
- High Integrity Aluminum (GENERAL)Документ140 страницHigh Integrity Aluminum (GENERAL)Kmilo Giraldo100% (3)
- Mt-II Lesson PlanДокумент5 страницMt-II Lesson PlanK Nallathambi K NallathambiОценок пока нет
- TSK 542261 300 808 A01Документ4 страницыTSK 542261 300 808 A01dffdgfaОценок пока нет
- TURK PLAST (PPRC Green+Blue+PE GAS) 01-02-2021 - OutstationДокумент1 страницаTURK PLAST (PPRC Green+Blue+PE GAS) 01-02-2021 - OutstationicrcgisОценок пока нет
- Blow Seal ParentralДокумент12 страницBlow Seal ParentralDeepakОценок пока нет
- (Thtc3) BKT 001 Gen Az7 SP 01 - 0 - Technical Specification For PaintingДокумент37 страниц(Thtc3) BKT 001 Gen Az7 SP 01 - 0 - Technical Specification For PaintingocanhthuОценок пока нет
- Shell Tellus S1 M 46: Performance, Features & BenefitsДокумент2 страницыShell Tellus S1 M 46: Performance, Features & Benefitskike osorioОценок пока нет
- Cutting Nozzles: Propane Nozzle Mix - PNM and PNM-E (Extended)Документ4 страницыCutting Nozzles: Propane Nozzle Mix - PNM and PNM-E (Extended)Dries VandezandeОценок пока нет