Вам также может понравиться
- HydrocrackingДокумент1 страницаHydrocrackingLeonardo MartinettoОценок пока нет
- HydrotreatingPoster PDFДокумент1 страницаHydrotreatingPoster PDFekosmind100% (2)
- PETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONДокумент6 страницPETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONMilan MoradiyaОценок пока нет
- Introduction To Petroleum Technology - 3Документ21 страницаIntroduction To Petroleum Technology - 3Anish VazeОценок пока нет
- Fluid Catalytic Craking Unit (Fccu)Документ6 страницFluid Catalytic Craking Unit (Fccu)Nitin VarshneyОценок пока нет
- Overview of Petrochemicals: & Naphtha CrackerДокумент41 страницаOverview of Petrochemicals: & Naphtha CrackerAbhinav AjmaniОценок пока нет
- KBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalanceДокумент15 страницKBR Catalytic Olefins Technologies Provide Refinery/Petrochemical BalancesantiagoОценок пока нет
- Bp-Uop Cyclar Process: Lubo ZhouДокумент10 страницBp-Uop Cyclar Process: Lubo ZhouBharavi K SОценок пока нет
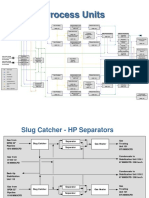
- Process Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterДокумент39 страницProcess Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterLarbi Hammoun100% (1)
- FCC TRNG PDFДокумент27 страницFCC TRNG PDFrameshkarthik810Оценок пока нет
- 017 Catalytic CrackingДокумент10 страниц017 Catalytic CrackingJess TobiasОценок пока нет
- Ethylene PropyleneДокумент40 страницEthylene PropyleneSiva KumarОценок пока нет
- CBEN409 07 Catalytic CrackingДокумент37 страницCBEN409 07 Catalytic Crackingrameshkarthik810Оценок пока нет
- Hydrotreater Revamps MUSTANG PTQДокумент4 страницыHydrotreater Revamps MUSTANG PTQDavid SmithОценок пока нет
- Background And: Introducti OnДокумент173 страницыBackground And: Introducti Onengr_aqeelОценок пока нет
- Hydrogen: The "Forever Fuel" That We Can Never Run Out ofДокумент26 страницHydrogen: The "Forever Fuel" That We Can Never Run Out ofSunil AroraОценок пока нет
- Naphtha Catalytic Cracking For Propylene ProudctionДокумент5 страницNaphtha Catalytic Cracking For Propylene ProudctionWong Yee SunОценок пока нет
- State of The Art in Glycol Dehydration Modelling and Optimization PDFДокумент20 страницState of The Art in Glycol Dehydration Modelling and Optimization PDFAnonymous a4Jwz14W100% (1)
- Mid & Downstream Business Training ModuleДокумент65 страницMid & Downstream Business Training Modulepraveen013Оценок пока нет
- Eliminating inert entry for safe catalyst changeoutsДокумент2 страницыEliminating inert entry for safe catalyst changeoutsAndri SaputraОценок пока нет
- 0420 - 118T3440 - Cooling WaterДокумент2 страницы0420 - 118T3440 - Cooling WaterfaisalnadimОценок пока нет
- Hydrogen Production: P A R T 6Документ34 страницыHydrogen Production: P A R T 6Bharavi K SОценок пока нет
- Mercury in Gas Processing: A Predictive ModelДокумент15 страницMercury in Gas Processing: A Predictive ModelusnadiОценок пока нет
- 104SE-Feed Contaminants in Hydroprocessing UnitsДокумент5 страниц104SE-Feed Contaminants in Hydroprocessing UnitsRoii RoyyОценок пока нет
- Unit 13. Alkylation: Professional Course in English "Fundamentals of Petroleum Refining"Документ43 страницыUnit 13. Alkylation: Professional Course in English "Fundamentals of Petroleum Refining"Abdoul RahimОценок пока нет
- Hydrocracking and HydrotreatingДокумент171 страницаHydrocracking and HydrotreatingapitbhuОценок пока нет
- RFCC KBR FeaturesДокумент24 страницыRFCC KBR FeaturesKannanGK100% (1)
- Molecular SievesДокумент31 страницаMolecular SievesHIPAP100% (1)
- DHT +corrosion +Документ11 страницDHT +corrosion +boscoОценок пока нет
- FCCДокумент50 страницFCCevinueОценок пока нет
- Sulfiding of Unsupported Metal Sulfide CatalystsДокумент4 страницыSulfiding of Unsupported Metal Sulfide CatalystsNeniitha SánchezОценок пока нет
- Practical Considerations For The Design of Adsorbent BedsДокумент10 страницPractical Considerations For The Design of Adsorbent BedsMariam AsgharОценок пока нет
