Академический Документы
Профессиональный Документы
Культура Документы
N 0133
Загружено:
Caf CarlosОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
N 0133
Загружено:
Caf CarlosАвторское право:
Доступные форматы
-PBLICO-
N-133
REV. J
JUL / 2005
CONTEC SC-26
Soldagem
SOLDAGEM
2a Emenda Esta a 2a Emenda da Norma PETROBRAS N-133 REV. J, devendo ser grampeada na frente da Norma e se destina a modificar o seu texto nas partes indicadas a seguir.
Captulo 2 - Substituir a norma FBTS N-001 pela norma ABNT NBR 14842. - Substituir as normas ABENDE DC-001 e ABENDE NA-001 pela norma ABNT NBR ISO 9712.
Item 4.2.11 Alterao do texto.
Item 4.3.1.3 Alterao do texto.
Item 4.3.1.9 Alterao do texto.
Item 4.3.2.1 Alterao do texto.
Item 4.3.2.2 Alterao do texto.
Incluso do item 4.3.3.
Incluso do item 4.4.13.
Incluso do item 5.2.7.
PROPRIEDADE DA PETROBRAS
2 pginas
-PBLICO-
N-133
REV. J
2 Emenda
JUL / 2005
TABELA 4 Alterao da tabela.
Incluso do item 5.4.3.7.
Incluso do item 5.6.3.10.
Incluso do item 5.6.3.11.
Item 5.6.4.2 Alterao do texto.
Incluso do item 5.6.4.3.
Incluso do item 5.6.7.
Nota:
A nova pgina da alteraes efetuadas esto localizadas nas pginas originais correspondentes.
_____________
-PBLICO-
N-133
REV. J
SET / 2002
SOLDAGEM
Procedimento
Esta Norma substitui e cancela a sua reviso anterior. Cabe CONTEC - Subcomisso Autora, a orientao quanto interpretao do texto desta Norma. O rgo da PETROBRAS usurio desta Norma o responsvel pela adoo e aplicao dos seus itens. Requisito Tcnico: Prescrio estabelecida como a mais adequada e que deve ser utilizada estritamente em conformidade com esta Norma. Uma eventual resoluo de no segui-la ("no-conformidade" com esta Norma) deve ter fundamentos tcnico-gerenciais e deve ser aprovada e registrada pelo rgo da PETROBRAS usurio desta Norma. caracterizada pelos verbos: dever, ser, exigir, determinar e outros verbos de carter impositivo. Prtica Recomendada: Prescrio que pode ser utilizada nas condies previstas por esta Norma, mas que admite (e adverte sobre) a possibilidade de alternativa (no escrita nesta Norma) mais adequada aplicao especfica. A alternativa adotada deve ser aprovada e registrada pelo rgo da PETROBRAS usurio desta Norma. caracterizada pelos verbos: recomendar, poder, sugerir e aconselhar (verbos de carter no-impositivo). indicada pela expresso: [Prtica Recomendada]. Cpias dos registros das no-conformidades com esta Norma, que possam contribuir para o seu aprimoramento, devem ser enviadas para a CONTEC - Subcomisso Autora. As propostas para reviso desta Norma devem ser enviadas CONTEC Subcomisso Autora, indicando a sua identificao alfanumrica e reviso, o item a ser revisado, a proposta de redao e a justificativa tcnico-econmica. As propostas so apreciadas durante os trabalhos para alterao desta Norma. A presente Norma titularidade exclusiva da PETRLEO BRASILEIRO S.A. PETROBRAS, de uso interno na Companhia, e qualquer reproduo para utilizao ou divulgao externa, sem a prvia e expressa autorizao da titular, importa em ato ilcito nos termos da legislao pertinente, atravs da qual sero imputadas as responsabilidades cabveis. A circulao externa ser regulada mediante clusula prpria de Sigilo e Confidencialidade, nos termos do direito intelectual e propriedade industrial.
