Вам также может понравиться
- Quiz PhiloДокумент2 страницыQuiz PhiloMaria Virginia FernandezОценок пока нет
- Anthropology: More Than Grass Shacks and Exotic SunsetsДокумент17 страницAnthropology: More Than Grass Shacks and Exotic SunsetsSam's Collection100% (1)
- Diass - Q2Документ13 страницDiass - Q2Angustia MaslogОценок пока нет
- Exploring Texts and Contexts PDFДокумент2 страницыExploring Texts and Contexts PDFmaxi m.Оценок пока нет
- General Psychology Module 1.1Документ6 страницGeneral Psychology Module 1.1Niño Gabriel MagnoОценок пока нет
- Effective Instructional StrategiesДокумент19 страницEffective Instructional StrategiesSheryl Ann Tumacder DionicioОценок пока нет
- CHAPTER 1 HandoutsДокумент3 страницыCHAPTER 1 Handoutsvince madroneroОценок пока нет
- Class Program S.Y. 2019-2020: Caloocan Sur Elementary SchoolДокумент1 страницаClass Program S.Y. 2019-2020: Caloocan Sur Elementary SchoolShikinah Glory PadillaОценок пока нет
- 1st DISS ExamДокумент4 страницы1st DISS ExamJanet CapinОценок пока нет
- Helping Students Cope with Bullying, Family Issues, and TraumaДокумент4 страницыHelping Students Cope with Bullying, Family Issues, and Traumamichelle garbinОценок пока нет
- DISS 2nd SUMMATIVEДокумент4 страницыDISS 2nd SUMMATIVEChristine Enderes CastroОценок пока нет
- Disciplines and Ideas in The Social ScienceДокумент18 страницDisciplines and Ideas in The Social ScienceArianne Ross100% (1)
- Social Control of Deviance Through Informal and Formal SanctionsДокумент11 страницSocial Control of Deviance Through Informal and Formal SanctionsMaryröse T. Vasquez100% (1)
- Module in Discipline and Ideas in Social Sciences: Performance StandardsДокумент13 страницModule in Discipline and Ideas in Social Sciences: Performance StandardsJervis HularОценок пока нет
- WHLP DISS Mod8 Wks 8 10Документ1 страницаWHLP DISS Mod8 Wks 8 10Gen-GenAlcantaraBaldadoОценок пока нет
- Final Discipline IdeasДокумент9 страницFinal Discipline IdeasYram LemОценок пока нет
- PhilosophyДокумент2 страницыPhilosophyallan basugaОценок пока нет
- DLL Diss - Week 2Документ5 страницDLL Diss - Week 2Errol LarizaОценок пока нет
- National Achievement TestДокумент4 страницыNational Achievement TestCarlCallosaОценок пока нет
- Diass TeachersДокумент12 страницDiass TeachersMatthew IgoniaОценок пока нет
- Understanding Culture Society and Politics: First Quarter SocializationДокумент28 страницUnderstanding Culture Society and Politics: First Quarter SocializationChen BalОценок пока нет
- Disciplines and Ideas in The Social Sciences: Structural - FunctionalismДокумент27 страницDisciplines and Ideas in The Social Sciences: Structural - FunctionalismLuis Eduardo de LeonОценок пока нет
- Disciplines and Ideas in Social SciencesДокумент5 страницDisciplines and Ideas in Social SciencesLeah Navarro0% (1)
- Understanding Culture, Society and PoliticsДокумент54 страницыUnderstanding Culture, Society and PoliticsKristine AnnОценок пока нет
- DSS First Term 2019Документ4 страницыDSS First Term 2019jun lampaОценок пока нет
- Week 8Документ3 страницыWeek 8Anabel BahintingОценок пока нет
- Lesson 2: Methods of Philosophizing: Prepared By: Marilyn R. CalderonДокумент56 страницLesson 2: Methods of Philosophizing: Prepared By: Marilyn R. CalderonSophia San Juan100% (1)
- Political Science PresentationДокумент51 страницаPolitical Science PresentationAjin Lal0% (1)
- 21 Century Literature From The Philippines and The World ReviewerДокумент106 страниц21 Century Literature From The Philippines and The World ReviewerJessa Mae Solivio LuzaОценок пока нет
- Definitions of SocietyДокумент5 страницDefinitions of SocietytrulyblessedmilleОценок пока нет
- Reviewer For UCSPДокумент8 страницReviewer For UCSPAlyssa MirandaОценок пока нет
- 05 Handout 2Документ4 страницы05 Handout 2Fritzy Bug-os PonceОценок пока нет
- Lesson 2 - Understanding Society and CultureДокумент29 страницLesson 2 - Understanding Society and CultureLeeAnneJoeОценок пока нет
- Understanding Culture, Society and Politics Midterm ExamДокумент8 страницUnderstanding Culture, Society and Politics Midterm ExamAyesha Riz DemunaОценок пока нет
- Day 5 PPT GeographyДокумент16 страницDay 5 PPT GeographyJohn Briane Capili100% (1)