- Maximizing profits from heavy crude oils and reducing fuel oil productionДокумент5 страницMaximizing profits from heavy crude oils and reducing fuel oil productionsantiagoОценок пока нет
- Whole Unit 2 - Crude Oil and Refining Product TestingДокумент113 страницWhole Unit 2 - Crude Oil and Refining Product Testingprathamesh singhОценок пока нет
- 04 PP Training Powerpoint PDFДокумент103 страницы04 PP Training Powerpoint PDFBkdn DungОценок пока нет
- Ajit Sapre - ExxonMobilДокумент48 страницAjit Sapre - ExxonMobilCarlos Augusto Arentz PereiraОценок пока нет
- Twenty Years of Progress with TEG DehydrationДокумент5 страницTwenty Years of Progress with TEG Dehydrationsejerson07Оценок пока нет
- Relative Rates of Coke Formation From Hydrocarbons in Steam CrackingДокумент6 страницRelative Rates of Coke Formation From Hydrocarbons in Steam CrackingTaylorОценок пока нет
- Integrated NGL and LNG ProcessДокумент16 страницIntegrated NGL and LNG ProcessD K SОценок пока нет
- 12 HCL PDFДокумент34 страницы12 HCL PDFRaghul TОценок пока нет
- BBS-10-W8-DS-011 - C - Glycol Surge Drum DS PDFДокумент2 страницыBBS-10-W8-DS-011 - C - Glycol Surge Drum DS PDFAdianto RahmanОценок пока нет
- Carbon CaptureДокумент13 страницCarbon CaptureShubhalaxmi SwainОценок пока нет
- Fuel Upgrading IIДокумент64 страницыFuel Upgrading IIJoannaJamesОценок пока нет
- Chapter 5 LPG RecoveryДокумент17 страницChapter 5 LPG RecoveryMohamed Sayed AbdoОценок пока нет
- Delayed Coking 09Документ12 страницDelayed Coking 09amitfriedlanderОценок пока нет
- PhD. Victor Alva, Conferencia-Hydrocarbon Fundamentals San MarcosДокумент62 страницыPhD. Victor Alva, Conferencia-Hydrocarbon Fundamentals San Marcosdaniel100% (1)
- Basics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, CatalystsДокумент5 страницBasics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, Catalystsonizuka-t2263Оценок пока нет
- COREX MIDREX An Ideal Concept For Economic and Environmental Steel Production BoehmДокумент15 страницCOREX MIDREX An Ideal Concept For Economic and Environmental Steel Production BoehmFernanda Brito100% (3)
- This Document Was Downloaded From The Penspen Integrity Virtual LibraryДокумент20 страницThis Document Was Downloaded From The Penspen Integrity Virtual LibraryGRANRICKYОценок пока нет
- Fantastic Magazine of KnowledgeДокумент44 страницыFantastic Magazine of KnowledgeRajan BalkiОценок пока нет
- Towards A Zero Gasoline Refinery PTQ Parts 1 2Документ15 страницTowards A Zero Gasoline Refinery PTQ Parts 1 2Anil UpadhyaОценок пока нет
- 5 - Demethanizer OperationДокумент5 страниц5 - Demethanizer Operationmaheenkapadia4612100% (1)
- 3 3 MR Robert PardemannДокумент47 страниц3 3 MR Robert Pardemannhoremheb1Оценок пока нет
- Modeling and Simulation of Steam CrackersДокумент6 страницModeling and Simulation of Steam CrackersFathan FathullahОценок пока нет
- Valves remain key to LNG plant operationsДокумент2 страницыValves remain key to LNG plant operationsgembirasekaliОценок пока нет
- GTL Process Design and Economic AnalysisДокумент41 страницаGTL Process Design and Economic AnalysisthuythukopaiОценок пока нет
- High Flux Steam Reforming Design Lowers CostДокумент6 страницHigh Flux Steam Reforming Design Lowers CostAnissa Nurul BadriyahОценок пока нет
- Pricing and Meaning of Ethane PlusДокумент3 страницыPricing and Meaning of Ethane PlusvenkateswarantОценок пока нет
- Handbook of Vapor Pressure: Volume 4: Inorganic Compounds and ElementsОт EverandHandbook of Vapor Pressure: Volume 4: Inorganic Compounds and ElementsОценок пока нет
- Thermal Insulation and Pipe StressДокумент3 страницыThermal Insulation and Pipe StressDevin KendrickОценок пока нет
- Numerical Evaluation of Stress Intensity Factors (K) J-Integral ApproachДокумент10 страницNumerical Evaluation of Stress Intensity Factors (K) J-Integral ApproachMohammed Abu SufianОценок пока нет
- Nasa Low Cycle FatigueДокумент120 страницNasa Low Cycle FatigueDesmond MirandaОценок пока нет
