Вам также может понравиться
- Heat Treat Definitions PDFДокумент3 страницыHeat Treat Definitions PDFmastorfaizalОценок пока нет
- Shrinkage and Distortion CalculationДокумент4 страницыShrinkage and Distortion CalculationRajendra Kumar SharmaОценок пока нет
- Principle of Spot WeldingДокумент2 страницыPrinciple of Spot Weldingkgggani100% (1)
- .CAD Modeling and FEA Analysis of Wheel Rim For Weight ReductionДокумент8 страниц.CAD Modeling and FEA Analysis of Wheel Rim For Weight ReductionEnijad ArnautОценок пока нет
- Casting PresentationДокумент34 страницыCasting Presentationvijaykumarn100% (1)
- Heat Treatment ProcessДокумент4 страницыHeat Treatment ProcessSuhaib AshrafОценок пока нет
- Jimma Institute of Technology: Product Design Unit II: Assembly and JoiningДокумент10 страницJimma Institute of Technology: Product Design Unit II: Assembly and JoiningfayzaОценок пока нет
- What Is The Injection Moulding?Документ12 страницWhat Is The Injection Moulding?Muhammad Usama KhokharОценок пока нет
- Limit, Fit, ToleranceДокумент15 страницLimit, Fit, ToleranceTejwinderSinghОценок пока нет
- Sheet MATALДокумент9 страницSheet MATALSunil KumarОценок пока нет
- Basics of Statistical Process Control (SPC) : X-Bar and Range ChartsДокумент4 страницыBasics of Statistical Process Control (SPC) : X-Bar and Range ChartsprabhupipingОценок пока нет
- How Voids Can Occur in Plastic Injection Molded PartsДокумент4 страницыHow Voids Can Occur in Plastic Injection Molded PartsRavindra ErabattiОценок пока нет
- A Concise Presentation: Mr. Deepak SarangiДокумент20 страницA Concise Presentation: Mr. Deepak SarangiGAJENDRA KUMARОценок пока нет
- Prepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggДокумент39 страницPrepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggMitul patelОценок пока нет
- Heat TreatmentДокумент2 страницыHeat TreatmentAnonymous XClYkdKyОценок пока нет
- Heat Treatment of Al-Si-Cu-Mg Casting AlloysДокумент60 страницHeat Treatment of Al-Si-Cu-Mg Casting AlloysRocio LopezОценок пока нет
- N Pos G Code X-Axis Y-Axis Z-AxisДокумент5 страницN Pos G Code X-Axis Y-Axis Z-AxisrazanmrmОценок пока нет
- MD Design ConsiderationДокумент18 страницMD Design ConsiderationjhpatelОценок пока нет
- Advantages of LPDCДокумент2 страницыAdvantages of LPDCSuhas KrishnaОценок пока нет
- Taking A Geometric Dimensioning and Tolerancing CourseДокумент2 страницыTaking A Geometric Dimensioning and Tolerancing CourseJames D. Meadows & Associates, Inc.Оценок пока нет
- Heat Treatment Defects TSДокумент2 страницыHeat Treatment Defects TSKhin Aung Shwe100% (1)
- Allaboutcolor 090828165733 Phpapp02Документ62 страницыAllaboutcolor 090828165733 Phpapp02Ilyana KamalОценок пока нет
- 09 Color Calculations enДокумент31 страница09 Color Calculations enJayaminОценок пока нет
- Distortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureДокумент7 страницDistortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureVireshVerma100% (1)
- Injection MouldingДокумент33 страницыInjection MouldingArpit S SavarkarОценок пока нет
- All About Stainless and Heat-Resistant SteelДокумент8 страницAll About Stainless and Heat-Resistant SteelsaeidianОценок пока нет
