Вам также может понравиться
- Manual - MSA - Análise Do Sistma de Medição - 4 EdiçãoДокумент318 страницManual - MSA - Análise Do Sistma de Medição - 4 EdiçãoNicolas De Nadai91% (11)
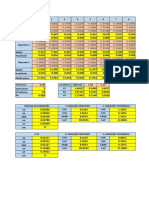
- CP CPK ModeloДокумент2 страницыCP CPK Modelohelenacombis0% (1)
- Iatf 16949 2016Документ60 страницIatf 16949 2016undread100% (1)
- Apqp PDFДокумент50 страницApqp PDFLEANDRO MORGANI SANTOSОценок пока нет
- MaspДокумент96 страницMasphelenacombis100% (1)
- Apresentação VDA 6.3 Da VWДокумент98 страницApresentação VDA 6.3 Da VWCarlão Foragenocidajá90% (10)
- Apqp1 PDFДокумент40 страницApqp1 PDFKawadasanОценок пока нет
- 1-APOSTILA - VDA 6 3 3a Ed - Rev02Документ137 страниц1-APOSTILA - VDA 6 3 3a Ed - Rev02Adriene Santos100% (4)
- Curso PPAP Básico 4a. Ed Jun20 EADДокумент149 страницCurso PPAP Básico 4a. Ed Jun20 EADDIEGO JULIO NAPIVOSKIОценок пока нет
- Manual FMEA 4edДокумент151 страницаManual FMEA 4edLayonAvila100% (3)
- Fmea Aiag Vda QSC 2 Slides Rev0Документ79 страницFmea Aiag Vda QSC 2 Slides Rev0Keity Miranda100% (1)
- Treinamento PPAP BasicoДокумент56 страницTreinamento PPAP BasicoAndre Domeneche100% (1)
- Novo Fmea Vda Primeira Edicao Gestao Da Qualidade Play IndustrialДокумент18 страницNovo Fmea Vda Primeira Edicao Gestao Da Qualidade Play IndustrialAlex Silva50% (2)
- Processo de Aprovação de Peça de Produção - PPAP - 4o EdiçãoДокумент27 страницProcesso de Aprovação de Peça de Produção - PPAP - 4o Ediçãodesenvolvimento2741100% (1)
- Validação Da Planilha R&R Msa 3-01-0001Документ3 страницыValidação Da Planilha R&R Msa 3-01-0001Kamila MartinsОценок пока нет
- Treinamento FMEAДокумент62 страницыTreinamento FMEAPaulo Mattos67% (3)
- APQPДокумент149 страницAPQPflavioprado1Оценок пока нет
- APQPДокумент17 страницAPQPME§TRE0% (1)
- Modelo PPAPДокумент1 страницаModelo PPAPGarbini50% (2)
- Fmea ApostilaДокумент12 страницFmea Apostilamarcelocaiooliveira100% (1)
- APQP Lista PlanejamentoДокумент4 страницыAPQP Lista PlanejamentoPricila Frade100% (1)
- Handbook - FMEA VDA 1° Edição-4 PDFДокумент93 страницыHandbook - FMEA VDA 1° Edição-4 PDFrosaldo_rodrigues100% (3)
- Planilha de Estudo de R&RДокумент12 страницPlanilha de Estudo de R&RRonald Lamas Corrêa100% (1)
- Auditoria EscalonadaДокумент3 страницыAuditoria EscalonadaMarcos PoffoОценок пока нет
- Novo MSA 4 EdiçãoДокумент38 страницNovo MSA 4 EdiçãoHelmut Ricardo SommerfeldtОценок пока нет
- Planilha Msa - R&RДокумент6 страницPlanilha Msa - R&RNeco StanderОценок пока нет
- APQP - CompletoДокумент119 страницAPQP - CompletoMonica Santos100% (1)
- 03-Manual de Requisitos de APQP e PPAP - Revisão02Документ44 страницы03-Manual de Requisitos de APQP e PPAP - Revisão02Clauco Tiago Seno RoqueОценок пока нет
- APQP Exemplo de FormulárioДокумент22 страницыAPQP Exemplo de FormulárioFernando Barros100% (7)
- VDA 8D V1.0 PT PortugueseДокумент18 страницVDA 8D V1.0 PT PortugueseKawadasan100% (2)
- Apresentação APQP CI08122010Документ45 страницApresentação APQP CI08122010alvaro duarte100% (1)
- Auditoria de ProcessosДокумент17 страницAuditoria de ProcessosmidduarteОценок пока нет
- Vda6 3Документ13 страницVda6 3Dintreinamentos Qualificação IndustrialОценок пока нет
