Вам также может понравиться
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1От EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Рейтинг: 2.5 из 5 звезд2.5/5 (3)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2От EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2Оценок пока нет
- Design of A Power Converter Based On UC3842 For Blade Electric VehicleДокумент6 страницDesign of A Power Converter Based On UC3842 For Blade Electric VehicleHossam SobhyОценок пока нет
- DC Ripple Current Reduction On A Single-Phase PWM Voltage-Source RectifierДокумент11 страницDC Ripple Current Reduction On A Single-Phase PWM Voltage-Source RectifierRajni YadavОценок пока нет
- Design and Implementation of Multiple Output Switch Mode Power SupplyДокумент6 страницDesign and Implementation of Multiple Output Switch Mode Power SupplyseventhsensegroupОценок пока нет
- Resonant Converter Power Supply Design for Arc WeldingДокумент5 страницResonant Converter Power Supply Design for Arc Weldingshado2010Оценок пока нет
- Design High Gain DC-DC Boost Converter With Coupling Inductor and Simulation in PsimДокумент8 страницDesign High Gain DC-DC Boost Converter With Coupling Inductor and Simulation in PsimInternational Journal of Research in Engineering and TechnologyОценок пока нет
- 2011 Important PDFДокумент6 страниц2011 Important PDFShaheer DurraniОценок пока нет
- DC-DC Boost Converter For Custom Application by LeenaДокумент4 страницыDC-DC Boost Converter For Custom Application by LeenaRekhamtrОценок пока нет
- Implementation of Single Stage Three Level Power Factor Correction AC-DC Converter With Phase Shift ModulationДокумент6 страницImplementation of Single Stage Three Level Power Factor Correction AC-DC Converter With Phase Shift ModulationseventhsensegroupОценок пока нет
- Three phase induction motor using single phase supplyДокумент8 страницThree phase induction motor using single phase supplyhezugОценок пока нет
- An-1048 (1) BLDC Driver LossДокумент9 страницAn-1048 (1) BLDC Driver LossDeepa DevarajОценок пока нет
- Boost and Buck-Boost Converters Experiment ReportДокумент12 страницBoost and Buck-Boost Converters Experiment Reportjeries shehadehОценок пока нет
- Exp No 1Документ9 страницExp No 1arooj aslamОценок пока нет
- UC3845 Technical ExplanationДокумент15 страницUC3845 Technical ExplanationankurmalviyaОценок пока нет
- Asymmetrical Full-Bridge ConverterДокумент9 страницAsymmetrical Full-Bridge ConverterAthiesh KumarОценок пока нет
- Nov 2011 Atul1Документ10 страницNov 2011 Atul1Rajeev RawatОценок пока нет
- Fuzzy Logic Controller Based Implemented ZVT-ZCT PWM Boost Converter Using Renewable Energy SourceДокумент6 страницFuzzy Logic Controller Based Implemented ZVT-ZCT PWM Boost Converter Using Renewable Energy SourceGRD JournalsОценок пока нет
- Design and Simulation of Triggering Circ PDFДокумент4 страницыDesign and Simulation of Triggering Circ PDFYimy GarciaОценок пока нет
- Ec1355 Esd EceДокумент31 страницаEc1355 Esd EceSenthil KumarОценок пока нет
- Study On The Control System of The Phase ControlleДокумент10 страницStudy On The Control System of The Phase Controlledat nguyenОценок пока нет
- Design and Simulation of Pulse-Width Modulated ZETA Converter With Power Factor CorrectionДокумент7 страницDesign and Simulation of Pulse-Width Modulated ZETA Converter With Power Factor CorrectionRama KrishnaОценок пока нет
