Вам также может понравиться
- Astm D 6204Документ5 страницAstm D 6204zeqs9Оценок пока нет
- Rubber Property-Vulcanization Using Rotorless Cure Meters: Standard Test Method ForДокумент7 страницRubber Property-Vulcanization Using Rotorless Cure Meters: Standard Test Method ForÇakıl ŞenolОценок пока нет
- Astm d5289 PDFДокумент7 страницAstm d5289 PDFgustavomeza4Оценок пока нет
- Rubber Property-Vulcanization Using Oscillating Disk CureДокумент11 страницRubber Property-Vulcanization Using Oscillating Disk CureAndres Francisco Buitrago VasquezОценок пока нет
- D 1052 - 85 R99 - RdewntiДокумент4 страницыD 1052 - 85 R99 - RdewntimanthandevОценок пока нет
- E303 93 (Reapproved 2013) Standard - Test - Method - For - MeasuДокумент5 страницE303 93 (Reapproved 2013) Standard - Test - Method - For - MeasuCrystal Douglas100% (1)
- G 137 PDFДокумент7 страницG 137 PDFGrato Jr SingcoОценок пока нет
- GANA TD Roll Wave Measurement 04-03-26Документ8 страницGANA TD Roll Wave Measurement 04-03-26Cristopher John TolentinoОценок пока нет
- ASTM D 1633-00 Standard Methods For Compressive Strength of Molded Soil-Cement CylindersДокумент4 страницыASTM D 1633-00 Standard Methods For Compressive Strength of Molded Soil-Cement CylindersPablo Antonio Valcárcel VargasОценок пока нет
- D2509Документ8 страницD2509rimi7alОценок пока нет
- Astm D2290-00Документ5 страницAstm D2290-00T Mathew TholoorОценок пока нет
- D6723.1203165 1 DirectTensionTesterДокумент13 страницD6723.1203165 1 DirectTensionTesterAnantОценок пока нет
- Standard Test Method For Tear Strength of Conventional Vulcanized Rubber and Thermoplastic ElastomersДокумент9 страницStandard Test Method For Tear Strength of Conventional Vulcanized Rubber and Thermoplastic ElastomersAnish Kumar100% (1)
- ASTM D 1634-00 Standard Test Method For Compressive Strength of Soil-Cement Using Portions of Beams Broken in Flexure (Modified Cube Method)Документ3 страницыASTM D 1634-00 Standard Test Method For Compressive Strength of Soil-Cement Using Portions of Beams Broken in Flexure (Modified Cube Method)Pablo Antonio Valcárcel VargasОценок пока нет
- D 5884 Â " 01 RDU4ODQTUKVEДокумент4 страницыD 5884 Â " 01 RDU4ODQTUKVEdorbarelОценок пока нет
- Astm D 412Документ13 страницAstm D 412shankar parajuliОценок пока нет
- D 4405Документ5 страницD 4405mohsenОценок пока нет
- NCHRP RPT 987EДокумент17 страницNCHRP RPT 987E094-STEVEN EDWARD WINDARTOОценок пока нет
- Astm D 2782Документ12 страницAstm D 2782JeanPierresMH95100% (2)
- Dynamic Shear Rheometer SHRP B-003Документ14 страницDynamic Shear Rheometer SHRP B-003Laboratorio StradeОценок пока нет
- Conducting Wet Sand/Rubber Wheel Abrasion Tests: Standard Test Method ForДокумент9 страницConducting Wet Sand/Rubber Wheel Abrasion Tests: Standard Test Method ForMiguel Angel B. VazquezОценок пока нет
- Moisture-Density (Unit Weight) Relations of Soil-Cement MixturesДокумент6 страницMoisture-Density (Unit Weight) Relations of Soil-Cement Mixturesgrats_singcoОценок пока нет
- Tensile Stress-Strain of Carbon and Graphite: Standard Test Method ForДокумент12 страницTensile Stress-Strain of Carbon and Graphite: Standard Test Method Forsj19330Оценок пока нет