CONTEC
Comisso de Normas Tcnicas
SC - 26
Soldagem
Apresentao
As Normas Tcnicas PETROBRAS so elaboradas por Grupos de Trabalho - GTs (formados por especialistas da Companhia e das suas Subsidirias), so comentadas pelas Unidades da Companhia e das suas Subsidirias, so aprovadas pelas Subcomisses Autoras - SCs (formadas por tcnicos de uma mesma especialidade, representando as Unidades da Companhia e as suas Subsidirias) e homologadas pelo Plenrio da CONTEC (formado pelos representantes das Unidades da Companhia e das suas Subsidirias). Uma Norma Tcnica PETROBRAS est sujeita a reviso em qualquer tempo pela sua Subcomisso Autora e deve ser reanalisada a cada 5 anos para ser revalidada, revisada ou cancelada. As Normas Tcnicas PETROBRAS so elaboradas em conformidade com a norma PETROBRAS N-1. Para informaes completas sobre as Normas Tcnicas PETROBRAS, ver Catlogo de Normas Tcnicas PETROBRAS.
PROPRIEDADE DA PETROBRAS
45 pginas e ndice de Revises
-PBLICO-
N-133
REV. J
SET / 2002
SUMRIO
1 OBJETIVO........................................................................................................................................................... 6 2 DOCUMENTOS COMPLEMENTARES............................................................................................................... 6 3 DEFINIES....................................................................................................................................................... 8 4 CONDIES GERAIS ........................................................................................................................................ 8 4.1 DOCUMENTOS DE SOLDAGEM ......................................................................................................... 8 4.2 QUALIFICAO DO PROCEDIMENTO DE SOLDAGEM .................................................................... 9 4.3 QUALIFICAO DE PESSOAL .......................................................................................................... 11 4.3.1 SOLDADOR E OPERADOR DE SOLDAGEM.............................................................................11 4.3.2 INSPETORES..............................................................................................................................12 4.4 PROCESSOS E EQUIPAMENTOS DE SOLDAGEM ......................................................................... 12 4.5 TCNICA DE SOLDAGEM ................................................................................................................. 14 4.6 CONSUMVEL..................................................................................................................................... 15 4.7 CONDIES AMBIENTAIS ................................................................................................................ 17 4.8 PREAQUECIMENTO E TEMPERATURA INTERPASSE ................................................................... 17 4.9 PS-AQUECIMENTO ......................................................................................................................... 17 4.10 INSPEO........................................................................................................................................ 18 4.11 REPARO DE SOLDAS...................................................................................................................... 18 4.12 TRATAMENTO TRMICO ................................................................................................................. 19 4.13 DISPOSITIVOS AUXILIARES DE MONTAGEM ................................................................................ 19 4.14 MARCAO DAS JUNTAS SOLDADAS .......................................................................................... 19 5 CONDIES ESPECFICAS ............................................................................................................................ 20 5.1 AO-CARBONO E CARBONO-MANGANS ..................................................................................... 20 5.1.1 METAL DE BASE ........................................................................................................................20 5.1.2 CONSUMVEL .............................................................................................................................20 5.1.3 TCNICA DE SOLDAGEM..........................................................................................................21 5.1.4 PREAQUECIMENTO E TEMPERATURA INTERPASSE............................................................21 5.1.5 PS-AQUECIMENTO .................................................................................................................24 5.1.6 INSPEO ..................................................................................................................................24 5.1.7 REPARO DE SOLDAS ................................................................................................................24 5.2 AO CROMO-MOLIBDNIO E CARBONO-MOLIBDNIO ................................................................ 24 5.2.1 METAL DE BASE ........................................................................................................................24 5.2.2 CONSUMVEL .............................................................................................................................24 5.2.3 TCNICA DE SOLDAGEM..........................................................................................................25 5.2.4 PREAQUECIMENTO E TEMPERATURA INTERPASSE............................................................26
-PBLICO-
N-133
REV. J
SET / 2002
5.2.5 PS-AQUECIMENTO .................................................................................................................26 5.2.6 INSPEO ..................................................................................................................................27 5.3 AO NQUEL ...................................................................................................................................... 27 5.3.1 METAL DE BASE ........................................................................................................................27 5.3.2 CONSUMVEL .............................................................................................................................27 5.3.3 TCNICA DE SOLDAGEM..........................................................................................................28 5.3.4 PREAQUECIMENTO E TEMPERATURA INTERPASSE............................................................28 5.3.5 PS-AQUECIMENTO .................................................................................................................28 5.3.6 INSPEO ..................................................................................................................................28 5.3.7 REPAROS DE SOLDA ................................................................................................................28 5.4 AO INOXIDVEL AUSTENTICO ..................................................................................................... 28 5.4.1 METAL DE BASE ........................................................................................................................28 5.4.2 CONSUMVEL .............................................................................................................................29 5.4.3 TCNICA DE SOLDAGEM..........................................................................................................30 5.4.4 PREAQUECIMENTO E TEMPERATURA INTERPASSE............................................................30 5.4.5 PS-AQUECIMENTO .................................................................................................................30 5.4.6 INSPEO ..................................................................................................................................31 5.5 AOS INOXIDVEIS MARTENSTICOS E FERRTICOS .................................................................. 