Вам также может понравиться
- Service Manual Lumenis Pulse 30HДокумент99 страницService Manual Lumenis Pulse 30HNodir AkhundjanovОценок пока нет
- Design of TBM Work Shaft and TBM Launching Chamber SingaporeДокумент8 страницDesign of TBM Work Shaft and TBM Launching Chamber SingaporeLuis Zhan100% (1)
- Grouting of The Annular Gap in Shield TunnellingДокумент9 страницGrouting of The Annular Gap in Shield TunnellingJose David Garcia100% (1)
- Boyce Shaft and Portal DesignДокумент120 страницBoyce Shaft and Portal DesignSérgio BernardesОценок пока нет
- Rehabilitation and Retrofitting of Structurs Question PapersДокумент4 страницыRehabilitation and Retrofitting of Structurs Question PapersYaswanthGorantlaОценок пока нет
- Huawei Core Roadmap TRM10 Dec 14 2011 FinalДокумент70 страницHuawei Core Roadmap TRM10 Dec 14 2011 Finalfirasibraheem100% (1)
- Amazon Case StudyДокумент22 страницыAmazon Case StudySaad Memon50% (6)
- Canopy CountersuitДокумент12 страницCanopy CountersuitJohn ArchibaldОценок пока нет
- Innovation in Bored Tunnel Segmental Lining Design in Singapore - Steel Fiber Reinforced Concrete (SFRC)Документ9 страницInnovation in Bored Tunnel Segmental Lining Design in Singapore - Steel Fiber Reinforced Concrete (SFRC)SeasonОценок пока нет
- Latest Development in Horizontal Grouting For Cross Passages in Thomson East Coast Line C1 C2 Ilovepdf CompressedДокумент20 страницLatest Development in Horizontal Grouting For Cross Passages in Thomson East Coast Line C1 C2 Ilovepdf CompressedGrace MarieОценок пока нет
- Mid-Tunnel Underground Docking of The TBMsДокумент10 страницMid-Tunnel Underground Docking of The TBMsfreezefreezeОценок пока нет
- EPB Tunneling and Undercrossing The Existing MRT Tunnels in Fort Canning Boulder BedДокумент12 страницEPB Tunneling and Undercrossing The Existing MRT Tunnels in Fort Canning Boulder BedfreezefreezeОценок пока нет
- Final ReportДокумент22 страницыFinal ReportRishabh Parihar100% (1)
- Removal of Stuck TBMДокумент3 страницыRemoval of Stuck TBMcandsbandaОценок пока нет
- Presentation Basar Arioglu Yapi Merkezi InsaatДокумент29 страницPresentation Basar Arioglu Yapi Merkezi InsaatALIYA FATHIMA BОценок пока нет
- Advances in Tunnel and Underground Construction Technology Myanmar Engineers Reve1Документ49 страницAdvances in Tunnel and Underground Construction Technology Myanmar Engineers Reve1SeasonОценок пока нет
- BC Roy SRF Talk - Kolkata MetroДокумент63 страницыBC Roy SRF Talk - Kolkata MetroPiyush SinghОценок пока нет
- Tunnel Boring MachineДокумент2 страницыTunnel Boring MachineAshfaq AminОценок пока нет
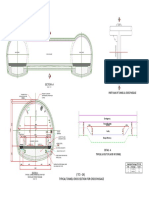
- Typical Tunnel Cross Section For Cross Passage (TCS - 2A)Документ1 страницаTypical Tunnel Cross Section For Cross Passage (TCS - 2A)Amit PhadatareОценок пока нет
- TJ (June-July 17)Документ72 страницыTJ (June-July 17)DEBASIS0% (1)
- Underpinning For TBM To Under-Cross A Building in Thomson-East Coast Line (TEL) Contract T220Документ11 страницUnderpinning For TBM To Under-Cross A Building in Thomson-East Coast Line (TEL) Contract T220freezefreezeОценок пока нет
- Necessity of NATM Tunnel in Himalayas-A Case Study of Rohtang TunnelДокумент8 страницNecessity of NATM Tunnel in Himalayas-A Case Study of Rohtang TunnelMrBarbhuiyaОценок пока нет
- TunnelДокумент543 страницыTunnelSrikar AvrОценок пока нет
- Design Criteria For Power Cable TunnelДокумент37 страницDesign Criteria For Power Cable Tunnel티무르/학생/토목공학Оценок пока нет
- Road Tunnel StructuresДокумент20 страницRoad Tunnel StructuresAinie ButtОценок пока нет
- Box Pushing Technology: Seminar Report Submitted by Uvais.A REG NO:20010536 Civil EngineeringДокумент18 страницBox Pushing Technology: Seminar Report Submitted by Uvais.A REG NO:20010536 Civil EngineeringUvais Majeed100% (2)
- R&T Micro ProjectДокумент18 страницR&T Micro Projectpriya santosh nalamwarОценок пока нет
- Heinke Tunnel Segment GasketsДокумент6 страницHeinke Tunnel Segment GasketsChin Thau WuiОценок пока нет