- UCSP Notes 1st GradingДокумент30 страницUCSP Notes 1st GradingKhassie B. GrandeОценок пока нет
- Diss Module 4 Act FinalДокумент9 страницDiss Module 4 Act FinalEloisa Mae G. De JuanОценок пока нет
- Identity, Culture and SocietyДокумент86 страницIdentity, Culture and SocietyReynerОценок пока нет
- Final ExaminationДокумент15 страницFinal ExaminationAngielyn LucasanОценок пока нет
- DLP - 2.1 - DissДокумент5 страницDLP - 2.1 - DissZaid John Diaz100% (1)
- INTRO-TO-PHILO - Q1-Week-1-And-2Документ19 страницINTRO-TO-PHILO - Q1-Week-1-And-2Mikaela Sai ReynesОценок пока нет
- 5 - Social Work Services, Social Work Processes, Social Work MethodsДокумент3 страницы5 - Social Work Services, Social Work Processes, Social Work Methodschewy chocoОценок пока нет
- Rational and InstitutionalismДокумент17 страницRational and InstitutionalismReynaldo Campos ParisОценок пока нет
- Lesson Plan in Diss Defining Social ScieДокумент5 страницLesson Plan in Diss Defining Social SciePryamn JoefОценок пока нет
- Tukuran Technical - Vocational High School: Tukuran, Zamboanga Del Sur Quarter 1, Week 5Документ2 страницыTukuran Technical - Vocational High School: Tukuran, Zamboanga Del Sur Quarter 1, Week 5Kimberly Cler SuarezОценок пока нет
- Second Quarter ExamДокумент4 страницыSecond Quarter ExamElmer LumagueОценок пока нет
- Disciplines and Ideas in The Social SciencesДокумент71 страницаDisciplines and Ideas in The Social SciencesRumbaoa Lemy-anОценок пока нет
- 1 Defining Social Sciences PDFДокумент2 страницы1 Defining Social Sciences PDFCarla villalva100% (2)
- Discipline and Ideas in Social SciencesДокумент60 страницDiscipline and Ideas in Social SciencesMary Ann CuratoОценок пока нет
- Social Sciences: "Anthropos"-Man "Logos" - StudyДокумент6 страницSocial Sciences: "Anthropos"-Man "Logos" - Studyrosa4rosata1Оценок пока нет
- SEMI FINAL EXAMINATION ON DISCIPLINES AND IDEAS IN APPLIED SOCIAL SCIENCESДокумент2 страницыSEMI FINAL EXAMINATION ON DISCIPLINES AND IDEAS IN APPLIED SOCIAL SCIENCESRenen Millo Bantillo100% (1)
- InphilopptДокумент114 страницInphilopptGella Mae VillarОценок пока нет
- The Applied Social Sciences and The Discipline of CounselingДокумент11 страницThe Applied Social Sciences and The Discipline of CounselingClaribel Alim Barce100% (3)
- LESSON PLAN For DIASS Settings in Social WorkДокумент8 страницLESSON PLAN For DIASS Settings in Social WorkJasa JolinaОценок пока нет
- Discipline and Ideas in The Applied Social SciencesДокумент18 страницDiscipline and Ideas in The Applied Social SciencesNadia Caoile Ignacio100% (1)
- Social sciences theories and conceptsДокумент9 страницSocial sciences theories and conceptsAirene NopalОценок пока нет
- UCSP Lesson 10 and 11 NotesДокумент2 страницыUCSP Lesson 10 and 11 NotesApple Biacon-Cahanap100% (1)
- Disciplines and Ideas in Social SciencesДокумент22 страницыDisciplines and Ideas in Social SciencesMerie Grace RanteОценок пока нет
- Diss LectureДокумент2 страницыDiss LectureCecilia Narvaez PadillaОценок пока нет
- Thermodynamic Analysis of An Integrated Gas Turbine Power Plant Utilizing Cold Exergy of LNGДокумент15 страницThermodynamic Analysis of An Integrated Gas Turbine Power Plant Utilizing Cold Exergy of LNGEaswaran NampoothiriОценок пока нет
- Chap3 RДокумент14 страницChap3 Rali_b1367Оценок пока нет
- Thermodynamic Analysis of An Integrated Gas Turbine Power Plant Utilizing Cold Exergy of LNGДокумент16 страницThermodynamic Analysis of An Integrated Gas Turbine Power Plant Utilizing Cold Exergy of LNGEaswaran NampoothiriОценок пока нет
- Important Dimensionless Groups for Internal Flow Forced Convection Heat TransferДокумент1 страницаImportant Dimensionless Groups for Internal Flow Forced Convection Heat TransferEaswaran NampoothiriОценок пока нет
- Saintgits Newsletter 2015Документ12 страницSaintgits Newsletter 2015Easwaran NampoothiriОценок пока нет
- Physical Principles HandoutДокумент36 страницPhysical Principles HandoutEaswaran NampoothiriОценок пока нет
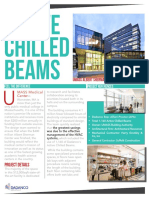
- Umass Sherman CenterДокумент2 страницыUmass Sherman CenterEaswaran NampoothiriОценок пока нет
