Вам также может понравиться
- Vyuhas - The Strategic Formations: Advanced War Techniques of Mahabharata PeriodДокумент9 страницVyuhas - The Strategic Formations: Advanced War Techniques of Mahabharata PeriodSaptarshi BasuОценок пока нет
- Dead Freight Letter: Form No: BULK/011Документ1 страницаDead Freight Letter: Form No: BULK/011Saptarshi Basu100% (4)
- Defect EliminationДокумент4 страницыDefect EliminationHossein100% (1)
- Reliability Uptime Element ChartДокумент1 страницаReliability Uptime Element ChartRony MartínezОценок пока нет
- Notice of Readiness: Vessel: Owners: CharterersДокумент1 страницаNotice of Readiness: Vessel: Owners: CharterersSaptarshi Basu100% (2)
- 5855-Mooring Rope ChecklistДокумент4 страницы5855-Mooring Rope ChecklistSaptarshi Basu0% (1)
- 5855-Mooring Rope ChecklistДокумент4 страницы5855-Mooring Rope ChecklistSaptarshi Basu0% (1)
- 2020 Sustainabilty Report - ENДокумент29 страниц2020 Sustainabilty Report - ENGeraldОценок пока нет
- Condition Based Maintenance (CBM)Документ2 страницыCondition Based Maintenance (CBM)BassemОценок пока нет
- Effective Maintenance ManagementДокумент8 страницEffective Maintenance ManagementFemi ObiomahОценок пока нет
- Maintenance Planning and Scheduling PPT 2Документ9 страницMaintenance Planning and Scheduling PPT 2Sunday Paul100% (1)
- Making The Case For Plant-Wide Condition MonitoringДокумент8 страницMaking The Case For Plant-Wide Condition MonitoringAbdulrahman Alkhowaiter100% (1)
- Defect EliminationДокумент8 страницDefect EliminationHariKishore SudarsanamОценок пока нет
- Why Are We So Bad at Maintenance ManagementДокумент16 страницWhy Are We So Bad at Maintenance ManagementMasoud AmirzadehfardОценок пока нет
- Six Steps To Condition Based Maintenance - GoodДокумент3 страницыSix Steps To Condition Based Maintenance - GoodSelvaraj BalasundramОценок пока нет
- Parts Failure AnalysisДокумент3 страницыParts Failure Analysisswapneel_kulkarniОценок пока нет
- R CM BrochureДокумент4 страницыR CM Brochureelshamik100% (1)
- Machine Condition Monitoring Technical Library - N - Apr.2014 - NIДокумент4 страницыMachine Condition Monitoring Technical Library - N - Apr.2014 - NIHmidaОценок пока нет
- Hydraulic Troubleshooting GuideДокумент9 страницHydraulic Troubleshooting Guideusamaperwez100% (1)
- Condition Based MaintenanceДокумент14 страницCondition Based Maintenancefarismoh100% (1)
- Engine Oil ViscosityДокумент2 страницыEngine Oil Viscosityjhnbrry21803Оценок пока нет
- RCA Next Level Failure AnalysisДокумент53 страницыRCA Next Level Failure AnalysisJay100% (1)
- CBM Basics - Condition Based MaintenanceДокумент13 страницCBM Basics - Condition Based MaintenanceMVSEETARAMANОценок пока нет
- Predictive MaintenanceДокумент9 страницPredictive MaintenanceGabo García GranizoОценок пока нет
- 11.0 Failure AnalysisДокумент7 страниц11.0 Failure AnalysisApirat WhannurakОценок пока нет
- Hoist Gearbox Monitoring: Applications Example: Overhead Gantry Crane Logi NДокумент4 страницыHoist Gearbox Monitoring: Applications Example: Overhead Gantry Crane Logi NmaidieeОценок пока нет
- Equipment Maintenance Management in Cape Verde Porto Da Praia - PDFДокумент72 страницыEquipment Maintenance Management in Cape Verde Porto Da Praia - PDFAmel Abbas Abbas AbbakerОценок пока нет
- RCMДокумент2 страницыRCMMohd Idris MohiuddinОценок пока нет
- A Simple Strategy For Eliminating Machinery Maintenance-Alkhowaiter-Oct-27-2019-3Документ17 страницA Simple Strategy For Eliminating Machinery Maintenance-Alkhowaiter-Oct-27-2019-3Abdulrahman AlkhowaiterОценок пока нет
- Guide For Survey Based On Reliability-Centered Maintenance - ABSДокумент114 страницGuide For Survey Based On Reliability-Centered Maintenance - ABSRicardo Villalonga100% (1)