- Abrasion Resistance C944Документ4 страницыAbrasion Resistance C944takiasОценок пока нет
- Astm D 903Документ3 страницыAstm D 903rajupetalokeshОценок пока нет
- ASTM E 303.14603 British PendulumДокумент6 страницASTM E 303.14603 British PendulumKongsak AkkharawongwhatthanaОценок пока нет
- D3148Документ6 страницD3148Jan0% (1)
- D 5159 - 91 R97 AstmДокумент6 страницD 5159 - 91 R97 AstmLoanОценок пока нет
- ASTM D 2290Документ5 страницASTM D 2290Pablo AlcázarОценок пока нет
- Standard Astm d1646-04Документ12 страницStandard Astm d1646-04Huỳnh TG50% (2)
- Astm D 2509Документ14 страницAstm D 2509gerardo311Оценок пока нет
- D 1635 - 00 - Rde2mzuДокумент3 страницыD 1635 - 00 - Rde2mzunagy_andor_csongorОценок пока нет
- Norma TestДокумент3 страницыNorma TestIvan Huilcapaz MoraОценок пока нет
- Proposed AASHTO ST Test Method-4mm DSR 112112Документ14 страницProposed AASHTO ST Test Method-4mm DSR 112112Robeam SolomonОценок пока нет
- C779C779MДокумент6 страницC779C779MJorge Luis ArévaloОценок пока нет
- D4123Документ4 страницыD4123FranklinОценок пока нет
- Unconfined Compressive Strength Index of Chemical-Grouted SoilsДокумент3 страницыUnconfined Compressive Strength Index of Chemical-Grouted SoilsninaОценок пока нет
- Measuring Surface Frictional Properties Using The British Pendulum TesterДокумент6 страницMeasuring Surface Frictional Properties Using The British Pendulum TesterManoj Kumar SinghОценок пока нет
- D 6862 - 03Документ5 страницD 6862 - 03luis-12Оценок пока нет
- C 158 - 02 - Qze1oaДокумент9 страницC 158 - 02 - Qze1oaStuartОценок пока нет
- D2990 01Документ20 страницD2990 01alifaramarzОценок пока нет
- E 303 - 93 (2013) PDFДокумент5 страницE 303 - 93 (2013) PDFlucky259Оценок пока нет
- AASHTO Fatigue-Flexural TestДокумент12 страницAASHTO Fatigue-Flexural TestTamanna KabirОценок пока нет
- D2095Документ3 страницыD2095Rashid SaleemОценок пока нет
- Characterisation of Flexural Stiffness and Fatigue Performance of Bituminous MixesДокумент13 страницCharacterisation of Flexural Stiffness and Fatigue Performance of Bituminous MixesAnantОценок пока нет
- ASTM D6241 (Static Puncture Strength)Документ6 страницASTM D6241 (Static Puncture Strength)Rahmadika Arizal NugrahaОценок пока нет
- TR 2510 Durometer Calibrations-23185-1Документ7 страницTR 2510 Durometer Calibrations-23185-1sarayuth tochauОценок пока нет
- Mechanical Characterization of Materials and Wave Dispersion: Instrumentation and Experiment InterpretationОт EverandMechanical Characterization of Materials and Wave Dispersion: Instrumentation and Experiment InterpretationYvon ChevalierОценок пока нет
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationОт EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationОценок пока нет
- Advanced Temperature Measurement and Control, Second EditionОт EverandAdvanced Temperature Measurement and Control, Second EditionОценок пока нет
- 7 Overhaul Protocol COP 4050 - LR-ForMДокумент2 страницы7 Overhaul Protocol COP 4050 - LR-ForMChachou MohamedОценок пока нет
- Design of Base Plate LKP Arm 4-F-30.01.2018Документ5 страницDesign of Base Plate LKP Arm 4-F-30.01.2018HarikrishnaОценок пока нет