- Function GeneratorДокумент78 страницFunction GeneratorVishali Chowdary100% (1)
- Transformer Based Resonant DC Inverter For Brushless DC Motor Drive SystemДокумент7 страницTransformer Based Resonant DC Inverter For Brushless DC Motor Drive SystemStudents Xerox ChidambaramОценок пока нет
- Design and Simulation of PFC Circuit For AC/DC Converter Based On PWM Boost RegulatorДокумент5 страницDesign and Simulation of PFC Circuit For AC/DC Converter Based On PWM Boost RegulatorSEP-PublisherОценок пока нет
- Ijeet: International Journal of Electrical Engineering & Technology (Ijeet)Документ11 страницIjeet: International Journal of Electrical Engineering & Technology (Ijeet)IAEME PublicationОценок пока нет
- Self-Oscillating Resonant AC/DC Converter Topology For Input Power-Factor CorrectionДокумент11 страницSelf-Oscillating Resonant AC/DC Converter Topology For Input Power-Factor CorrectionJie99Оценок пока нет
- DC/DC Converter Operation GuideДокумент6 страницDC/DC Converter Operation GuidesaeidraminaОценок пока нет
- Aplicacion Uc3842Документ15 страницAplicacion Uc3842Gian Mejia100% (1)
- Slua 143Документ15 страницSlua 143Tonia KataОценок пока нет
- AppNote03 Uc3842Документ14 страницAppNote03 Uc3842Heriberto Flores AmpieОценок пока нет
- High Power High Efficiency Buck Converter Circuit Using TL494Документ15 страницHigh Power High Efficiency Buck Converter Circuit Using TL494Koushik Maity100% (1)
- Resonant DC Link in PWM AC ChopperДокумент5 страницResonant DC Link in PWM AC ChopperMukesh SharmaОценок пока нет
- An 18Документ12 страницAn 18teomondoОценок пока нет
- ReportДокумент15 страницReportGavaine MattisonОценок пока нет
- Implementation of Full-Bridge Current-Fed Resonant Boost Converter Using PIC MicrocontrollerДокумент6 страницImplementation of Full-Bridge Current-Fed Resonant Boost Converter Using PIC MicrocontrollerAlonso CoradoОценок пока нет
- A High Efficiency Boost Converter For TFT-LCD Bias SupplyДокумент4 страницыA High Efficiency Boost Converter For TFT-LCD Bias SupplyHamid BoualiОценок пока нет
- Buck Converter Experiment ReportДокумент12 страницBuck Converter Experiment Reportjeries shehadehОценок пока нет
- Chapter Three2Документ12 страницChapter Three2Fuh ValleryОценок пока нет
- SPEED CONTROL OF SINGLE PHASE INDUCTION MOTOR" BY USING TRIAC - PPTДокумент30 страницSPEED CONTROL OF SINGLE PHASE INDUCTION MOTOR" BY USING TRIAC - PPTGökhan KAYA100% (2)
- (49-61) Optimizing The Output Current For A DC-DC ConverterДокумент14 страниц(49-61) Optimizing The Output Current For A DC-DC ConverterAlexander DeckerОценок пока нет
- Optimizing The Output Current For A DC-DC ConverterДокумент14 страницOptimizing The Output Current For A DC-DC ConverterDerrouch AbderrahmaneОценок пока нет
- Analysis and Modeling of Digital Peak Current Mode ControlДокумент6 страницAnalysis and Modeling of Digital Peak Current Mode Controltinhmaixatoi2006Оценок пока нет
- DC-DC Converter Tutorial: Application Note 2031Документ10 страницDC-DC Converter Tutorial: Application Note 2031Mou LaliОценок пока нет
- Process Control Lab ManualДокумент32 страницыProcess Control Lab ManualRakesh Kumar Patnaik50% (2)
