Вам также может понравиться
- Novel Nanomaterials for Biomedical, Environmental and Energy ApplicationsОт EverandNovel Nanomaterials for Biomedical, Environmental and Energy ApplicationsXiaoru WangОценок пока нет
- Fundamental of NanoscienceДокумент35 страницFundamental of NanosciencesrinivasОценок пока нет
- Nano MaterialsДокумент17 страницNano MaterialsPrateek PrabhashОценок пока нет
- Characterization of Nano Particles and ApplicationsДокумент32 страницыCharacterization of Nano Particles and ApplicationsJiya Zahid100% (1)
- Properties of Nano MaterialsДокумент27 страницProperties of Nano Materialsosamahiep100% (2)
- NanomaterialsДокумент15 страницNanomaterialsRod Daniel Campos100% (1)
- Chapter 2 Nanotechnology Modified 1Документ67 страницChapter 2 Nanotechnology Modified 1Rathish RagooОценок пока нет
- NanomaterialДокумент8 страницNanomaterialM Hmza S MalikОценок пока нет
- Synthesis of Nanomaterials Using Various TopДокумент18 страницSynthesis of Nanomaterials Using Various TopDevayush ShuklaОценок пока нет
- Classification of Nano MaterialsДокумент14 страницClassification of Nano MaterialsTasnood AnwarОценок пока нет
- Synthesis and Characterization of Novel Electrode Materials For High-Performance SupercapacitorsДокумент158 страницSynthesis and Characterization of Novel Electrode Materials For High-Performance Supercapacitorsmobassher01866044145Оценок пока нет
- Absorption Spectroscopy Refers ToДокумент12 страницAbsorption Spectroscopy Refers ToSajid Khan SadozaiОценок пока нет
- NANOMATERIALSДокумент13 страницNANOMATERIALSNandha KumarОценок пока нет
- Nanomaterials and ApplicationsДокумент174 страницыNanomaterials and ApplicationsRock mondalОценок пока нет
- Nano MagnetismДокумент19 страницNano MagnetismVijey KumarОценок пока нет
- Chapter 172. NanoceramicsДокумент8 страницChapter 172. NanoceramicslefumaОценок пока нет
- CY6251Документ2 страницыCY6251Muthu KrishОценок пока нет
- SEMINAR REPORT - PXFGDFДокумент28 страницSEMINAR REPORT - PXFGDFig200100% (3)
- Nanomaterials - Introductory SlidesДокумент5 страницNanomaterials - Introductory SlidesLawrenceОценок пока нет
- Characterization of NanomaterialsДокумент21 страницаCharacterization of NanomaterialsGauri Deshmukh KaranjgaokarОценок пока нет
- NanomaterialДокумент8 страницNanomaterialM Hmza S MalikОценок пока нет
- Conducting Polymers and Their ApplicationsДокумент1 страницаConducting Polymers and Their Applicationstin mortaОценок пока нет
- Asphalt and Asphalt MixturesДокумент135 страницAsphalt and Asphalt MixturesLeon Felipe ChaparroОценок пока нет
- Micro Voltaic Cells LQ2014Документ6 страницMicro Voltaic Cells LQ2014chessgeneral0% (4)
- Synthesis of NanoДокумент5 страницSynthesis of Nanokalpana0% (1)
- Presented By: - Praveen Kumar ROLL NO. - 16206112 Branch - Ice (M.Tech.) Semester - IiiДокумент42 страницыPresented By: - Praveen Kumar ROLL NO. - 16206112 Branch - Ice (M.Tech.) Semester - IiiPraveen MeenaОценок пока нет
- Exploratory Study On The Use of Crushed Cockle Shell As Partial Sand Replacement in ConcreteДокумент5 страницExploratory Study On The Use of Crushed Cockle Shell As Partial Sand Replacement in ConcreteInternational Journal of Research in Engineering and ScienceОценок пока нет
- Application of NanotechnologyДокумент19 страницApplication of NanotechnologySnehardraОценок пока нет
- Introduction of Powder Diffraction INDIAДокумент397 страницIntroduction of Powder Diffraction INDIAJuan Pablo Cano Mejia100% (1)
- Nano LithographyДокумент14 страницNano LithographyMohammad RameezОценок пока нет
- Carbon NanotubesДокумент29 страницCarbon NanotubesMohamed SaadОценок пока нет
- Ionization Methods-3 (API)Документ50 страницIonization Methods-3 (API)Chandra ReddyОценок пока нет