31 5.5.1 METAL DE BASE ........................................................................................................................31 5.5.2 CONSUMVEL .............................................................................................................................31 5.5.3 TCNICA DE SOLDAGEM..........................................................................................................32 5.5.4 PREAQUECIMENTO E TEMPERATURA INTERPASSE............................................................32 5.5.5 PS-AQUECIMENTO .................................................................................................................32 5.5.6 INSPEO ..................................................................................................................................33 5.6 NQUEL E LIGAS DE NQUEL ............................................................................................................ 33 5.6.1 METAL DE BASE ........................................................................................................................33 5.6.2 CONSUMVEL .............................................................................................................................33 5.6.3 TCNICA DE SOLDAGEM..........................................................................................................34 5.6.4 PREAQUECIMENTO E TEMPERATURA INTERPASSE............................................................35 5.6.5 PS-AQUECIMENTO .................................................................................................................35 5.6.6 INSPEO ..................................................................................................................................35 5.7 COBRE E LIGAS DE COBRE ............................................................................................................. 35 5.7.1 METAL DE BASE ........................................................................................................................35 5.7.2 CONSUMVEL .............................................................................................................................35 5.7.3 TCNICA DE SOLDAGEM..........................................................................................................36 5.7.4 PREAQUECIMENTO E TEMPERATURA INTERPASSE............................................................36 5.7.5 PS-AQUECIMENTO .................................................................................................................36
-PBLICO-
N-133
REV. J
SET / 2002
5.7.6 INSPEO ..................................................................................................................................36 5.8 CHAPA CLADEADA............................................................................................................................ 37 5.8.1 METAL DE BASE ........................................................................................................................37 5.8.2 CONSUMVEL .............................................................................................................................37 5.8.3 TCNICA DE SOLDAGEM..........................................................................................................37 5.8.4 PREAQUECIMENTO E TEMPERATURA INTERPASSE............................................................38 5.8.5 PS-AQUECIMENTO .................................................................................................................39 5.8.6 INSPEO ..................................................................................................................................39 5.9 JUNTA SOLDADA DISSIMILAR ......................................................................................................... 39 5.9.1 METAL DE BASE ........................................................................................................................39 5.9.2 CONSUMVEIS............................................................................................................................39 5.9.3 TCNICA DE SOLDAGEM..........................................................................................................41 5.9.4 PREAQUECIMENTO E TEMPERATURA INTERPASSE............................................................41 5.9.5 PS-AQUECIMENTO .................................................................................................................41 5.9.6 INSPEO ..................................................................................................................................42 ANEXO A - INSTRUES PARA INSPEO POR AMOSTRAGEM NO RECEBIMENTO DE CONSUMVEIS. 43 A-1 OBJETIVO ..................................................................................................................................................... 43 A-2 AMOSTRAGEM ............................................................................................................................................. 43 A-3 ROTEIRO PARA DETERMINAO DO TAMANHO DA AMOSTRA E LIMITES DE ACEITAO E REJEIO ..................................................................................................................................................... 44
TABELAS
TABELA 1 - TEMPERATURAS DE PREAQUECIMENTO (C) ..............................................................................21 TABELA 2 - ELETRODOS E VARETAS PARA AOS CARBONO-MOLIBDNIO E CROMO-MOLIBDNIO ......25 TABELA 3 - ELETRODOS E VARETAS PARA AO NQUEL...............................................................................27 TABELA 4 - ELETRODOS E VARETAS PARA AOS INOXIDVEIS AUSTENTICOS........................................29 TABELA 5 - ELETRODOS E VARETAS PARA AOS INOXIDVEIS MARTENSTICOS.....................................31 TABELA 6 - ELETRODOS E VARETAS PARA NQUEL E LIGAS DE NQUEL ....................................................33 TABELA 7 - VARETAS PARA COBRE E LIGAS DE COBRE-NQUEL..................................................................35 TABELA 8 - CONSUMVEIS, PR E PS-AQUECIMENTO PARA JUNTAS SOLDADAS DISSIMILARES..........40 TABELA A-1 - PLANO DE AMOSTRAGEM SIMPLES - INSPEO NORMAL RISCOS DO CONSUMIDOR DE 5 % E 10 % .....................................................................................................................................43
FIGURAS
FIGURA 1 - PERFIL DE DUREZA PARA CHANFRO DUPLO V..............................................................................9
-PBLICO-
N-133
REV. J
SET / 2002
FIGURA 2 - PERFIL DE DUREZA PARA CHANFRO V .........................................................................................10 FIGURA 3 - DETALHE PARA DEFINIO DE ESPESSURAS .............................................................................23 FIGURA A-1 - ESQUEMA DE APLICAO DE UM PLANO DE AMOSTRAGEM SIMPLES ................................45
______________
/OBJETIVO
-PBLICO-
N-133
1 OBJETIVO
REV. J
SET / 2002
1.1 Esta Norma fixa as condies exigveis e as prticas recomendadas para a execuo da soldagem por fuso, empregada em fabricao, montagem, reparo e manuteno de equipamentos e estruturas.