- The T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356Документ5 страницThe T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356tumoyeОценок пока нет
- A Review On Modeling and Analysis of Car Wheel Rim Using CATIA & ANSYS PDFДокумент5 страницA Review On Modeling and Analysis of Car Wheel Rim Using CATIA & ANSYS PDFHafiz M TahirОценок пока нет
- Weld Line Defect Analysis and TroubleshootingДокумент4 страницыWeld Line Defect Analysis and TroubleshootingJackie LeeОценок пока нет
- CHAPTER 2 Press WorkingДокумент29 страницCHAPTER 2 Press WorkingDen Yogi HardiyantoОценок пока нет
- Lecture 18 - Powder MetallurgyДокумент13 страницLecture 18 - Powder MetallurgyKonark PatelОценок пока нет
- CastingДокумент20 страницCastingCHANDRAJEET AMARОценок пока нет
- Design Guide DSM GuideДокумент0 страницDesign Guide DSM GuideDavid García SalvatierraОценок пока нет
- Injection MouldingДокумент12 страницInjection MouldingFranzMigОценок пока нет
- Module 1 - Design Considerations DMEДокумент59 страницModule 1 - Design Considerations DMEsreeramhariharanОценок пока нет
- Dimensional Molding ShrinkagesДокумент18 страницDimensional Molding Shrinkagessanthosh5242Оценок пока нет
- Sheet Metal Forming ProcessesДокумент51 страницаSheet Metal Forming ProcessesLeo Dev WinsОценок пока нет
- FoundryДокумент10 страницFoundryAnjana_EdathadanОценок пока нет
- Clean Room SpecsДокумент7 страницClean Room SpecsLaxminarayan Jha100% (1)
- AMS 7110 Resistance Weld Gun SpecificationДокумент26 страницAMS 7110 Resistance Weld Gun SpecificationdhareeshОценок пока нет
- On Resistance WeldingДокумент18 страницOn Resistance WeldingMadhup Kulshrestha100% (1)
- Unit-4 Heat Treatment of AlloysДокумент18 страницUnit-4 Heat Treatment of AlloysShyam PatidarОценок пока нет
- Casting 1Документ26 страницCasting 1Lal KishanОценок пока нет
- Dr. Harish AgingДокумент13 страницDr. Harish AgingLeta DabaОценок пока нет
- Compression Molding Is A Method ofДокумент4 страницыCompression Molding Is A Method ofsathishpantaloonОценок пока нет
- Casting DefectДокумент5 страницCasting DefectSaurabhОценок пока нет
- Mold Resin GuideДокумент6 страницMold Resin GuidesansagithОценок пока нет
- Unit - IIДокумент143 страницыUnit - IIjyothiОценок пока нет
- Conformal CoolingДокумент19 страницConformal CoolingskumaranspОценок пока нет
- rr321803 Foundry TechnologyДокумент6 страницrr321803 Foundry TechnologySRINIVASA RAO GANTAОценок пока нет
- Vacuum CastingДокумент7 страницVacuum Castingmeet vermaОценок пока нет
- Die Casting Heat Treatment Process To Increase Strength Part 2Документ6 страницDie Casting Heat Treatment Process To Increase Strength Part 2itslowОценок пока нет
- Annealing Normalizing QuenchingДокумент22 страницыAnnealing Normalizing QuenchingManish GuptaОценок пока нет
- Properties and Applicable Usage of PosmacДокумент3 страницыProperties and Applicable Usage of PosmacLucio PereiraОценок пока нет
- Stress Relieving, Normalising and Annealing: Datasheet For Non-Heat-TreatersДокумент2 страницыStress Relieving, Normalising and Annealing: Datasheet For Non-Heat-TreatersGani PateelОценок пока нет
- IslahДокумент2 страницыIslahnecdet_karagülleОценок пока нет
- Stress RelievingДокумент1 страницаStress RelievingManjadi MaverickОценок пока нет
- Product Design Guide For ForgingДокумент31 страницаProduct Design Guide For ForgingVikram Borkhediya100% (1)