- Nano ChemistryДокумент15 страницNano ChemistryJani Basha100% (2)
- Nano Notes PDFДокумент5 страницNano Notes PDFAbin Thomas100% (1)
- Application of The PolymerДокумент3 страницыApplication of The PolymerMarul0% (1)
- Synthesis of Nano MaterialsДокумент2 страницыSynthesis of Nano MaterialsManojkumar AОценок пока нет
- Recent Developments in Semiconducting Thin-Film Gas Sensors PDFДокумент7 страницRecent Developments in Semiconducting Thin-Film Gas Sensors PDFArslan AnjumОценок пока нет
- Lecture 1 3 IntroductionДокумент47 страницLecture 1 3 IntroductionRishiraj Singh RanawatОценок пока нет
- Characterization of NanomaterialsДокумент75 страницCharacterization of NanomaterialsAbhishek SharmaОценок пока нет
- Synthesis and Characterization of Nitrogen Doped Aluminium Oxide - Copy 2 PDFДокумент40 страницSynthesis and Characterization of Nitrogen Doped Aluminium Oxide - Copy 2 PDFkhalida NaseemОценок пока нет
- Synthesis of Nano ParticlesДокумент7 страницSynthesis of Nano ParticlesTanujGupta100% (1)
- AluminaДокумент5 страницAluminaSiddhartha PachisiaОценок пока нет
- Schematic of How Graphene Could Roll Up To Form A Carbon NanotubeДокумент15 страницSchematic of How Graphene Could Roll Up To Form A Carbon NanotubeKashish GuptaОценок пока нет
- Use of Nanotechnology in Cement-Based Materials PDFДокумент5 страницUse of Nanotechnology in Cement-Based Materials PDFHarini S BОценок пока нет
- Two Step SinteringДокумент4 страницыTwo Step Sinteringrajadasari5682Оценок пока нет
- Ball Milling: Supervised By: Dr. Sharaf Aldin Mohammed AlmusawiДокумент17 страницBall Milling: Supervised By: Dr. Sharaf Aldin Mohammed Almusawiاحمد سعد كاطعОценок пока нет
- Polycrystalline Materials - Theoretical and Practical AspectsДокумент176 страницPolycrystalline Materials - Theoretical and Practical AspectsJosé RamírezОценок пока нет
- Light, Intermediate, Heavy Distillates, and Residues. Light DistillatesДокумент8 страницLight, Intermediate, Heavy Distillates, and Residues. Light DistillatesRowel GanzonОценок пока нет
- Nanomaterials: 1. Basics of Nano Materials and Nanochemistry - Features Nanoscience and NanotechnologyДокумент5 страницNanomaterials: 1. Basics of Nano Materials and Nanochemistry - Features Nanoscience and NanotechnologyHuong DangОценок пока нет
- Synthesis of Copper Oxide Nanoparticles Using Simple Chemical Route PDFДокумент3 страницыSynthesis of Copper Oxide Nanoparticles Using Simple Chemical Route PDFRobinsonОценок пока нет
- Free Electricity From Nano Generators: Presente DbyДокумент10 страницFree Electricity From Nano Generators: Presente Dby9059826086Оценок пока нет
- Protective Coating of Gas Turbine - Kang N Lee PDFДокумент19 страницProtective Coating of Gas Turbine - Kang N Lee PDFAnonymous PPIsqPQErОценок пока нет
- Graphene: Visit To DownloadДокумент24 страницыGraphene: Visit To Downloadsrikanth914100% (1)
- What Is Graphen1Документ9 страницWhat Is Graphen1Sharmeen FooraballyОценок пока нет
- Nano ChemistryДокумент5 страницNano ChemistrySaudaDarОценок пока нет
- Scanning Electron MicrosДокумент14 страницScanning Electron Microszhoushengyuanly100% (1)
- 9371034Документ86 страниц9371034Omar DoskyОценок пока нет
- R. R. Gupta - Topics in Heterocyclic Chemistry: Microwave-Assisted Synthesis of HeterocyclesДокумент14 страницR. R. Gupta - Topics in Heterocyclic Chemistry: Microwave-Assisted Synthesis of HeterocyclesNstm30% (1)
- Current Topics in Amorphous Materials: Physics & TechnologyОт EverandCurrent Topics in Amorphous Materials: Physics & TechnologyY. SakuraiРейтинг: 5 из 5 звезд5/5 (1)
- Pasta Termica Siliconada en Crema DisipadoraДокумент2 страницыPasta Termica Siliconada en Crema DisipadoraMoringa OleiferaОценок пока нет