- NPTEL - Gas SeparationДокумент48 страницNPTEL - Gas SeparationEaswaran NampoothiriОценок пока нет
- M&i Easwaran orДокумент10 страницM&i Easwaran orEaswaran NampoothiriОценок пока нет
- Experiment 1: Reactions of Aliphatic HydrocarbonsДокумент8 страницExperiment 1: Reactions of Aliphatic HydrocarbonsTHASVIN OFFICIAL NETWORKОценок пока нет
- Riverside Dilemma (Extra Credit)Документ7 страницRiverside Dilemma (Extra Credit)Odaro Osayimwen0% (2)
- Technical Documentation Sika AnchorFix-1!03!2012Документ19 страницTechnical Documentation Sika AnchorFix-1!03!2012Anonymous Vi1lrHОценок пока нет
- Tesis ORC RankineДокумент87 страницTesis ORC RankineHéctor García100% (1)
- Structure Determination:: Proton 1.00728 U Neutron 1.00866 U Electron 0.00055 UДокумент12 страницStructure Determination:: Proton 1.00728 U Neutron 1.00866 U Electron 0.00055 Ufouad elferdiОценок пока нет
- Effects of Maleic Anhydride ExposureДокумент7 страницEffects of Maleic Anhydride ExposureNoman AslamОценок пока нет
- ECC Chemical Process Pumps GuideДокумент84 страницыECC Chemical Process Pumps GuideIwan KurniawanОценок пока нет
- Safety Data Sheet: Revision Date: 15/06/2012 According To (EC) No. 1907/2006 (REACH), Annex II - United Kingdom (UK)Документ8 страницSafety Data Sheet: Revision Date: 15/06/2012 According To (EC) No. 1907/2006 (REACH), Annex II - United Kingdom (UK)AmirmasoudОценок пока нет
- Assignment 1Документ3 страницыAssignment 1Yeleti FamilyОценок пока нет
- AF3 Summary of Graduation ThesisДокумент1 страницаAF3 Summary of Graduation ThesisvvvОценок пока нет
- EfkaPB2720 TDSДокумент2 страницыEfkaPB2720 TDSSebastian GonzalezОценок пока нет
- 5th Pan American Conference for NDT Microstructure AnalysisДокумент9 страниц5th Pan American Conference for NDT Microstructure AnalysisAara Megh0% (1)
- Laboratory Report Sheet 02 Properties of SolidsДокумент10 страницLaboratory Report Sheet 02 Properties of SolidsCzarina RelleveОценок пока нет
- Hempel - Hempadur Multi-Strength 45753 (Cold Climate)Документ3 страницыHempel - Hempadur Multi-Strength 45753 (Cold Climate)CallumWoodwardОценок пока нет
- Section 1.4: Isotopes, Radioisotopes, and Atomic MassДокумент4 страницыSection 1.4: Isotopes, Radioisotopes, and Atomic MassgzboyzoneОценок пока нет
- Polymerppt 140425171028 Phpapp02Документ18 страницPolymerppt 140425171028 Phpapp02zubi0585Оценок пока нет
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingДокумент16 страницSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingMarcoОценок пока нет
- Laminar and Turbulent FlowДокумент16 страницLaminar and Turbulent FlowMariya ZolotarОценок пока нет
- Mil-Std-3004d W-CH1 PDFДокумент266 страницMil-Std-3004d W-CH1 PDFPaul BarnardОценок пока нет
- Wrong Tools: Mistakes To Avoid When Using Spray GunsДокумент2 страницыWrong Tools: Mistakes To Avoid When Using Spray GunsAnkur PanwarОценок пока нет
- The Water Permeability of Concrete and Its Relationship With StrengthДокумент9 страницThe Water Permeability of Concrete and Its Relationship With StrengthReny AkmaliaОценок пока нет
- Lab Exercises Intro Geochemistry InstrumentsДокумент54 страницыLab Exercises Intro Geochemistry InstrumentsAreva FateehaОценок пока нет
- Effect of Plasticizers On The Properties of Polyvinyl Alcohol FilmsДокумент14 страницEffect of Plasticizers On The Properties of Polyvinyl Alcohol FilmsJuanОценок пока нет
- Krystaline 2 (English)Документ4 страницыKrystaline 2 (English)José Luis CampelloОценок пока нет
- MSDS - Sulphur 90%: Section 1. Product InformationДокумент3 страницыMSDS - Sulphur 90%: Section 1. Product InformationsahilchemОценок пока нет
- Hytrel Extrusion Manual PDFДокумент28 страницHytrel Extrusion Manual PDFashkansoheylОценок пока нет
- For Gas Testing Examination. Unit 1 Air CompositionДокумент3 страницыFor Gas Testing Examination. Unit 1 Air CompositionAman KumarОценок пока нет
- BIOC 315 - Biochemistry of Food Processing Lecture NotesДокумент55 страницBIOC 315 - Biochemistry of Food Processing Lecture NotesPerry MasonОценок пока нет
- ASTM D395 Rubber Compression Testing FixtureДокумент6 страницASTM D395 Rubber Compression Testing FixtureHazel EbordeОценок пока нет
- PV ParaffinДокумент40 страницPV ParaffinAbi DesonОценок пока нет