- MaterialsciencereportДокумент6 страницMaterialsciencereporterosОценок пока нет
- Business Marketing-Presentation On Mohammadi Group (RMG)Документ17 страницBusiness Marketing-Presentation On Mohammadi Group (RMG)Mehedi HassanОценок пока нет
- Chapter 11Документ11 страницChapter 11poОценок пока нет
- World Glass Fibre Reinforced Plastic (GFRP) Market 2013-2023Документ21 страницаWorld Glass Fibre Reinforced Plastic (GFRP) Market 2013-2023VisiongainGlobalОценок пока нет
- Warehouse MGT Chap 01Документ36 страницWarehouse MGT Chap 01syakirah100% (1)
- Unit-Iii: Inventory ControlДокумент39 страницUnit-Iii: Inventory ControlKarthickKrishnaОценок пока нет
- Dairy Engineering 1.0Документ136 страницDairy Engineering 1.0isabeljanuarioОценок пока нет
- Material Handling in CIMДокумент82 страницыMaterial Handling in CIMHot Shot0% (2)
- Manufacturing Process Assignment 1Документ10 страницManufacturing Process Assignment 1abhishek chibОценок пока нет
- Basic Engineering DesignДокумент4 страницыBasic Engineering DesignSopi LabuОценок пока нет
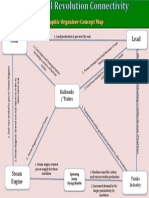
- Graphic OrganizerДокумент1 страницаGraphic Organizerapi-270328839Оценок пока нет
- PFEMA Attachment B Rev 16fe15Документ1 страницаPFEMA Attachment B Rev 16fe15Saulo TrejoОценок пока нет
- Introduction To Structural Steel DesignДокумент40 страницIntroduction To Structural Steel DesignOsama TamariОценок пока нет
- Complete EDM Handbook - 3Документ16 страницComplete EDM Handbook - 3Neil BotesОценок пока нет
- 10 Catalog Krisbow9 Machine Toll AccДокумент16 страниц10 Catalog Krisbow9 Machine Toll AccEnrique da MattaОценок пока нет
- MCP 101 Lab Manual 2016Документ66 страницMCP 101 Lab Manual 2016Sankalp GargОценок пока нет
- GRE PipeДокумент4 страницыGRE PipeMohamed GuezguezОценок пока нет
- 3900B1 06 Sterile Drug ProductsДокумент2 страницы3900B1 06 Sterile Drug ProductsNaveenbabu SoundararajanОценок пока нет
- Introduction To PistonДокумент10 страницIntroduction To PistonAkimRee100% (1)
- Unit Rate AnalysisДокумент169 страницUnit Rate AnalysisYasichalew sefineh0% (1)
- Coal Overview in IndonesiaДокумент23 страницыCoal Overview in IndonesiaAbhishek TripathiОценок пока нет
- A 276Документ1 страницаA 276AnuranjanОценок пока нет
- Work Instruction - Loading-TamilДокумент28 страницWork Instruction - Loading-Tamilshanmugam86100% (2)
- Scholar List MechДокумент152 страницыScholar List MechM.Saravana Kumar..M.EОценок пока нет
- C2microsoft Office PowerPoint 97-2003 Presentation-1Документ18 страницC2microsoft Office PowerPoint 97-2003 Presentation-1swaroop belwalkarОценок пока нет
- Sliding Headstock Type Automatic CNC LatheДокумент12 страницSliding Headstock Type Automatic CNC LatheNova TekОценок пока нет
- 7-11 Case Solution Section - B - Group 2Документ12 страниц7-11 Case Solution Section - B - Group 2Prashant ChavanОценок пока нет
- Class 1 Sea TimeДокумент2 страницыClass 1 Sea TimeAnonymous 4ylE57C6Оценок пока нет
- Fcie CompaniesДокумент4 страницыFcie CompaniesRodel MartinezОценок пока нет
- A3 Civil WorksДокумент28 страницA3 Civil WorksNonsoufo ezeОценок пока нет
- Solid Hazardous Waste ReviewДокумент5 страницSolid Hazardous Waste Reviewapi-236051971Оценок пока нет