Вам также может понравиться
- A Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryДокумент8 страницA Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryBONFRINGОценок пока нет
- FMEAДокумент42 страницыFMEAibal_machine100% (1)
- Dfmea PDFДокумент55 страницDfmea PDFAmolPagdalОценок пока нет
- Step by step guide to focused improvement implementationДокумент22 страницыStep by step guide to focused improvement implementationSatya Prakash BarikОценок пока нет
- 6 Sigma 7 QC Tools Fmea DoeДокумент19 страниц6 Sigma 7 QC Tools Fmea Doeerkushagra100% (1)
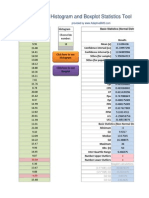
- Histogram Box Plot Statistics AdaptiveBMSДокумент13 страницHistogram Box Plot Statistics AdaptiveBMSashutoshrvОценок пока нет
- 8D Report Training MIDДокумент23 страницы8D Report Training MIDanon_86320488Оценок пока нет
- Pillar: Hinshitsu Hozen or Quality MaintenanceДокумент27 страницPillar: Hinshitsu Hozen or Quality MaintenanceGREENEXE BUSINESS CONSULTANTОценок пока нет
- Sample DFMEA - Full PackageДокумент7 страницSample DFMEA - Full Packageabhisheksen.asindОценок пока нет
- How To Do Focuses ImprovementДокумент39 страницHow To Do Focuses Improvementashutoshpal21Оценок пока нет
- LSSGB (Simplilearn, 2014) - Lesson - 1. Overview of Lean Six SigmaДокумент66 страницLSSGB (Simplilearn, 2014) - Lesson - 1. Overview of Lean Six Sigmataghavi1347Оценок пока нет
- AP QP ChecklistДокумент6 страницAP QP ChecklistMartin BoianiОценок пока нет
- Description of FMEA WorksheetДокумент2 страницыDescription of FMEA WorksheetIMV ACADEMYОценок пока нет
- 7 QC ToolsДокумент21 страница7 QC Toolsrakeshkumar20Оценок пока нет
- Failure Mode: Professor: IE Johnnathan Fernando Gutiérrez CruzДокумент39 страницFailure Mode: Professor: IE Johnnathan Fernando Gutiérrez CruzCuenta PokemonОценок пока нет
- FC/CP WorksheetДокумент4 страницыFC/CP WorksheetVu NguyenОценок пока нет
- Milliken Performance System TPM 1656557395Документ14 страницMilliken Performance System TPM 1656557395David Armando Chico OreОценок пока нет
- Xfmea Pfmea PDFДокумент8 страницXfmea Pfmea PDFvinidesoОценок пока нет
- Supplier PFMEA Workshop Rev 120814 OutvideoДокумент32 страницыSupplier PFMEA Workshop Rev 120814 OutvideoVladimir Rodriguez BeltranОценок пока нет
- Lean Six Sigma ToolkitДокумент63 страницыLean Six Sigma ToolkitLOLIMОценок пока нет
- Time and Motion StudyДокумент23 страницыTime and Motion StudyLlehk FranciscoОценок пока нет
- Warm-Up - Day 2: Place Self Others Team Purpose AgendaДокумент85 страницWarm-Up - Day 2: Place Self Others Team Purpose AgendaSanjeev SharmaОценок пока нет
- Iatf16949 2016 161010095719 PDFДокумент44 страницыIatf16949 2016 161010095719 PDFerkingulerОценок пока нет
- 2.Kzn Basics@ SCMLD-Pt-2-1 May 09Документ36 страниц2.Kzn Basics@ SCMLD-Pt-2-1 May 09Dilfaraz KalawatОценок пока нет
- TQM - TRG - B-07 - Matrix Data Analysis - Rev02 - 20180603 PDFДокумент9 страницTQM - TRG - B-07 - Matrix Data Analysis - Rev02 - 20180603 PDFUmashankarОценок пока нет
- Measurement System Analysis (MSA) GuideДокумент30 страницMeasurement System Analysis (MSA) Guideshukumar_24Оценок пока нет
- Continuous Improvement Toolkit: A3 ThinkingДокумент60 страницContinuous Improvement Toolkit: A3 ThinkingAmit Kumar SinghОценок пока нет
- Fmea ExerciseДокумент5 страницFmea ExerciseHamada Ahmed100% (1)
- Different Types of Time in ManufacturingДокумент15 страницDifferent Types of Time in ManufacturingkazuОценок пока нет
- Failure Mode and Effect Analysis (FMEA)Документ23 страницыFailure Mode and Effect Analysis (FMEA)Parandhaman GRОценок пока нет