- RF Controlled ApplianceДокумент14 страницRF Controlled ApplianceNEX456Оценок пока нет
- Control of Buck-Boost Chopper Type AC Voltage RegulatorДокумент5 страницControl of Buck-Boost Chopper Type AC Voltage RegulatorMariya GovindОценок пока нет
- Simulation of Flyback Converter With Peak Current Mode ControlДокумент6 страницSimulation of Flyback Converter With Peak Current Mode ControlAbhijit SinghОценок пока нет
- Design Guideline of AC-DC Converter Using FL6961 & FL6300A For 70W LED LightingДокумент13 страницDesign Guideline of AC-DC Converter Using FL6961 & FL6300A For 70W LED Lightingshiva1luОценок пока нет
- Pci Lab ManualДокумент32 страницыPci Lab ManualrkshpatnaikОценок пока нет
- High-Efficiency Active-Clamp Forward Converter With Transient Current Build-Up (TCB) ZVS TechniqueДокумент9 страницHigh-Efficiency Active-Clamp Forward Converter With Transient Current Build-Up (TCB) ZVS TechniquekerblaОценок пока нет
- Sana’a University Power SupplyДокумент16 страницSana’a University Power SupplytahaОценок пока нет
- Pulse Density ModulationДокумент4 страницыPulse Density ModulationrhusheinОценок пока нет
- Voltage To Frequency Converter Folosind Ci 555 TimerДокумент11 страницVoltage To Frequency Converter Folosind Ci 555 TimerAl ZanoagaОценок пока нет
- STEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10От EverandSTEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10Оценок пока нет
- Power Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlОт EverandPower Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlРейтинг: 5 из 5 звезд5/5 (1)
- Power Supply Projects: A Collection of Innovative and Practical Design ProjectsОт EverandPower Supply Projects: A Collection of Innovative and Practical Design ProjectsРейтинг: 3 из 5 звезд3/5 (2)
- Apartments and Dorms Near UTA: Compiled byДокумент4 страницыApartments and Dorms Near UTA: Compiled bySamuel ChristyОценок пока нет
- After Visa Essentials for US StudentsДокумент13 страницAfter Visa Essentials for US StudentsDinesh GudavalliОценок пока нет
- Design of A Power Take Off System PDFДокумент71 страницаDesign of A Power Take Off System PDFSamuel ChristyОценок пока нет
- Workbench Ansys PDFДокумент124 страницыWorkbench Ansys PDFlymacsausarangОценок пока нет
- Model Based Design of Efficient Power Take-OffДокумент15 страницModel Based Design of Efficient Power Take-OffSamuel ChristyОценок пока нет
- Modern Optimization TechniquesДокумент13 страницModern Optimization TechniquesMunender Pal SinghОценок пока нет
- Graduate Programs in The Universities of UsaДокумент3 страницыGraduate Programs in The Universities of UsaSamuel ChristyОценок пока нет
- Modern Optimization TechniquesДокумент13 страницModern Optimization TechniquesMunender Pal SinghОценок пока нет
- Using Cottonseed Oil: Performance Improvement of A Di Diesel EngineДокумент8 страницUsing Cottonseed Oil: Performance Improvement of A Di Diesel EngineARVINDОценок пока нет
- Ee201 Notes 5Документ46 страницEe201 Notes 5adamwaiz100% (2)
- 2-Series, 3-Series, and 4-Series Cell Lithium-Ion or Lithium-Polymer Battery Protection AfeДокумент32 страницы2-Series, 3-Series, and 4-Series Cell Lithium-Ion or Lithium-Polymer Battery Protection AfeGiridharan SanthakumarОценок пока нет