1.2 Esta Norma se aplica aos seguintes materiais: a) b) c) d) e) f) g) h) ao-carbono; ao-carbono-mangans; ao-carbono-molibdnio; ao cromo-molibdnio; ao-nquel; aos inoxidveis austenticos, martensticos e ferrticos; nquel e ligas de nquel; cobre e ligas de cobre dos tipos citados no Captulo 5 desta Norma.
1.3 Esta Norma se aplica execuo da soldagem por fuso empregada em fabricao, montagem, reparo e manuteno, iniciadas a partir a data de sua edio.
1.4 Esta Norma contm Requisitos Tcnicos e Prticas Recomendadas.
2 DOCUMENTOS COMPLEMENTARES
Os documentos relacionados a seguir contm prescries vlidas para a presente Norma. Norma Regulamentadora NR-18 - Condies e Meio Ambiente de Trabalho na Indstria da Construo; PETROBRAS N-1438 - Terminologia Soldagem; PETROBRAS N-1596 - Ensaio No-Destrutivo - Lquido Penetrante; PETROBRAS N-1598 - Ensaio No-Destrutivo - Partculas Magnticas; PETROBRAS N-1852 - Estruturas Ocenicas - Fabricao e Montagem de Unidades Fixas; PETROBRAS N-1859 - Consumvel de Soldagem com Propriedade Assegurada; PETROBRAS N-2163 - Soldagem e Trepanao em Equipamentos, Tubulaes e Dutos em Operao; PETROBRAS N-2301 - Elaborao da Documentao Tcnica de Soldagem; ABNT NBR 5425 - Guia para Inspeo por Amostragem no Controle e Certificao de Qualidade; ABNT NBR 5426 - Planos de Amostragem e Procedimentos na Inspeo por Atributos; ABNT NBR 5427 - Guia para Utilizao da Norma ABNT NBR 5426 Planos de Amostragem e Procedimentos na Inspeo por Atributos; ABNT NBR 10614 - Eletrodos Revestidos de Ao-Carbono para Soldagem Arco Eltrico; ABNT NBR 10615 - Eletrodos Revestidos de Ao-Carbono para Soldagem Arco Eltrico; ABNT NBR 10616 - Eletrodos Revestidos de Ao-Carbono para Soldagem Arco Eltrico - Ensaios; 6
-PBLICO-
N-133
ABNT NBR 10617
REV. J
SET / 2002
- Eletrodos de Ao-Carbono e Fluxos para a Soldagem a Arco Submerso; ABNT NBR 10618 - Eletrodos de Ao-Carbono e Fluxos para a Soldagem a Arco Submerso; ABNT NBR 10619 - Eletrodos de Ao-Carbono e Fluxos para Soldagem a Arco Submerso - Ensaios; ABNT NBR 14842 - Critrios para a Qualificao e Certificao de Inspetores de Soldagem; ABNT NBR ISO 9712 - Ensaios No-Destrutivos - Qualificao e Certificao de Pessoal; API Std 1104 - Standard for Welding Pipe Lines and Related Facilities; ASME Boiler and Pressure Vessel Code - Section IX; ASME Boiler and Pressure Vessel Code - Section II, Part C; ASME/AWS Filler Metals Specifications: A5.1 - Specification for Carbon Steel Electrodes for Shielded Metal Arc Welding; A5.2 - Specification for Carbon and Low Alloy Steel Rods for Oxyfuel Gas Welding; A5.4 - Specification for Stainless Steel Electrodes for Shielded Metal Arc Welding Supersedes SAE AMS 5777; A5.5 - Specification for Low-Alloy Steel Electrodes for Shielded Metal Arc Welding; A5.7 - Specification for Copper and Copper Alloy Bare Welding Rods and Electrodes R; A5.9 - Specification for Bare Stainless Steel Welding Electrodes and Rods; A5.11 - Specification for Tungsten and Tungsten-Alloy Electrodes for Arc Welding and Cutting; A5.14 - Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods; A5.17 - Specification for Carbon Steel Electrodes and Fluxes for Submerged Arc Welding; A5.18 - Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding; A5.20 - Specification for Carbon Steel Electrodes for Flux Cored Arc Welding; A5.23 - Specification for Low Alloy Steel