- Typical Rock Bolt Pattern (Class-Ii) Typical Rock Bolt Pattern (Class - Iii)Документ6 страницTypical Rock Bolt Pattern (Class-Ii) Typical Rock Bolt Pattern (Class - Iii)Ankush Sharma100% (1)
- ATS BNE 201509 The Future of TBMs and The Tunnel LiningsДокумент35 страницATS BNE 201509 The Future of TBMs and The Tunnel Liningsisaych33zeОценок пока нет
- JUSBRLДокумент17 страницJUSBRLMadhur MittalОценок пока нет
- Choice of TBM TypeДокумент11 страницChoice of TBM Typepratik raiОценок пока нет
- Theory and Application of Excavation Management System For Slurry TBM in SingaporeДокумент18 страницTheory and Application of Excavation Management System For Slurry TBM in SingaporeSAMİ ENİS ARIOĞLUОценок пока нет
- Face Pressure Report CompiledДокумент19 страницFace Pressure Report CompiledTanumayaMitraОценок пока нет
- Soft Ground Tool LifeДокумент253 страницыSoft Ground Tool LifeBob MoncrieffОценок пока нет
- The Assembling and Commissioning Programme of TBM-20180811Документ1 страницаThe Assembling and Commissioning Programme of TBM-20180811Sahiduj Jaman SajuОценок пока нет
- Design and Construction of A Segmental LiningДокумент9 страницDesign and Construction of A Segmental LiningLiew Yen Ching100% (1)
- NORMET TBM Presentation - NUS SeminarДокумент22 страницыNORMET TBM Presentation - NUS SeminarYeoh chun yenОценок пока нет
- Tunnel FailureДокумент4 страницыTunnel FailurekzxeОценок пока нет
- Thu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFДокумент36 страницThu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFThông PhanОценок пока нет
- Goa Cable StayДокумент2 страницыGoa Cable Staydarmumbai100% (1)
- Invert Heave in Operation TunnelДокумент9 страницInvert Heave in Operation TunnelKen LiewОценок пока нет
- Bappler - 2017 TBM APPLICATIONS FOR SHORT TUNNELSДокумент9 страницBappler - 2017 TBM APPLICATIONS FOR SHORT TUNNELSPaloma CortizoОценок пока нет
- TE2 - 25 MayДокумент270 страницTE2 - 25 MayPTchongОценок пока нет
- 122103-TBM5-RT-SL-0001 - (FDS) DSGN RPT Segment - 1637 - ExtractsДокумент40 страниц122103-TBM5-RT-SL-0001 - (FDS) DSGN RPT Segment - 1637 - ExtractsTina ChenОценок пока нет
- Tunnel Linning Design: Flood Design Height Lowest Credible Water LevelДокумент44 страницыTunnel Linning Design: Flood Design Height Lowest Credible Water LevelDEBASIS BARMANОценок пока нет
- 2006 02 01 - LettoДокумент44 страницы2006 02 01 - LettogifantaОценок пока нет
- Tunnel Boring Machines: Which Way To The Surface?Документ2 страницыTunnel Boring Machines: Which Way To The Surface?bishal pradhanОценок пока нет
- HKIE Download Tunnel Related FailuresДокумент11 страницHKIE Download Tunnel Related FailuresPrashant SharmaОценок пока нет
- 10 Crossover-TBMs ATC2015Документ13 страниц10 Crossover-TBMs ATC2015nishantОценок пока нет
- TTC - Segment Accessories BrochureДокумент8 страницTTC - Segment Accessories Brochurefivehours5Оценок пока нет
- Earth Pressure Balance (Epb) Machines: Levent Ozdemir Tunneling ConsultantДокумент25 страницEarth Pressure Balance (Epb) Machines: Levent Ozdemir Tunneling ConsultantSérgio BernardesОценок пока нет
- Geo 249 PDFДокумент60 страницGeo 249 PDFリムスィギャン瑞娴Оценок пока нет
- TenderДокумент158 страницTendershahqazwsxОценок пока нет
- Chapter-6 Bridge & TunnelsДокумент66 страницChapter-6 Bridge & TunnelsDinaras IbrahimОценок пока нет
- Eddie Wong Aecom PDFДокумент79 страницEddie Wong Aecom PDFAishwarya Kumar100% (1)
- The Risk of Very Large Settlements Due To EPB TunnellingДокумент10 страницThe Risk of Very Large Settlements Due To EPB Tunnellingfreezefreeze100% (1)
- Surat Metro General Arrangment DrawingsДокумент5 страницSurat Metro General Arrangment Drawingsdebapriyo50% (2)
- 357-CS-GALLER - Lyon 20111124 PDFДокумент84 страницы357-CS-GALLER - Lyon 20111124 PDFarslanpasaОценок пока нет
- Three-Dimensional Cavern Analysis For A Hydroelectric Project in India, Using FLAC3DДокумент9 страницThree-Dimensional Cavern Analysis For A Hydroelectric Project in India, Using FLAC3Dbhandaritushar1390Оценок пока нет
- Code of Practice For Reinforcement of Rock Slopes With Plane Wedge FailureДокумент16 страницCode of Practice For Reinforcement of Rock Slopes With Plane Wedge FailurePabloОценок пока нет