- McIntosh MDA5000 Car Source Mobile Digital To Analog ConvertorДокумент2 страницыMcIntosh MDA5000 Car Source Mobile Digital To Analog ConvertorNicolus CageОценок пока нет
- A123 PRODUCT SPEC FOR 8ah LFP CELLДокумент9 страницA123 PRODUCT SPEC FOR 8ah LFP CELLnishant_dreamviewerОценок пока нет
- 82 Telecommunication BrochureДокумент18 страниц82 Telecommunication Brochurerizadi_2006Оценок пока нет
- Load Test on 3-Phase Induction MotorДокумент6 страницLoad Test on 3-Phase Induction Motorjagadeesh_kumar_20Оценок пока нет
- Fibre Optical Sources & DetectorsДокумент17 страницFibre Optical Sources & DetectorsDIPAK VINAYAK SHIRBHATE88% (16)
- Equipment Wire Data SheetДокумент3 страницыEquipment Wire Data Sheetamro emadОценок пока нет
- User Guide: Rack Mount Power SupplyДокумент7 страницUser Guide: Rack Mount Power SupplyWilliam WankerОценок пока нет
- Features: Slls115E - October 1980 - Revised October 2007Документ27 страницFeatures: Slls115E - October 1980 - Revised October 2007Iván GissiОценок пока нет
- BT-620 BIOSENSORS QUIZ ANSWERSДокумент3 страницыBT-620 BIOSENSORS QUIZ ANSWERSRajОценок пока нет
- Homework 1Документ3 страницыHomework 1Shaban Malik100% (1)
- Proposal For MSCДокумент8 страницProposal For MSCMohamed Daw HamoudaОценок пока нет
- Metamaterial Graphene Photodetector With 500 GHZ BWДокумент7 страницMetamaterial Graphene Photodetector With 500 GHZ BWarashmokhtariОценок пока нет
- Physics For Scientists and Engineers, 6e: Chapter 28 - Direct Current CircuitsДокумент29 страницPhysics For Scientists and Engineers, 6e: Chapter 28 - Direct Current CircuitsFaiza AliОценок пока нет
- 7 True/False Questions: Name: ScoreДокумент4 страницы7 True/False Questions: Name: ScoreAtharv GandhiОценок пока нет
- CC-LINK Interface: SR83 Digital ControllerДокумент24 страницыCC-LINK Interface: SR83 Digital ControllerChristianОценок пока нет
- PGK 70 HBДокумент34 страницыPGK 70 HBArturo Conde (Fonkel Mexicana)Оценок пока нет
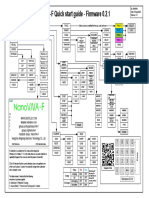
- Nanovna-F Quick Start Guide - Firmware 0.2.1: Home MenuДокумент1 страницаNanovna-F Quick Start Guide - Firmware 0.2.1: Home MenuKadir Mariño AbreuОценок пока нет
- Data Sheet: TDA1387TДокумент17 страницData Sheet: TDA1387TNewUserОценок пока нет
- Kenwood Stereo Reverberation Amplifier Ra-59Документ8 страницKenwood Stereo Reverberation Amplifier Ra-59lunwenОценок пока нет
- Electronics For IT Ch2 20212 P3Документ39 страницElectronics For IT Ch2 20212 P3Thành Bùi VănОценок пока нет
- DSOXEDK Educator Oscilloscope Training Kit - Model DSOX2002Документ100 страницDSOXEDK Educator Oscilloscope Training Kit - Model DSOX2002Pedro BianchiniОценок пока нет
- AbsolyteGP PDFДокумент12 страницAbsolyteGP PDFedin PopОценок пока нет
- Talexxengine Stark Lle Guide enДокумент53 страницыTalexxengine Stark Lle Guide enMihai ConstantinescuОценок пока нет
- Unit 4.2 Electrical Energy ManagementДокумент61 страницаUnit 4.2 Electrical Energy ManagementJoeb DsouzaОценок пока нет
- IEC curve analysisДокумент1 страницаIEC curve analysistoogooodОценок пока нет
- AC Coupon PCPДокумент1 страницаAC Coupon PCPsoltani aliОценок пока нет
- NEMA Standard Motor CurvesДокумент1 страницаNEMA Standard Motor CurvesbradrogerОценок пока нет
- Concept of Sinusoidal Distributed Windings: Appendix AДокумент9 страницConcept of Sinusoidal Distributed Windings: Appendix ASarvasaisrinathОценок пока нет