- MSA Quarta Edicao - Análise Dos Sistemas de MediçãoДокумент240 страницMSA Quarta Edicao - Análise Dos Sistemas de MediçãoBrunaОценок пока нет
- Planilhas de Cálculo - MSA - 3 EdiçãoДокумент35 страницPlanilhas de Cálculo - MSA - 3 EdiçãoRe Geist100% (3)
- Treinamento Auditor Iatf 16949Документ64 страницыTreinamento Auditor Iatf 16949José Doria Neto Doria100% (3)
- FMEAДокумент7 страницFMEAJennifer EvansОценок пока нет
- Treinamento Auditor Iatf 16949Документ64 страницыTreinamento Auditor Iatf 16949José Doria Neto DoriaОценок пока нет
- Tabela DMAIC PDFДокумент1 страницаTabela DMAIC PDFDiego Azevedo100% (1)
- Vda 6.3 Revisão P6Документ8 страницVda 6.3 Revisão P6edumm001Оценок пока нет
- Check-List APQP (Desenvolvimento de Produtos)Документ4 страницыCheck-List APQP (Desenvolvimento de Produtos)LauEnzoОценок пока нет
- Apostila Ferramentas Da QualidadeДокумент52 страницыApostila Ferramentas Da Qualidadewellington84889% (9)
- Apostila - Interpretação Dos Requisitos ISO 9001 - 2015 PDFДокумент91 страницаApostila - Interpretação Dos Requisitos ISO 9001 - 2015 PDFadilsonОценок пока нет
- CQI12Документ47 страницCQI12hmp90Оценок пока нет
- Gerenciando a manutenção produtiva: Melhores práticas para eliminar falhas nos equipamentos e maximizar a produtividadeОт EverandGerenciando a manutenção produtiva: Melhores práticas para eliminar falhas nos equipamentos e maximizar a produtividadeРейтинг: 4.5 из 5 звезд4.5/5 (5)
- MSA Teoria Implantacao ProFicientДокумент18 страницMSA Teoria Implantacao ProFicientAna Lúcia Lourenço MoraesОценок пока нет
- 01 Msa ApresentacaoДокумент66 страниц01 Msa ApresentacaoAlecir SilvaОценок пока нет
- Analise Sistema Medição - R&R CurtoДокумент7 страницAnalise Sistema Medição - R&R CurtoFernando BarrosОценок пока нет
- Msa - Análise Dos Sistemas de MediçãoДокумент97 страницMsa - Análise Dos Sistemas de Mediçãozeqs9Оценок пока нет
- Aula 5Документ16 страницAula 5Cecília CardozoОценок пока нет
- Aula 07 - Metrologia 2013 - MSAДокумент23 страницыAula 07 - Metrologia 2013 - MSAclaudineiОценок пока нет
- Curso de MetrologiaДокумент81 страницаCurso de MetrologiaSeravat55Оценок пока нет
- GUM em PortuguesДокумент131 страницаGUM em Portuguesapi-3846415Оценок пока нет
- NIT-DICLA-21 03 Expressão Incerteza MediçãoДокумент30 страницNIT-DICLA-21 03 Expressão Incerteza Mediçãooigresy100% (1)
- Guia Rápido para Coleta de Dados de MSAДокумент2 страницыGuia Rápido para Coleta de Dados de MSAapi-3846415Оценок пока нет
- Definiçao de Estudos de Msa Rev2Документ3 страницыDefiniçao de Estudos de Msa Rev2api-3846415Оценок пока нет
- Relatório de AnaliseДокумент1 страницаRelatório de Analiseapi-3846415Оценок пока нет
- Guia de Análise - MSA - Rev 01Документ10 страницGuia de Análise - MSA - Rev 01api-3846415100% (2)
- Curso Básico de MetrologiaДокумент12 страницCurso Básico de Metrologiaapi-3846415100% (6)
- Curso Técnico em Refrigeração e Climatização 1200h - Cetec AraguaínaДокумент79 страницCurso Técnico em Refrigeração e Climatização 1200h - Cetec AraguaínaJorge ChavesОценок пока нет
- RESUMO Adm de VendasДокумент2 страницыRESUMO Adm de VendastainaraОценок пока нет
- Slides de Aula - Unidade IIДокумент64 страницыSlides de Aula - Unidade IIIgor PostigoОценок пока нет