- TPM Handbook - 5 Steps to Achieve Zero BreakdownДокумент19 страницTPM Handbook - 5 Steps to Achieve Zero BreakdownEdgar Alonso Bazan GalvezОценок пока нет
- Implementation of Kaizen and 5S in Plastic PipeДокумент6 страницImplementation of Kaizen and 5S in Plastic Pipeaman tembhekarОценок пока нет
- TQM - TRG - A-05 - Control Charts - Rev02 - 20180522Документ55 страницTQM - TRG - A-05 - Control Charts - Rev02 - 20180522SaОценок пока нет
- Reported By: Ms. Laarni P. LacandazoДокумент36 страницReported By: Ms. Laarni P. Lacandazolpl_0124Оценок пока нет
- SPC Training Material - 18!04!2018Документ34 страницыSPC Training Material - 18!04!2018Rajesh KumarОценок пока нет
- Corrective Action Plan Template 08Документ8 страницCorrective Action Plan Template 08Anh DuyОценок пока нет
- OEE PresentationДокумент15 страницOEE PresentationIbrahim FaragОценок пока нет
- How Are They Related ?Документ39 страницHow Are They Related ?MURALIDHRAОценок пока нет
- Implementing Total Productive Maintenance in Electronics IndustryДокумент24 страницыImplementing Total Productive Maintenance in Electronics IndustryUmang SoniОценок пока нет
- HA CEDAC Workshop INDO Kaizen PartДокумент16 страницHA CEDAC Workshop INDO Kaizen PartHardi BanuareaОценок пока нет
- Total Productive MaintenanceДокумент11 страницTotal Productive MaintenanceROKOV ZHASA100% (1)
- TQM - TRG - A-06 - Check Sheet - Rev02 - 20180603 PDFДокумент17 страницTQM - TRG - A-06 - Check Sheet - Rev02 - 20180603 PDFpradeep1987coolОценок пока нет
- PMДокумент92 страницыPMrogertbalancio100% (1)
- How to Use the APQP WorkbookДокумент19 страницHow to Use the APQP Workbookmpedraza-1100% (1)
- Best Maintenance Technician PracticesДокумент3 страницыBest Maintenance Technician PracticesFery HartantoОценок пока нет
- Lean Six Sigma - Yellow Belt Program: Prepared ForДокумент160 страницLean Six Sigma - Yellow Belt Program: Prepared ForJames HetОценок пока нет
- Trial VSMДокумент235 страницTrial VSMJeevanandhamОценок пока нет
- 1.0 Define Target VisionДокумент23 страницы1.0 Define Target VisionAngel PintorОценок пока нет
- Measure System Analysis IntroductionДокумент80 страницMeasure System Analysis IntroductionVasant bhoknalОценок пока нет
- Root Cause Analysis 27.3.19Документ43 страницыRoot Cause Analysis 27.3.19Musical CorruptionОценок пока нет
- FMEA Facilitator Thought-Starter QuestionsДокумент5 страницFMEA Facilitator Thought-Starter QuestionsvikeshmОценок пока нет
- Advantages of A Tree Structure FMEA Agility Scalability and Accelerated Quality FeedbackДокумент6 страницAdvantages of A Tree Structure FMEA Agility Scalability and Accelerated Quality Feedbackchemikas8389Оценок пока нет
- 3) LeanДокумент14 страниц3) LeanSnehaОценок пока нет
- Ptools WCM SaaSДокумент9 страницPtools WCM SaaSpToolsОценок пока нет
- Structure Analysis (3) Function AnalysisДокумент6 страницStructure Analysis (3) Function Analysisprasathm873900Оценок пока нет
- Quality Management System Process A Complete Guide - 2020 EditionОт EverandQuality Management System Process A Complete Guide - 2020 EditionОценок пока нет
- Hazen Alrasyid (3333160102)Документ14 страницHazen Alrasyid (3333160102)Ihadz CleverleyОценок пока нет
- Probability DistributionsДокумент76 страницProbability DistributionsAbhishek Singh TomarОценок пока нет
- Chess StrategyДокумент505 страницChess StrategyAbhishek Singh TomarОценок пока нет
- Instrumental MusicДокумент2 страницыInstrumental Musicdhirajkumar_1Оценок пока нет
- Six Sigma ToolsДокумент90 страницSix Sigma Toolssekhar4u303739Оценок пока нет