Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Asia Pacific SAR Plan V2.0Документ38 страницAsia Pacific SAR Plan V2.0Joci SimõesОценок пока нет
- PriceDoxy 09 September 2011Документ56 страницPriceDoxy 09 September 2011Elena OltuОценок пока нет
- Electric Heater Datasheet: Duty Bundle (@nom Voltage) Duty Heater (@nom Voltage)Документ3 страницыElectric Heater Datasheet: Duty Bundle (@nom Voltage) Duty Heater (@nom Voltage)SonNguyenОценок пока нет
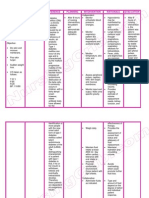
- Nursing Care Plan Diabetes Mellitus Type 1Документ2 страницыNursing Care Plan Diabetes Mellitus Type 1deric85% (46)
- Business ProposalДокумент35 страницBusiness ProposalMJ MacapagalОценок пока нет
- A Review of Automatic License Plate Recognition System in Mobile-Based PlatformДокумент6 страницA Review of Automatic License Plate Recognition System in Mobile-Based PlatformadiaОценок пока нет
- Internet in My LifeДокумент4 страницыInternet in My LifeАндріана ПрусОценок пока нет
- AMST 398 SyllabusДокумент7 страницAMST 398 SyllabusNatОценок пока нет
- PWC - Digital Pocket Tax Book 2023 - SlovakiaДокумент52 страницыPWC - Digital Pocket Tax Book 2023 - SlovakiaRoman SlovinecОценок пока нет
- ADP ObservationДокумент15 страницADP ObservationSanjay SОценок пока нет
- Physics Cheat SheetДокумент8 страницPhysics Cheat SheetJeremiah MoussaОценок пока нет
- Foreign Affairs May June 2021 IssueДокумент216 страницForeign Affairs May June 2021 IssueSohail BhattiОценок пока нет
- Designing The Workplace For CollaborationДокумент17 страницDesigning The Workplace For Collaborationmas zak danielОценок пока нет
- Agribusiness Magazine August 2019 EditionДокумент42 страницыAgribusiness Magazine August 2019 EditiondowntopОценок пока нет
- Plasterboard FyrchekДокумент4 страницыPlasterboard FyrchekAlex ZecevicОценок пока нет
- God Reborn - The Birth of God and The Creation of The UniverseДокумент204 страницыGod Reborn - The Birth of God and The Creation of The UniverseTony Bermanseder100% (1)
- Difference Between Dada and SurrealismДокумент5 страницDifference Between Dada and SurrealismPro FukaiОценок пока нет
- File Server Resource ManagerДокумент9 страницFile Server Resource ManagerBùi Đình NhuОценок пока нет
- LPP - Problem Number 2Документ9 страницLPP - Problem Number 2CT SunilkumarОценок пока нет
- Perceptual Objective Listening Quality Assessment (POLQA), The Third Generation ITU-T Standard For End-to-End Speech Quality Measurement Part I-Temporal AlignmentДокумент19 страницPerceptual Objective Listening Quality Assessment (POLQA), The Third Generation ITU-T Standard For End-to-End Speech Quality Measurement Part I-Temporal AlignmentmewarulesОценок пока нет
- Note 15-Feb-2023Документ4 страницыNote 15-Feb-2023Oliver ScissorsОценок пока нет
- Delay Codes1 3Документ10 страницDelay Codes1 3AhmedОценок пока нет
- Dawn of The DhammaДокумент65 страницDawn of The Dhammaarkaprava paulОценок пока нет
- 33kV BS7835 LSZH 3core Armoured Power CableДокумент2 страницы33kV BS7835 LSZH 3core Armoured Power Cablelafarge lafargeОценок пока нет
- EASA Part-66 Module 17 QBДокумент53 страницыEASA Part-66 Module 17 QBFaisal Ahmed Newon80% (5)
- 61-Article Text-180-1-10-20170303 PDFДокумент25 страниц61-Article Text-180-1-10-20170303 PDFSOUMYA GOPAVARAPUОценок пока нет
- Diploma Thesis-P AdamecДокумент82 страницыDiploma Thesis-P AdamecKristine Guia CastilloОценок пока нет
- EL2 - Raise Organic Small RuminantsДокумент62 страницыEL2 - Raise Organic Small RuminantsButch Demayo100% (1)
- Erp FinalДокумент33 страницыErp FinaltenetchatОценок пока нет
- CE - 441 - Environmental Engineering II Lecture # 11 11-Nov-106, IEER, UET LahoreДокумент8 страницCE - 441 - Environmental Engineering II Lecture # 11 11-Nov-106, IEER, UET LahoreWasif RiazОценок пока нет