Electrodes and Fluxes for Submerged Arc Welding; A5.26 - Specification for Carbon and Low-Alloy Steel Electrodes and Electrogas Welding; A5.28 - Specification for Low-Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding; A5.29 - Specification for Low-Alloy Steel Electrodes for Flux Cored Arc Welding; A5.30 - Specification for Consumable Inserts; ASTM A 370 - Methods and Definitions for Mechanical Testing of Steel Products; AWS C4.1 - 77 - Criteria for Describing Oxigen-Cut Surfaces; AWS D 1.1 - Structural Welding Code-Steel; EN 473 - Qualification and Certification of Non Destructive Testing Personnel - General Principles;
-PBLICO-
N-133
EN 45013 SAE/ASTM-DS-562
REV. J
SET / 2002
- General Criteria for Certification Bodies Operating Certification of Personnel; - Unified Numbering System for Metals and Alloys.
3 DEFINIES
Para os propsitos desta Norma so adotadas as definies indicadas na norma PETROBRAS N-1438.
4 CONDIES GERAIS
Esta Norma deve ser empregada em conjunto com a norma de projeto e a norma de fabricao e montagem do equipamento ou da estrutura, prevalecendo estas ltimas no caso de requisitos conflitantes.
Notas:
1) Os requisitos aplicveis soldagem decorrem de 3 fatores: a) as condies inerentes operao de soldagem; b) peculiaridades dos materiais a serem soldados; c) caractersticas do equipamento ou da estrutura, cuja fabricao e montagem empregam a soldagem. 2) Os requisitos relativos operao de soldagem encontram-se neste Captulo, sendo vlidos para qualquer dos materiais citados e para todos os equipamentos ou estruturas fabricados com esses materiais. 3) No Captulo 5 so apresentados os requisitos pertinentes aos vrios materiais citados (como por exemplo, indicao de consumveis, temperaturas de preaquecimento, ps-aquecimento e condies particulares da tcnica de soldagem dos materiais). 4) Os requisitos de soldagem que dependem das caractersticas dos equipamentos ou da estrutura (como por exemplo: detalhamento de chanfros, ajustagem de peas, tolerncias dimensionais, modo de aplicao do pr e ps-aquecimentos, necessidade de tratamentos trmicos e modo de sua aplicao, exigncias de inspeo e critrios de avaliao de defeitos) constam das normas de projeto e das normas de fabricao e montagem dos equipamentos ou da estrutura. 5) Todo servio de soldagem deve ser acompanhado por um inspetor de soldagem qualificado conforme item 4.3.2.
4.1 Documentos de Soldagem
4.1.1 Os documentos de soldagem devem ser elaborados e qualificados de acordo com as normas de projeto aplicveis.
4.1.2 Os documentos de soldagem devem ser elaborados de acordo com a norma PETROBRAS N-2301.
-PBLICO-
N-133
4.2 Qualificao do Procedimento de Soldagem
REV. J
SET / 2002
4.2.1 Os corpos de prova devem ser identificados na pea de teste, antes de sua retirada, e a sua identificao mantida at a realizao dos ensaios.
4.2.2 No ensaio de dobramento, as zonas fundida e afetada termicamente da junta soldada devem estar contidas na poro dobrada do corpo de prova e apresentar deformao plstica.
4.2.3 Os corpos de prova de ensaios mecnicos devem ser submetidos inspeo visual dimensional, antes da realizao dos ensaios.
Nota:
As tolerncias dimensionais e o grau de acabamento dos corpos de prova do ensaio de impacto devem estar de acordo com a norma ASTM A370. A inspeo do entalhe deve ser feita em comparador ptico de perfis.