- Kevin Reed - Membresia de IgrejaДокумент3 страницыKevin Reed - Membresia de IgrejaJessica Juntocom MiqueiasОценок пока нет
- Adicionando Hachuras Personalizadas No AutoCAD PDFДокумент2 страницыAdicionando Hachuras Personalizadas No AutoCAD PDFValter AraujoОценок пока нет
- Paper 2Документ7 страницPaper 2Aline SalcidesОценок пока нет
- A Fina Lâmina Da Palavra PDFДокумент30 страницA Fina Lâmina Da Palavra PDFJoão NetoОценок пока нет
- SEMIOLOGIA Dispnéia 2015Документ41 страницаSEMIOLOGIA Dispnéia 2015João Guilherme LéoОценок пока нет
- O Espaço Físico Nas Instituições de Educação InfantilДокумент13 страницO Espaço Físico Nas Instituições de Educação InfantilAna KeliОценок пока нет
- A Chufa Pode e Deve Ser Consumida No Contexto de Uma Alimentação EquilibradaДокумент2 страницыA Chufa Pode e Deve Ser Consumida No Contexto de Uma Alimentação EquilibradaAna d'AlmeidaОценок пока нет
- Memoria Descritiva - Cobertura Metalica - COLEPДокумент60 страницMemoria Descritiva - Cobertura Metalica - COLEPstar_starОценок пока нет
- Potenciação & Radiciação: Prof. Gilberto Santos JRДокумент12 страницPotenciação & Radiciação: Prof. Gilberto Santos JRLeonardo FariaОценок пока нет
- UFCD 6557 FichTrab2 2018.2019Документ1 страницаUFCD 6557 FichTrab2 2018.2019João CaladoОценок пока нет
- Cinco Ritos TibetanosДокумент5 страницCinco Ritos Tibetanoscarros-120Оценок пока нет
- Redação 9º AnoДокумент6 страницRedação 9º AnoCheysa AbdallaОценок пока нет
- 4a Aula Síncrona Leis de NewtonДокумент64 страницы4a Aula Síncrona Leis de NewtonJorge twttОценок пока нет
- Educação Infantil - BNCC de BolsoДокумент24 страницыEducação Infantil - BNCC de BolsoTalita BatistaОценок пока нет
- Bandeiras de Todos Os Paã SesДокумент5 страницBandeiras de Todos Os Paã SesYoru KinomotoОценок пока нет
- Investigação Digital - Top 7 Ferramentas para OSINTДокумент4 страницыInvestigação Digital - Top 7 Ferramentas para OSINTAuster PhisherОценок пока нет
- Lotes 24 e 29 - Leonardo - Venc 10ago22Документ1 страницаLotes 24 e 29 - Leonardo - Venc 10ago22LeonardoОценок пока нет
- A Morte Do PúlpitoДокумент3 страницыA Morte Do PúlpitoRafael Pasqualotto100% (1)
- Autor Da Minha Vida - Sérgio Lopes - LETRAS - MusДокумент4 страницыAutor Da Minha Vida - Sérgio Lopes - LETRAS - MusmesaxmelОценок пока нет
- Corpo e Ancestralidade Fabio LimaДокумент14 страницCorpo e Ancestralidade Fabio LimaDenise David CaxiasОценок пока нет
- A Crise de Integridade - Warren W. WiersbeДокумент58 страницA Crise de Integridade - Warren W. WiersbeAllan Acioly100% (1)
- Resumo Beatriz SarloДокумент8 страницResumo Beatriz SarloPatrícia Argôlo RosaОценок пока нет
- 7º Ano - Módulo 2 - GeografiaДокумент11 страниц7º Ano - Módulo 2 - GeografiaANDREA VINCHI LAPELLIGRINIОценок пока нет
- Sortudo GalanteДокумент6 страницSortudo GalanteMrJJОценок пока нет
- Waking LifeДокумент3 страницыWaking Lifechato88dimarte100% (1)
- SMIT - Arquivologia Biblioteconomia e MuseologiaДокумент10 страницSMIT - Arquivologia Biblioteconomia e MuseologiaCaio GhirardelloОценок пока нет
- Vocabulário Bilíngue - Terena Português PDFДокумент110 страницVocabulário Bilíngue - Terena Português PDFJulieth13AquinoОценок пока нет