- NCHRP Report (Structural Supports For Hwy Signs, Luminaires,& Traffic Signals)Документ59 страницNCHRP Report (Structural Supports For Hwy Signs, Luminaires,& Traffic Signals)Roland NicolasОценок пока нет
- Revisiting SS in Waste Treatment Env 1Документ7 страницRevisiting SS in Waste Treatment Env 1Hai PhanОценок пока нет
- Additional Problems - Design of Packed ColumnsДокумент10 страницAdditional Problems - Design of Packed ColumnsFlorenceОценок пока нет
- ET - 3131905 - 3rd SEM - BEДокумент8 страницET - 3131905 - 3rd SEM - BESandesh BiradarОценок пока нет
- In The Partial Fulfillment of The Requirement For The Diploma in Mechanical Engineering Submitted ToДокумент11 страницIn The Partial Fulfillment of The Requirement For The Diploma in Mechanical Engineering Submitted To225 Shashi GavhaneОценок пока нет
- Melut Oil Development Project Prohoc Oy Melut Basin PS1 - PS6 A04.11.003-01 Turbo Washing UnitДокумент90 страницMelut Oil Development Project Prohoc Oy Melut Basin PS1 - PS6 A04.11.003-01 Turbo Washing Unitعبدالحميد عبدالغفار الدرديريОценок пока нет
- Week03 Multi Component Flash DistillationДокумент31 страницаWeek03 Multi Component Flash DistillationTirapath Chobchuen100% (1)
- Heat & Thermodynamics - Test - pdf-1Документ10 страницHeat & Thermodynamics - Test - pdf-1VishalОценок пока нет
- Engine Exhaust System Presentation by 14ME37Документ14 страницEngine Exhaust System Presentation by 14ME37Akash KumarОценок пока нет
- Laval Nozzle & Compressible Flow ProblemsДокумент2 страницыLaval Nozzle & Compressible Flow ProblemsPeter AdamОценок пока нет
- Bernoulli Equation PDFДокумент10 страницBernoulli Equation PDFaniefiok edetОценок пока нет
- Optimum FCC Conditions Give Maximum Gasoline and OctaneДокумент5 страницOptimum FCC Conditions Give Maximum Gasoline and OctaneHari PrasadОценок пока нет
- Pipesim DesignДокумент57 страницPipesim DesignPutri Diofita WОценок пока нет
- HVAC Equipment Guide for Heating and Cooling SystemsДокумент16 страницHVAC Equipment Guide for Heating and Cooling SystemsRahul Prajapati100% (1)
- 2011 Boiler Feed Pumps Thermosolar Conference V3 PDFДокумент27 страниц2011 Boiler Feed Pumps Thermosolar Conference V3 PDFjrri16Оценок пока нет
- IGCSE Chemistry Chapter 1Документ7 страницIGCSE Chemistry Chapter 1Spike ChingyenОценок пока нет
- Ffuid 2 L 5Документ70 страницFfuid 2 L 5Ari AkrayОценок пока нет
- E1 - Gas Properties - Methane vs. EthaneДокумент11 страницE1 - Gas Properties - Methane vs. EthaneHeli SolankiОценок пока нет
- Rayleigh-Taylor Instability - Wikipedia, The Free EncyclopediaДокумент8 страницRayleigh-Taylor Instability - Wikipedia, The Free EncyclopediaSantiago Márquez DamiánОценок пока нет
- Vessel Inspection PDFДокумент18 страницVessel Inspection PDFAhmed Imtiaz Rao100% (1)
- Rules of thumb for pump selection and operationДокумент6 страницRules of thumb for pump selection and operationSarjit ChoksiОценок пока нет
- Carbon Dioxide Fire ExtinguisherДокумент5 страницCarbon Dioxide Fire ExtinguisherSaeed AkhtarОценок пока нет
- TCV 101Документ1 страницаTCV 101Juan Krloz CastañedaОценок пока нет
- Effects of Wet Gas Flow On Gas Orifice Plate MetersДокумент7 страницEffects of Wet Gas Flow On Gas Orifice Plate MetersDaniel VictorОценок пока нет
- Pneumatically Actuating Rammer-1596 PDFДокумент4 страницыPneumatically Actuating Rammer-1596 PDFM L PrabhuОценок пока нет
- Chapter No 4Документ6 страницChapter No 4gotu123Оценок пока нет
- SPIE Oil & Gas Services: Pressure VesselsДокумент56 страницSPIE Oil & Gas Services: Pressure VesselsSadashiw PatilОценок пока нет
- Tablas Munson.2Документ11 страницTablas Munson.2Juan Pablo GuevaraОценок пока нет
- Discontinued: WarningДокумент6 страницDiscontinued: WarningAnonymous zTUWsMОценок пока нет
- Requirements for Branch Connections to Flare HeadersДокумент3 страницыRequirements for Branch Connections to Flare Headersgpskumar22Оценок пока нет
- Pumps and PrimersДокумент18 страницPumps and PrimersSambhranta MishraОценок пока нет
- Ehane Project SaipemДокумент156 страницEhane Project SaipemAdarsh SreekumarОценок пока нет