Вам также может понравиться
- Ironwork - Part III - A Complete Survey of the Artistic Working of Iron in Great Britain from the Earliest TimesОт EverandIronwork - Part III - A Complete Survey of the Artistic Working of Iron in Great Britain from the Earliest TimesОценок пока нет
- High-Speed Steel - The Development, Nature, Treatment, and use of High-Speed Steels, Together with Some Suggestions as to the Problems Involved in their UseОт EverandHigh-Speed Steel - The Development, Nature, Treatment, and use of High-Speed Steels, Together with Some Suggestions as to the Problems Involved in their UseОценок пока нет
- Basic Fracture MechanicsДокумент16 страницBasic Fracture MechanicsArjumand MehakОценок пока нет
- Chapter 4 Heat Treatment of SteelДокумент29 страницChapter 4 Heat Treatment of SteelDa Champ Cena100% (2)
- Pitting CorrosionДокумент7 страницPitting CorrosionMuhammad Shena Gumilang100% (1)
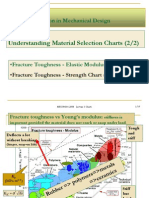
- Caceres-L3 Understanding Materials Selection ChartsДокумент23 страницыCaceres-L3 Understanding Materials Selection ChartsUngku Mohd RafiqОценок пока нет
- Crack Propagation and ArrestingДокумент67 страницCrack Propagation and ArrestingThomas JoseОценок пока нет
- Heat Treatment of Welded JointsДокумент26 страницHeat Treatment of Welded Jointslinhcdt3Оценок пока нет
- Module 12 - Design & Construction - Rev 5 - May 15Документ107 страницModule 12 - Design & Construction - Rev 5 - May 15sskiitb100% (1)
- DNV Bolts Failure Analisys Marine ApplicationДокумент34 страницыDNV Bolts Failure Analisys Marine ApplicationBrian Chmeisse100% (2)
- Steels For Low Temperature Applications PDFДокумент16 страницSteels For Low Temperature Applications PDFdforsythe639Оценок пока нет
- Forensic EngineeringДокумент24 страницыForensic EngineeringPragyaОценок пока нет
- Relationship Between The Shear Lip Size and The Fracture ToughnessДокумент6 страницRelationship Between The Shear Lip Size and The Fracture ToughnessLuis LozadaОценок пока нет
- Predicting Weld Resid Stres Dissimilar Metal Girth Weld Pipe Using 3D FEM With A Simplified Heat SourceДокумент9 страницPredicting Weld Resid Stres Dissimilar Metal Girth Weld Pipe Using 3D FEM With A Simplified Heat SourceAngelo GontijoОценок пока нет
- Case Study CreepДокумент9 страницCase Study CreepKevinSatriaОценок пока нет
- F F B C: Atigue Ailure OF Olted OnnectionsДокумент12 страницF F B C: Atigue Ailure OF Olted OnnectionsOmar OmarОценок пока нет
- Conclusions, Recommendations, and Design Guidelines For Corrosion Protection of Post-Tensioned Bridges. R.M. SalasДокумент89 страницConclusions, Recommendations, and Design Guidelines For Corrosion Protection of Post-Tensioned Bridges. R.M. Salassisina.siddiqueОценок пока нет
- Failure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedДокумент6 страницFailure Analysis of Reformer Tubes: Technicalarticle-Peer-ReviewedOwais MalikОценок пока нет
- Stress Corrosion CrackingДокумент2 страницыStress Corrosion Crackingfawmer61Оценок пока нет
- Intergranular CorrosionДокумент4 страницыIntergranular CorrosionMecha EngrОценок пока нет
- Residual Stresses in Weld JointsДокумент8 страницResidual Stresses in Weld Jointshayder1920Оценок пока нет
- Finite Element Analysis of Butterfly Valve Disc IJERTV2IS70790Документ6 страницFinite Element Analysis of Butterfly Valve Disc IJERTV2IS70790Aswaja313Оценок пока нет
- Analytical Model For Beams On Elastic Foundations Considering The Coupling of HorizontalДокумент12 страницAnalytical Model For Beams On Elastic Foundations Considering The Coupling of HorizontalPrantik Adhar SamantaОценок пока нет
- Cross Wind Oscillation PDFДокумент20 страницCross Wind Oscillation PDFTAG290jtrОценок пока нет
- Schaeffler Diagram PDFДокумент16 страницSchaeffler Diagram PDFrajesh_14Оценок пока нет
- FEM of Welded JointДокумент34 страницыFEM of Welded JointbysktyvktoОценок пока нет
