Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Patterns in The Periodic Table v1.0Документ44 страницыPatterns in The Periodic Table v1.0Daphnie Serate Nunez100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Gastrointestinal Agents: Ana Marie L. Rubenicia, RPHДокумент31 страницаGastrointestinal Agents: Ana Marie L. Rubenicia, RPHEmman AguilarОценок пока нет
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCДокумент36 страницArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahОценок пока нет
- 15 Cone 10 RecipesДокумент10 страниц15 Cone 10 RecipesInga NowakОценок пока нет
- Confirmatory Test For CationsДокумент21 страницаConfirmatory Test For CationsEsther RandyОценок пока нет
- Management of Spent Catalysts in Petroleum RefineriesДокумент11 страницManagement of Spent Catalysts in Petroleum Refineriesapi-3775048100% (5)
- Sahu 2003-Patent - Process For The Recovery of Nickel Fromspent CatalystsДокумент12 страницSahu 2003-Patent - Process For The Recovery of Nickel Fromspent Catalystsapi-3775048Оценок пока нет
- Sahu 2003-Patent - Process For The Recovery of Nickel Fromspent CatalystsДокумент12 страницSahu 2003-Patent - Process For The Recovery of Nickel Fromspent Catalystsapi-3775048Оценок пока нет
- Marafi 2007 - A Preliminary Process Design and Economic Assessment of A Catalyst Rejuvenation Process For Waste Disposal of Refinery Spent CatalystsДокумент17 страницMarafi 2007 - A Preliminary Process Design and Economic Assessment of A Catalyst Rejuvenation Process For Waste Disposal of Refinery Spent Catalystsapi-3775048Оценок пока нет
- Garole 2005 - Simultaneous Recovery of Nickel and Aluminium From Spent Reformer CatalystДокумент6 страницGarole 2005 - Simultaneous Recovery of Nickel and Aluminium From Spent Reformer Catalystapi-3775048Оценок пока нет
- Version ThreeДокумент35 страницVersion Threeerick kanyiОценок пока нет
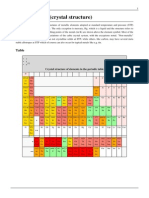
- Periodic Table Crystal StructureДокумент6 страницPeriodic Table Crystal StructurearamontanaОценок пока нет
- Paper 4Документ10 страницPaper 4UmaibalanОценок пока нет
- File NameДокумент25 страницFile NameGagan VarshneyОценок пока нет
- Protein's Test - The Wall of BiochemistryДокумент5 страницProtein's Test - The Wall of BiochemistryCrist John PastorОценок пока нет
- Music 2Документ18 страницMusic 2JonathanNgОценок пока нет
- Magnesium Air Fuel CellsДокумент3 страницыMagnesium Air Fuel CellsJonathon JohnОценок пока нет
- Astm E407-99 PDFДокумент21 страницаAstm E407-99 PDFJORGE ARTURO TORIBIO HUERTAОценок пока нет
- Sterilization of Water Using Bleaching PowderДокумент3 страницыSterilization of Water Using Bleaching PowderpushkalОценок пока нет
- 85 - Definition of Some Important Terms Pertaining To Coordination Compounds - 1Документ4 страницы85 - Definition of Some Important Terms Pertaining To Coordination Compounds - 1Syed HusamОценок пока нет
- CHEMISTRY PROJECT Class XIIДокумент15 страницCHEMISTRY PROJECT Class XIIKapil KumarОценок пока нет
- As Unit 1 Chapter 1 Past PapersДокумент20 страницAs Unit 1 Chapter 1 Past PapersK K Chamath Aachinthya0% (1)
- Metal2010 PDFДокумент9 страницMetal2010 PDFRazvan GavrilaОценок пока нет
- Stainless SteelДокумент2 страницыStainless SteelPrabhat TantiОценок пока нет
- Effects of Alloying Elements in SteelДокумент4 страницыEffects of Alloying Elements in SteelRahulОценок пока нет
- Paper - ML Proceso Outotec de Lixiviacion A Presion PDFДокумент11 страницPaper - ML Proceso Outotec de Lixiviacion A Presion PDFJesus Ururi100% (1)
- Chem F4 Chap 3Документ27 страницChem F4 Chap 3JOYCELYN LIM WAN TIAN MoeОценок пока нет
- Titanium PlatingДокумент10 страницTitanium PlatingMaría MGОценок пока нет
- Paper 1 Duplicate - 2007 Year End TestДокумент11 страницPaper 1 Duplicate - 2007 Year End Testsherry_christyОценок пока нет
- Class 7 Chemistry Physical and Chemical ChangesДокумент11 страницClass 7 Chemistry Physical and Chemical ChangesPonnada SriramuluОценок пока нет
- Chemistry of CopperДокумент3 страницыChemistry of CopperMaria MahusayОценок пока нет
- Empirical Formula of Magnesium OxideДокумент7 страницEmpirical Formula of Magnesium OxideIra Munirah100% (1)
- Chemical Resistance List2Документ8 страницChemical Resistance List2Jean Paul Pamo ValdiviaОценок пока нет
- Title: Corrosion of Steel Reinforcement in Concrete and The Methods of Protection and MitigationДокумент23 страницыTitle: Corrosion of Steel Reinforcement in Concrete and The Methods of Protection and MitigationMohammad AL HaririОценок пока нет
- Acid Rain Is Rain That Is Highly Acidic Because of Sulfur OxidesДокумент3 страницыAcid Rain Is Rain That Is Highly Acidic Because of Sulfur Oxidesgustiawan22Оценок пока нет