- Tafm 2020 102497 PDFДокумент11 страницTafm 2020 102497 PDFLiviu MarsavinaОценок пока нет
- Lab Report 3Документ9 страницLab Report 3Muhammad Shaheen Rajput100% (1)
- 1569 ch32Документ24 страницы1569 ch32Karthik KrishОценок пока нет
- Design of Coupled Wall Structures As Evolving Structural Systems - GOODДокумент14 страницDesign of Coupled Wall Structures As Evolving Structural Systems - GOODSkyОценок пока нет
- Failure Analysis of A Superheater Tube Ruptured in A Power PlantДокумент10 страницFailure Analysis of A Superheater Tube Ruptured in A Power Plantadventius S.S100% (1)
- Experiment No:4 Bending Testing: ObjectivesДокумент5 страницExperiment No:4 Bending Testing: ObjectivesNarjes Ibrahem Khaled 2K21/PHDCH/02Оценок пока нет
- GX5CrNi19-10 - 1Документ2 страницыGX5CrNi19-10 - 1Joe ClarkeОценок пока нет
- Other 1250877Документ30 страницOther 1250877Hussein JaberОценок пока нет
- Pump System Labby 2015Документ6 страницPump System Labby 2015Azril DahariОценок пока нет
- Strength of Materials by S K Mondal TQ-1 PDFДокумент431 страницаStrength of Materials by S K Mondal TQ-1 PDFAbhijit BiswasОценок пока нет
- ASTM E10-14 Standard Test Method For Brinell Hardness of Metallic MaterialsДокумент32 страницыASTM E10-14 Standard Test Method For Brinell Hardness of Metallic MaterialsSaya Santorno100% (2)
- Chapter 27: Large Sliding Analysis of A BuckleДокумент12 страницChapter 27: Large Sliding Analysis of A BuckleDan WolfОценок пока нет
- Microcracking and Stress-Strain Curves For Concrete in TensionДокумент4 страницыMicrocracking and Stress-Strain Curves For Concrete in TensionjayanthОценок пока нет
- Earthquake Response of 10-Story Story-Drift-Controlled RC Frames With Hysteretic DampersДокумент12 страницEarthquake Response of 10-Story Story-Drift-Controlled RC Frames With Hysteretic DampersAlex MolinaОценок пока нет
- Torsion of Circular ShaftДокумент12 страницTorsion of Circular ShaftTare Er KshitijОценок пока нет
- Ahsanullah University of Science & Technology Dept. of Civil EngineeringДокумент14 страницAhsanullah University of Science & Technology Dept. of Civil EngineeringRaju ShresthaОценок пока нет
- A1200 Red Thread II PipingДокумент0 страницA1200 Red Thread II PipingjimmycabreraОценок пока нет
- Code Commentary: 12.14 - Splices of Reinforcement - General R12.14 - Splices of Reinforcement - GeneralДокумент1 страницаCode Commentary: 12.14 - Splices of Reinforcement - General R12.14 - Splices of Reinforcement - GeneralSriram KiranОценок пока нет
- Modeling Cracked Section Properties For Shear Wall and SlabДокумент2 страницыModeling Cracked Section Properties For Shear Wall and SlabSeifeldin Ali MarzoukОценок пока нет
- Semiconductor MaterialsДокумент13 страницSemiconductor MaterialsRizza Mae SorianoОценок пока нет
- Diff BW MOR and MOEДокумент6 страницDiff BW MOR and MOEpwdcd1Оценок пока нет
- Sheet Metal Bending PDFДокумент12 страницSheet Metal Bending PDFPedro Antonio Jimenez Serge50% (2)
- Determination of The Constants of Damage ModelsДокумент10 страницDetermination of The Constants of Damage Modelsmeriem nouiraОценок пока нет
- Special Ceramic Materials: Hana OvcacikovaДокумент44 страницыSpecial Ceramic Materials: Hana OvcacikovaSasi KalaОценок пока нет
- Hubbert and Willis, 1972 Mechanics of Hydr FracДокумент19 страницHubbert and Willis, 1972 Mechanics of Hydr Fracnic7522Оценок пока нет
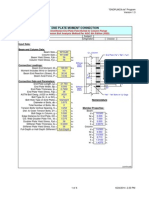
- End Plate Moment ConnectionДокумент4 страницыEnd Plate Moment Connectionmahhor82_635643838Оценок пока нет
- Journal of Alloys and CompoundsДокумент10 страницJournal of Alloys and CompoundsAdiljaved photographyОценок пока нет
- 2stress-Hydraulic Fracturing MethodДокумент13 страниц2stress-Hydraulic Fracturing MethodBhaskar ReddyОценок пока нет