4.2.4 Quando requerido o ensaio de impacto em soldas heterogneas, todas as zonas de composio qumica diferentes devem ser representadas por conjunto completo de corpos de prova, com entalhe localizado nessas zonas.
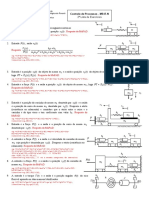
4.2.5 Quando a norma de projeto, fabricao ou montagem, requerer o ensaio de dureza, a qualificao do procedimento de soldagem deve ser complementada com este ensaio, realizado na zona fundida; zona afetada pelo calor e no metal base, devendo seus resultados serem compatveis com a norma.
4.2.5.1 Recomenda-se Recomendada]
perfil
de
dureza
conforme
FIGURAS
2. [Prtica
0,5 mm
0,2 mm (A PARTIR DA LINHA DE FUSO)
0,5 mm
MB
ZAC
MS
ZAC
MB
0,2 mm
FIGURA 1 - PERFIL DE DUREZA PARA CHANFRO DUPLO V
9
-PBLICO-
N-133
REV. J
SET / 2002
0,5 mm
0,2 mm (A PARTIR DA LINHA DE FUSO)
0,5 mm
MB
ZAC
MS
ZAC
MB
0,5 mm 0,2 mm
FIGURA 2 - PERFIL DE DUREZA PARA CHANFRO V
4.2.5.2 O mtodo de medio de dureza na qualificao do procedimento de soldagem deve ser vickers. Recomenda-se que a carga a ser utilizada nesse mtodo seja de 5 kgf. [Prtica Recomendada]
4.2.6 Para os aos inoxidveis e as ligas de nquel, inclusive chapa cladeada desses materiais, o mtodo de proteo contra respingos, projees e outras contaminaes deve ser avaliado na qualificao do procedimento de soldagem.
4.2.7 Para ao-carbono-molibdnio, ao nquel e ao inoxidvel martenstico, os ensaios no-destrutivos que possam alterar as condies trmicas da operao de soldagem devem ser aplicados, nas mesmas condies, durante a soldagem da pea de teste, na qualificao do procedimento de soldagem. 4.2.8 Para chapa cladeada deve ser avaliado e aprovado um mtodo de verificao de contaminao, durante a qualificao do procedimento de soldagem. 4.2.9 Para chapa cladeada e revestimento resistente a corroso ou a eroso, a amostra para anlise qumica, requerida pela norma ASME Sec. IX, itens QW 214.3 e QW 216.2 (d), deve ser retirada da ltima camada, observando as condies previstas por aquela norma. 4.2.10 Quando na norma de projeto, fabricao ou montagem, existirem requisitos de tenacidade controlada, os ciclos de temperatura x tempo do tratamento trmico da chapa ou tubo de teste devem ser essencialmente os mesmos aos dos tratamentos previstos para o equipamento. Deve ser previsto um ciclo adicional para manuteno do equipamento.
10
-PBLICO-
N-133
REV. J
SET / 2002
4.2.11 No tratamento trmico da pea de teste de qualificao de procedimento, deve ser observado o disposto no item 4.12.
4.2.12 Os consumveis de soldagem devem ser certificados pelo Sistema de Qualificao e Certificao de Consumveis da FBTS. Neste caso a marca comercial do consumvel no constitui uma varivel essencial nos procedimentos qualificados.
4.2.13 No caso em que os consumveis de soldagem no forem certificados pelo Sistema de Qualificao e Certificao de Consumveis da FBTS, a mudana da marca comercial do consumvel, mesmo no alterando a sua classificao, implica na requalificao do procedimento de soldagem. Nos procedimentos cujos consumveis esto qualificados de acordo com a norma PETROBRAS N-1859 (Tipo II), no necessria a requalificao do procedimento de soldagem.
4.2.14 O mtodo de aplicao e a marca comercial do verniz protetor do chanfro devem ser avaliados na qualificao do procedimento de soldagem quando no prevista a sua remoo antes da soldagem.
4.3 Qualificao de Pessoal
4.3.1 Soldador e Operador de Soldagem
4.3.1.1 Os soldadores e operadores de soldagem devem ser qualificados de acordo com as normas de projeto aplicveis.
4.3.1.2 A qualificao dos soldadores e operadores de soldagem deve ser documentada. O documento Certificado da Qualificao de Soldadores e Operadores (CQS) de soldagem deve ser elaborado de acordo com a norma PETROBRAS N-2301.