- Condition Based MaintenanceДокумент58 страницCondition Based MaintenancevelisbarОценок пока нет
- Vibration ANALYSIS ServiceДокумент4 страницыVibration ANALYSIS ServiceRCM Hoc vien100% (1)
- Technical Report Concerning RCM. by Elisony Edward Mweladzi. Dar Es Salaam Tanzania +255 754321825Документ14 страницTechnical Report Concerning RCM. by Elisony Edward Mweladzi. Dar Es Salaam Tanzania +255 754321825Elisony EdwardОценок пока нет
- Inspection & Condition AssessmentДокумент12 страницInspection & Condition Assessmentmdc2013Оценок пока нет
- Maintenance Spares Inventory Management PDFДокумент7 страницMaintenance Spares Inventory Management PDFsaeedalemveОценок пока нет
- SKF Reliability MaintenanceInstitute Courses PDFДокумент26 страницSKF Reliability MaintenanceInstitute Courses PDFelbusharieltaher1261Оценок пока нет
- Marine Crane Lifecycle CostДокумент3 страницыMarine Crane Lifecycle CostesvalОценок пока нет
- Total Range: Expand Your Efficiency HorizonsДокумент40 страницTotal Range: Expand Your Efficiency Horizonsmaaathan100% (1)
- Condition Monitoring and Assessment For Rotating MachineryДокумент22 страницыCondition Monitoring and Assessment For Rotating MachineryMohamed KhaledОценок пока нет
- Bad Actor Defect EliminationДокумент28 страницBad Actor Defect EliminationMunazar HussainОценок пока нет
- RCM For Automated Mining MachineryДокумент86 страницRCM For Automated Mining MachineryHugoCabanillasОценок пока нет
- Crane Productivity ImprovementДокумент13 страницCrane Productivity ImprovementAlex Goussiatiner100% (16)
- Computerized Maintenance Management System: Advantages/ BenefitsДокумент6 страницComputerized Maintenance Management System: Advantages/ BenefitsMSN4321100% (1)
- Planned MaintenanceДокумент17 страницPlanned MaintenanceAnand Dubey100% (1)
- Maintenance Journal 171fullДокумент85 страницMaintenance Journal 171fullJorge MartinezОценок пока нет
- 1 13936 Fixed Asset Management Evaluation GuideДокумент6 страниц1 13936 Fixed Asset Management Evaluation GuideRagul MohanОценок пока нет
- Machinery Planned Maintenance and Condition Monitoring, March 2013Документ28 страницMachinery Planned Maintenance and Condition Monitoring, March 2013sailorgeorge1100% (1)
- Maintenance Presentation SlideДокумент56 страницMaintenance Presentation Slidekapun kumar nayakОценок пока нет
- Criticality Assessment of SparesДокумент11 страницCriticality Assessment of SparesSeelan Surendran100% (2)
- UNIT 11 Condition Monitoring On Hydro TurbineДокумент4 страницыUNIT 11 Condition Monitoring On Hydro Turbinemuaz_aminu1422100% (1)
- Grease Refill QtyДокумент3 страницыGrease Refill QtyParmasamy SubramaniОценок пока нет
- Maintenance Planning and SchedullingДокумент3 страницыMaintenance Planning and SchedullingAnnisa MarlinОценок пока нет
- Asset Life Cycle CostДокумент67 страницAsset Life Cycle CostsdsadОценок пока нет
- Reliability, Maintainability & Availability IntroductionДокумент42 страницыReliability, Maintainability & Availability IntroductionVinoth KumarОценок пока нет
- Manual AMARILLO Drive Pump Repair Man 250 350 v0215Документ23 страницыManual AMARILLO Drive Pump Repair Man 250 350 v0215Widi PrasetyoОценок пока нет
- Building Assets MGMT Plan 7VG 150331Документ230 страницBuilding Assets MGMT Plan 7VG 150331Sazali KhamsanОценок пока нет
- Rootcause Failure AnalysisДокумент3 страницыRootcause Failure Analysiskannan25% (4)
- Asset MGMT 101Документ6 страницAsset MGMT 101tristanmaharajОценок пока нет
- Life Cylcle CostingДокумент11 страницLife Cylcle CostingBiniyam12Оценок пока нет