- 2001 Dakota / Durango Service ManualДокумент2 307 страниц2001 Dakota / Durango Service ManualDavid Sterling92% (25)
- BMS Cable MeasurmentДокумент2 страницыBMS Cable MeasurmentsamhardworkerОценок пока нет
- Buckling and Stability of ColumnsДокумент49 страницBuckling and Stability of ColumnsSalman ShabbirОценок пока нет
- Flexible and Rigid PavementДокумент66 страницFlexible and Rigid PavementArundhuti DasguptaОценок пока нет
- Solving Problems On Projectiles PDFДокумент4 страницыSolving Problems On Projectiles PDFVenkata Allamsetty100% (1)
- Safety in Welding and CuttingДокумент33 страницыSafety in Welding and CuttingBhavya ShuklaОценок пока нет
- Grasso SC PDFДокумент86 страницGrasso SC PDFСергей Конкин100% (1)
- Pump ListДокумент20 страницPump ListPHAM PHI HUNG100% (1)
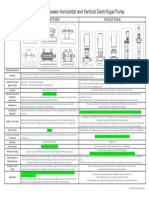
- Comparison Between Horizontal and Vertical PumpДокумент1 страницаComparison Between Horizontal and Vertical PumpWilmer GarcíaОценок пока нет
- Sahara Regenerative Air DryersДокумент29 страницSahara Regenerative Air DryersNaveen KumarОценок пока нет
- FP IgniterДокумент13 страницFP IgniterDavid AlexanderОценок пока нет
- Experiment 3 - Flow Over Supersonic AirfoilДокумент14 страницExperiment 3 - Flow Over Supersonic AirfoilSanthosh KumarОценок пока нет
- Joule Cyclone Domestic Cylinders Installation ManualДокумент64 страницыJoule Cyclone Domestic Cylinders Installation ManualIfeanyi Ezemonye-AgwuegboОценок пока нет
- Manual de Entrenamiento cfm56Документ216 страницManual de Entrenamiento cfm56Reinaldo Orejuela100% (2)
- Proportional Hydraulics Basic Level - Workbook - EN (TP 701) PDFДокумент144 страницыProportional Hydraulics Basic Level - Workbook - EN (TP 701) PDFLong Vu BuiОценок пока нет
- Design of Tension MembersДокумент11 страницDesign of Tension MembersWilfharry billyОценок пока нет
- Screw Type - Elite Air CompressorДокумент1 страницаScrew Type - Elite Air Compressorimron rosyadiОценок пока нет
- Manual Taladro RadialДокумент39 страницManual Taladro RadialMartin Rodriguez RamirezОценок пока нет
- Gears and Gear TrainsДокумент127 страницGears and Gear TrainsVikki KotaОценок пока нет
- Kinetics of A Particle Impulse and MomentumДокумент17 страницKinetics of A Particle Impulse and MomentumTejada, Brent LesterОценок пока нет
- BS en 10003-1-1995 (1996)Документ24 страницыBS en 10003-1-1995 (1996)Sainath Amuda100% (1)
- Fuente Segura Hose 10 Edicion InglesДокумент470 страницFuente Segura Hose 10 Edicion InglesAnonymous voPTZ0r00100% (2)
- Utp 068 HHДокумент1 страницаUtp 068 HHRoberto_PrrОценок пока нет
- Vapour Liquid Equilibrium ExpДокумент5 страницVapour Liquid Equilibrium ExpAakash Sharma100% (1)
- 01 Hazim Awbi (University of Reading) Basic Concepts For Natural Ventilation of Buildings PDFДокумент38 страниц01 Hazim Awbi (University of Reading) Basic Concepts For Natural Ventilation of Buildings PDFSamiYousifОценок пока нет
- ABB OLTC-Technical GuideДокумент32 страницыABB OLTC-Technical GuideKrishna Venkataraman100% (5)
- 1221.2 1221.3 en Year 2009Документ295 страниц1221.2 1221.3 en Year 2009crismg1100% (1)
- Astm E23-2018Документ26 страницAstm E23-2018kavin100% (1)