- ICorrCED2022York DesmondMakepeaceДокумент29 страницICorrCED2022York DesmondMakepeaceBANNOUR OthmaneОценок пока нет
- Creep & SpheroidizationДокумент10 страницCreep & Spheroidizationabet_singkong8930Оценок пока нет
- Gmaw Cladding PDFДокумент20 страницGmaw Cladding PDFMurad AlamОценок пока нет
- Metallurgical Properties of Cast IronsДокумент21 страницаMetallurgical Properties of Cast IronsAleš NagodeОценок пока нет
- Intro Fracture MechanicsДокумент51 страницаIntro Fracture MechanicsTsabit AymanОценок пока нет
- Leak Before Break Fracture Mechanics ThesisДокумент251 страницаLeak Before Break Fracture Mechanics ThesisMohamed Elwi MitwallyОценок пока нет
- Metal Sleeves Vs Composites Wrapping in Piping RepairДокумент7 страницMetal Sleeves Vs Composites Wrapping in Piping RepairEmad A.Ahmad100% (1)
- Role of Metallographic Characterization in Failure Analysis-CASE STUDIESДокумент14 страницRole of Metallographic Characterization in Failure Analysis-CASE STUDIESMubeenОценок пока нет
- Corrosion Behavior of Steels in Gulf Seawater Environment...Документ15 страницCorrosion Behavior of Steels in Gulf Seawater Environment...DoctorAtomicОценок пока нет
- A 1092 - 15Документ3 страницыA 1092 - 15Pavan KumarОценок пока нет
- Analysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEДокумент7 страницAnalysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEpoojaОценок пока нет
- Plasticity Failure Theories Lecture Notes PDFДокумент12 страницPlasticity Failure Theories Lecture Notes PDFVeli YılmazОценок пока нет
- A Review of Factors Affecting Toughness in Welded Steels PDFДокумент23 страницыA Review of Factors Affecting Toughness in Welded Steels PDFsurendarОценок пока нет
- Hydrogen EmbrittlementДокумент35 страницHydrogen EmbrittlementNurhayati 'nuy'Оценок пока нет
- The Forms of Corrosion-Part2Документ71 страницаThe Forms of Corrosion-Part2quiron2010100% (1)
- Graphitization of Steels in Elevated-Temperature Service: Introduction and BackgroundДокумент2 страницыGraphitization of Steels in Elevated-Temperature Service: Introduction and BackgroundMuhammad Noman ButtОценок пока нет
- Stress Corrosion CrackingДокумент50 страницStress Corrosion CrackingssjunedОценок пока нет
- Full Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFДокумент9 страницFull Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFzemog001100% (1)
- Vessels LДокумент34 страницыVessels LMohammed.abudi1996Оценок пока нет
- Assessment Method of Reformer Tubes PDFДокумент10 страницAssessment Method of Reformer Tubes PDFAndrea CalderaОценок пока нет
- CE2155 - 01 Mechanic of Materials (Part 3)Документ18 страницCE2155 - 01 Mechanic of Materials (Part 3)Julia100% (1)
- Pérez2011 Article GraphitizationInLowAlloySteelPДокумент7 страницPérez2011 Article GraphitizationInLowAlloySteelPramzi5ben5ahmedОценок пока нет
- Repair Cases PaperДокумент22 страницыRepair Cases PaperKatyogleОценок пока нет
- Effect of Welding and Weld Repair On Crack Propagation BehaviorДокумент8 страницEffect of Welding and Weld Repair On Crack Propagation BehaviorMohamed AbdelAzizОценок пока нет
- Environment Assisted Cracking ME 472: Corrosion EngineeringДокумент45 страницEnvironment Assisted Cracking ME 472: Corrosion EngineeringEmmanuelОценок пока нет
- Design of Welded Connections - AWSДокумент43 страницыDesign of Welded Connections - AWSnunosobral100% (1)
- Columbia Seismic 5 PDFДокумент100 страницColumbia Seismic 5 PDFBeto AsaberОценок пока нет
- Avoiding Bolt FailuresДокумент2 страницыAvoiding Bolt FailuresShreyas IyengarОценок пока нет
- Understanding Brittle Fracture and How To Detect ItДокумент21 страницаUnderstanding Brittle Fracture and How To Detect ItOlusayoОценок пока нет
- Liberty ShipsДокумент37 страницLiberty Ships2K19/ME/041 ANSH JINIОценок пока нет
- Silver Bridge Collapse 1967Документ11 страницSilver Bridge Collapse 1967Jatin ChaudharyОценок пока нет