- UNIT.1: Maintenance, Maintenance Planning, & Maintenance Activity For Machine ToolsДокумент51 страницаUNIT.1: Maintenance, Maintenance Planning, & Maintenance Activity For Machine Toolsjulakanti1Оценок пока нет
- Maintenance PlanningДокумент40 страницMaintenance PlanningDominicОценок пока нет
- Texas Oil Chart Hand Book1Документ1 страницаTexas Oil Chart Hand Book1parag7676Оценок пока нет
- A Practical Approach For Ship Construction Cost EstimatingДокумент13 страницA Practical Approach For Ship Construction Cost EstimatingdrthuhanОценок пока нет
- Reliability Centered Maintenance Rcm A Complete Guide - 2019 EditionОт EverandReliability Centered Maintenance Rcm A Complete Guide - 2019 EditionОценок пока нет
- Structural Health MonitoringОт EverandStructural Health MonitoringDaniel BalageasОценок пока нет
- Weather Advisory: Weather Conditions in Port Is NormalДокумент1 страницаWeather Advisory: Weather Conditions in Port Is NormalSaptarshi BasuОценок пока нет
- Who Killed More: Hitler, Stalin, or Mao?: Ian JohnsonДокумент8 страницWho Killed More: Hitler, Stalin, or Mao?: Ian JohnsonSaptarshi BasuОценок пока нет
- Circular (2) 18-May-2021 15-28-16Документ1 страницаCircular (2) 18-May-2021 15-28-16Saptarshi BasuОценок пока нет
- Multigas Detctor - GX-2009Документ1 страницаMultigas Detctor - GX-2009Saptarshi BasuОценок пока нет
- Pak Fooot Print in TerrorДокумент47 страницPak Fooot Print in TerrorSaptarshi BasuОценок пока нет
- Nehrus Monumental Stupidity - in Muchkund Dubeys WordsДокумент7 страницNehrus Monumental Stupidity - in Muchkund Dubeys WordsSaptarshi BasuОценок пока нет
- Jihad: From Muhammad To ISIS (Post Hill Press, Nashville/New York, 2018) and DedicatedДокумент9 страницJihad: From Muhammad To ISIS (Post Hill Press, Nashville/New York, 2018) and DedicatedSaptarshi BasuОценок пока нет
- Draft Survey Report: Form No: BULK/003Документ1 страницаDraft Survey Report: Form No: BULK/003Saptarshi Basu100% (1)
- 5626-Letter of IndemnityДокумент3 страницы5626-Letter of IndemnitySaptarshi Basu100% (1)
- Note of Sea Protest: Form No: BULK/010Документ1 страницаNote of Sea Protest: Form No: BULK/010Saptarshi BasuОценок пока нет
- Form No: TEC / 026: Chief EngineerДокумент3 страницыForm No: TEC / 026: Chief EngineerSaptarshi BasuОценок пока нет
- 5837-Monthly Management MeetingДокумент1 страница5837-Monthly Management MeetingSaptarshi BasuОценок пока нет
- Common Interview Questions and AnswersДокумент9 страницCommon Interview Questions and AnswersSaptarshi BasuОценок пока нет
- 5856-Lubrication Plan - Deck EquipmentДокумент1 страница5856-Lubrication Plan - Deck EquipmentSaptarshi BasuОценок пока нет
- 5835-Note of Protest For Bunkering OperationsДокумент1 страница5835-Note of Protest For Bunkering OperationsSaptarshi Basu100% (1)
- Human FactorДокумент19 страницHuman FactorSaptarshi BasuОценок пока нет
- Brain Stuff PDFДокумент18 страницBrain Stuff PDFKrish Veni100% (1)
- Meeting of Ching Ki Sheik and General Douglas Mac ArthurДокумент1 страницаMeeting of Ching Ki Sheik and General Douglas Mac ArthurSaptarshi BasuОценок пока нет
- Essay On Sustainable Developement Out at SeaДокумент5 страницEssay On Sustainable Developement Out at SeaSaptarshi BasuОценок пока нет
- CSTF R PDFДокумент2 страницыCSTF R PDFSaptarshi BasuОценок пока нет
- High Sea Laws and MaritimeДокумент3 страницыHigh Sea Laws and MaritimeSaptarshi BasuОценок пока нет
- 15 Toughest Interview Questions and Answers!: 1. Why Do You Want To Work in This Industry?Документ8 страниц15 Toughest Interview Questions and Answers!: 1. Why Do You Want To Work in This Industry?johnlemОценок пока нет
- Pakistan Army and Terrorism An Unholy Alliance: Jihadi GroupsДокумент26 страницPakistan Army and Terrorism An Unholy Alliance: Jihadi GroupsSaptarshi BasuОценок пока нет