- Chapter 31Документ23 страницыChapter 31Harpreet SinghОценок пока нет
- Diaphragm Walls Construction and DesignДокумент18 страницDiaphragm Walls Construction and DesignShirley Munoz100% (1)
- 1 Monitoring VibrationsДокумент9 страниц1 Monitoring VibrationsCarlos RoaОценок пока нет
- Hulme 2023 Win T316 Tunnelling in AirportДокумент13 страницHulme 2023 Win T316 Tunnelling in AirportnaytunОценок пока нет
- Evaluating The Required Face Support PressureДокумент14 страницEvaluating The Required Face Support PressureBob MoncrieffОценок пока нет
- TBM Performance in SingaporeДокумент87 страницTBM Performance in SingaporeBob MoncrieffОценок пока нет
- Hard Rock Tunnel Boring - Drillability Test MethodsДокумент25 страницHard Rock Tunnel Boring - Drillability Test MethodsBob MoncrieffОценок пока нет
- Calculation of Face Stability For EPBДокумент21 страницаCalculation of Face Stability For EPBBob MoncrieffОценок пока нет
- Selecting The TBMs For The First Tunnel Project On Bangalore MetroДокумент1 страницаSelecting The TBMs For The First Tunnel Project On Bangalore MetroBob MoncrieffОценок пока нет
- Classifications WeakRockДокумент13 страницClassifications WeakRockrahulgeo05Оценок пока нет
- Terms and Conditions 27 06 PDFДокумент4 страницыTerms and Conditions 27 06 PDFShreyash NaikwadiОценок пока нет
- Binder 1Документ107 страницBinder 1Ana Maria Gálvez Velasquez0% (1)
- Ticket Udupi To MumbaiДокумент2 страницыTicket Udupi To MumbaikittushuklaОценок пока нет
- Engagement Letter TrustДокумент4 страницыEngagement Letter Trustxetay24207Оценок пока нет
- PartitionДокумент5 страницPartitionKotagiri AravindОценок пока нет
- Analisa RAB Dan INCOME Videotron TrenggalekДокумент2 страницыAnalisa RAB Dan INCOME Videotron TrenggalekMohammad Bagus SaputroОценок пока нет
- Sciencedirect: Jad Imseitif, He Tang, Mike Smith Jad Imseitif, He Tang, Mike SmithДокумент10 страницSciencedirect: Jad Imseitif, He Tang, Mike Smith Jad Imseitif, He Tang, Mike SmithTushar singhОценок пока нет
- Pilot'S Operating Handbook: Robinson Helicopter CoДокумент200 страницPilot'S Operating Handbook: Robinson Helicopter CoJoseph BensonОценок пока нет
- Toa Valix Vol 1Документ451 страницаToa Valix Vol 1Joseph Andrei BunadoОценок пока нет
- Majalah Remaja Islam Drise #09 by Majalah Drise - Issuu PDFДокумент1 страницаMajalah Remaja Islam Drise #09 by Majalah Drise - Issuu PDFBalqis Ar-Rubayyi' Binti HasanОценок пока нет
- Intelligent Smoke & Heat Detectors: Open, Digital Protocol Addressed by The Patented XPERT Card Electronics Free BaseДокумент4 страницыIntelligent Smoke & Heat Detectors: Open, Digital Protocol Addressed by The Patented XPERT Card Electronics Free BaseBabali MedОценок пока нет
- Design & Construction of New River Bridge On Mula RiverДокумент133 страницыDesign & Construction of New River Bridge On Mula RiverJalal TamboliОценок пока нет
- Revit 2019 Collaboration ToolsДокумент80 страницRevit 2019 Collaboration ToolsNoureddineОценок пока нет
- ACM2002D (Display 20x2)Документ12 страницACM2002D (Display 20x2)Marcelo ArtolaОценок пока нет
- TT Class XII PDFДокумент96 страницTT Class XII PDFUday Beer100% (2)
- WhatsApp Chat With JioCareДокумент97 страницWhatsApp Chat With JioCareYásh GúptàОценок пока нет
- Assessment 21GES1475Документ4 страницыAssessment 21GES1475kavindupunsara02Оценок пока нет
- UBITX V6 MainДокумент15 страницUBITX V6 MainEngaf ProcurementОценок пока нет
- Pega AcademyДокумент10 страницPega AcademySasidharОценок пока нет
- 133 The Science and Understanding of TheДокумент14 страниц133 The Science and Understanding of TheCarlos RieraОценок пока нет
- WHO Partograph Study Lancet 1994Документ6 страницWHO Partograph Study Lancet 1994Dewi PradnyaОценок пока нет
- LICДокумент82 страницыLICTinu Burmi Anand100% (2)
- Journal of Economic LiteratureДокумент28 страницJournal of Economic LiteratureEkoKurniadiОценок пока нет
- PanasonicДокумент35 страницPanasonicAsif Shaikh0% (1)
- Business Testimony 3Документ14 страницBusiness Testimony 3Sapan BanerjeeОценок пока нет