- Defects in Rails: S (LdhanaДокумент25 страницDefects in Rails: S (LdhanaPritam TalukdarОценок пока нет
- History of Fracture MechanicsДокумент11 страницHistory of Fracture MechanicsRam KumarОценок пока нет
- Boiler Water Treatment: Product InformationДокумент1 страницаBoiler Water Treatment: Product InformationJunaid Jamil100% (1)
- CSTB. RE 500v3..fireДокумент24 страницыCSTB. RE 500v3..fireHoa Ly TrắngОценок пока нет
- F.4 Acids and Exercise)Документ69 страницF.4 Acids and Exercise)arielshy100% (5)
- Gravity Filtration and Vacuum Filtration of Calcium Carbonate (CaCO3) SlurryДокумент6 страницGravity Filtration and Vacuum Filtration of Calcium Carbonate (CaCO3) SlurryElajah ZaragozaОценок пока нет
- Coeff. of ViscisityДокумент5 страницCoeff. of ViscisityGreyscious LyОценок пока нет
- DNA Extraction Reagents - FunctionsДокумент1 страницаDNA Extraction Reagents - Functionsharpreet157100% (5)
- Saic-H-2029Документ12 страницSaic-H-2029mominОценок пока нет
- WTC2005 63324 PDFДокумент2 страницыWTC2005 63324 PDFMarcelo VeronezОценок пока нет
- 100-028-544 - ALLIANT SPORT PISTOL POWDER, 1LB - 69B - DefaultДокумент13 страниц100-028-544 - ALLIANT SPORT PISTOL POWDER, 1LB - 69B - DefaultDavid WilliamsОценок пока нет
- Kiln Audit Training IntroductionДокумент15 страницKiln Audit Training IntroductionTamer Fathy100% (1)
- Lec4-CEM&G Session 4 Mats Props Stress StrainДокумент64 страницыLec4-CEM&G Session 4 Mats Props Stress StrainSarah HaiderОценок пока нет
- Dow Corning Corporation Material Safety Data SheetДокумент7 страницDow Corning Corporation Material Safety Data SheetSalvador NegreteОценок пока нет
- Metric DIN 965 SpecДокумент5 страницMetric DIN 965 SpecRay FaiersОценок пока нет
- Lets Talk ChemistryДокумент82 страницыLets Talk ChemistrypathinfoОценок пока нет
- Compatibility of Materials With Liquid Oxygen (Impact Sensitivity Threshold and Pass-Fail Techniques)Документ12 страницCompatibility of Materials With Liquid Oxygen (Impact Sensitivity Threshold and Pass-Fail Techniques)Ahmed AlzubaidiОценок пока нет
- USP-43-NF - Zinc Acetate Oral SolutionДокумент2 страницыUSP-43-NF - Zinc Acetate Oral SolutionsyОценок пока нет
- Material PropertiesДокумент2 страницыMaterial PropertiesrezzdezzОценок пока нет
- TLUD Handbook, Paul Anderson, V.2010Документ19 страницTLUD Handbook, Paul Anderson, V.2010satyakaamsОценок пока нет
- IAS Biology SB1 Practs CP1 StudentДокумент3 страницыIAS Biology SB1 Practs CP1 StudentMahdeldien WaleedОценок пока нет
- The Requisites Nuclear Medicine 4th (Elsevier, 2014)Документ456 страницThe Requisites Nuclear Medicine 4th (Elsevier, 2014)Sabrina Moraru100% (4)
- Sugar Cane Extract Antioxidants CommercializationДокумент51 страницаSugar Cane Extract Antioxidants CommercializationAve EnovesoОценок пока нет
- Light and Shadow FormationДокумент13 страницLight and Shadow FormationNikil J.PОценок пока нет
- ATEX - A Review: The European Legislation For Potentially Explosive AtmospheresДокумент109 страницATEX - A Review: The European Legislation For Potentially Explosive AtmospheresGeorgeОценок пока нет
- Poly 103Документ20 страницPoly 103Sharifah Zulaikha BenYahyaОценок пока нет
- Hypo Chlorite Test: FormulaДокумент1 страницаHypo Chlorite Test: Formulafitashah2634Оценок пока нет
- Bio Assignmnet 1Документ15 страницBio Assignmnet 1api-535572482Оценок пока нет
- Citrus Bioflavanoids 60% (FEMAS) : Cambridge CommoditiesДокумент16 страницCitrus Bioflavanoids 60% (FEMAS) : Cambridge Commoditiesibad muhammedОценок пока нет
- AlSi12Fe MS, Props Under VacuumДокумент14 страницAlSi12Fe MS, Props Under VacuumRishabh MenonОценок пока нет
- Review Test Acids, Bases & Buffers1Документ9 страницReview Test Acids, Bases & Buffers1Kristina Moira ArenasОценок пока нет
- In Vitro Anti-Inflammatory and Anti-Oxidant ActivitiesДокумент11 страницIn Vitro Anti-Inflammatory and Anti-Oxidant ActivitiesnimadelionОценок пока нет