- CSTF RДокумент2 страницыCSTF RSaptarshi BasuОценок пока нет
- REE0913ra LegazpiДокумент6 страницREE0913ra LegazpiScoopBoyОценок пока нет
- HP 300s+ Scientific Calculator: Sophisticated Design Ideal For Math and Science StudentsДокумент3 страницыHP 300s+ Scientific Calculator: Sophisticated Design Ideal For Math and Science StudentsgemaОценок пока нет
- Colegio de San Gabriel Arcangel of Caloocan, IncДокумент7 страницColegio de San Gabriel Arcangel of Caloocan, IncKIRITO SALINASОценок пока нет
- FPS Module 1Документ28 страницFPS Module 1RickОценок пока нет
- Traina 250Wp PDFДокумент2 страницыTraina 250Wp PDFSherifImamОценок пока нет
- Introduction To Mass Transfer - Part 1Документ39 страницIntroduction To Mass Transfer - Part 1Biniyam haile100% (1)
- Ao+ WDM12 R40DДокумент8 страницAo+ WDM12 R40DPedro Igor Oliveira CarvalhoОценок пока нет
- Product Analysis Certificate: Propanol-2 (Iso-Propanol) A.RДокумент1 страницаProduct Analysis Certificate: Propanol-2 (Iso-Propanol) A.RAMMARОценок пока нет
- Spining Mill in IndiaДокумент74 страницыSpining Mill in IndiaMahendra Shah100% (4)
- Case IH Farmall B - Brochure - 0717Документ7 страницCase IH Farmall B - Brochure - 0717nadeemmohamed555Оценок пока нет
- A Ongc HRM Summer ProjectДокумент58 страницA Ongc HRM Summer ProjectAmit SunsaraОценок пока нет
- Trane 5 Ton HP Cond submittat4TWB3060-SUB-106 - 05.05 - 11012009Документ2 страницыTrane 5 Ton HP Cond submittat4TWB3060-SUB-106 - 05.05 - 11012009nobleairОценок пока нет
- Bolt Group Coefficient For Eccentric Loads PDFДокумент5 страницBolt Group Coefficient For Eccentric Loads PDFdvelchevОценок пока нет
- Chemical Engineering Refresher CourseДокумент7 страницChemical Engineering Refresher CourseAstra BeckettОценок пока нет
- Documentation ExamplesДокумент5 страницDocumentation ExamplesErika HarveryОценок пока нет
- Karunungang BayanДокумент6 страницKarunungang BayanGeronimo DiazОценок пока нет
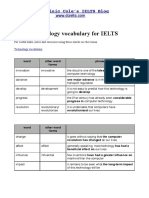
- Technology VocabularyДокумент3 страницыTechnology VocabularyChixo GalaxyОценок пока нет
- 4mb/01r-Que-2023 Jun Edexcel PastpaperДокумент24 страницы4mb/01r-Que-2023 Jun Edexcel Pastpaperaugust.shwanОценок пока нет
- The Rheological Properties of Ketchup As A Function of Different Hydrocolloids and TemperatureДокумент8 страницThe Rheological Properties of Ketchup As A Function of Different Hydrocolloids and TemperatureVicente WiethОценок пока нет
- Systems of Linear Equations With Two VariablesДокумент34 страницыSystems of Linear Equations With Two VariablesFatima KausarОценок пока нет
- Watch Out For Flying Pumpkins: BOE Member PromotedДокумент16 страницWatch Out For Flying Pumpkins: BOE Member PromotedelauwitОценок пока нет
- Fish CheeksДокумент4 страницыFish Cheekshafsah aminОценок пока нет
- A Butterfly Effect Volume 1 (Years 1 - 2)Документ362 страницыA Butterfly Effect Volume 1 (Years 1 - 2)xdyj2005Оценок пока нет
- Mat11 PDFДокумент13 страницMat11 PDFRaquel Martins E SilvaОценок пока нет
- Poem Summary - Keeping QuietДокумент3 страницыPoem Summary - Keeping QuietVignesh Mohan100% (2)
- SBB Product NoteДокумент3 страницыSBB Product NoteFilipe MartinsОценок пока нет
- All About CupcakesДокумент4 страницыAll About CupcakesRevtech RevalbosОценок пока нет
- What Makes A Cup of NESCAFÉ So Special? The Best Coffee Beans andДокумент4 страницыWhat Makes A Cup of NESCAFÉ So Special? The Best Coffee Beans andYenny YanyanОценок пока нет
- MAPEH (P.E.) : Quarter 1 - Module 1: Physical Activity Pyramid For Young LearnersДокумент11 страницMAPEH (P.E.) : Quarter 1 - Module 1: Physical Activity Pyramid For Young LearnersAlbert Ian CasugaОценок пока нет