4.3.1.3 Os soldadores e operadores de soldagem qualificados devem portar identificao visvel contendo nome, CPF, o nmero do sinete e a qualificao.
4.3.1.4 Deve ser emitida uma Relao de Soldadores e Operadores de Soldagem Qualificados (RSQ) elaborada de acordo com a norma PETROBRAS N-2301.
4.3.1.5 Os corpos de prova devem ser identificados na pea de teste, de modo a se manterem rastreveis a identificao do soldador, o nmero do procedimento de soldagem e a posio de soldagem. A identificao deve ser mantida at a realizao dos ensaios.
4.3.1.6 Na qualificao do soldador ou operador de soldagem, os mtodos de limpeza entre passes de solda, de remoo de crateras e de abertura de arco (no chanfro ou em apndice) devem ser os mesmos especificados para as soldas de produo.
11
-PBLICO-
N-133
REV. J
SET / 2002
4.3.1.7 A qualificao do soldador ou operador de soldagem deve incluir a inspeo visual das soldas das peas de teste, sendo o critrio de interpretao o mesmo da norma de fabricao e montagem do equipamento ou estrutura.
4.3.1.8 Devem ser definidos os critrios de controle de desempenho de soldadores ou operadores de soldagem qualificados antes do incio dos servios de soldagem. Esses critrios devem ser previamente apresentados e aprovados pela PETROBRAS antes do incio dos servios. 4.3.1.9 Deve ser definida a defasagem mxima entre a soldagem e os ensaios no-destrutivos, sendo aprovada previamente pela PETROBRAS.
4.3.2 Inspetores
4.3.2.1 Os inspetores de soldagem devem ser certificados de acordo com a norma ABNT NBR 14842.
4.3.2.2 Os inspetores de END devem ser certificados de acordo com a norma ABNT NBR ISO 9712.
4.3.2.3 Para os servios de soldagem executados no exterior, os inspetores de soldagem devem ser certificados na norma principal aplicvel, por entidades internacionais que atendam aos requisitos da norma EN 45013, sendo neste caso, necessria a aprovao prvia pela PETROBRAS.
4.3.2.4 Para os servios de inspeo executados no exterior, os inspetores de END devem ser certificados conforme normas ISO 9712 ou EN 473, sendo neste caso, necessria a aprovao prvia pela PETROBRAS.
4.3.3 Supervisores e Encarregados Recomenda-se que os supervisores e encarregados de soldagem demonstrem conhecimento em: qualificao de soldador e operador de soldagem, EPS, IEIS, simbologia e terminologia de soldagem e desenho tcnico. [Prtica Recomendada]
4.4 Processos e Equipamentos de Soldagem 4.4.1 A soldagem deve ser executada empregando processos permitidos pela norma de fabricao e montagem do equipamento ou estrutura. 4.4.2 Porta-eletrodos e cabos devem estar com seu isolamento em boas condies, sem falhas e sem regies desprotegidas, e dimensionados corretamente para as condies de trabalho e segurana pessoal.
12
-PBLICO-
N-133
REV. J
SET / 2002
4.4.3 Na soldagem oxi-acetilnica e todos os tipos de cortes a gs; todo o sistema deve estar projetado para atender s condies operacionais e de segurana pessoal conforme os requisitos da norma regulamentadora NR-18.
4.4.4 As barras de cobre para proteo lateral na soldagem eletrogs devem ter espessura suficiente para evitar sua fuso durante a soldagem.
12-A
-PBLICO-
N-133
REV. J
SET / 2002
4.4.5 A intensidade de corrente de soldagem deve ser verificada com ampermetro calibrado conforme item 4.4.12, e o mais prximo possvel do porta-eletrodo. 4.4.6 A estufa para armazenagem de eletrodos, varetas e fluxos deve dispor de meio de aquecimento para manter a temperatura interna 10 C acima da temperatura ambiente e estar dotada de termmetro e higrmetro, de modo a atender ao item 4.6.9. Os instrumentos devem estar calibrados e dentro do prazo de validade.
4.4.7 As estufas para secagem de eletrodos revestidos e fluxos devem dispor de resistncias eltricas, para controlar e manter a temperatura de at 400 C, e de termmetro, termostato e respiro com dimetro superior a 10 mm.
4.4.7.1 A estufa para secagem de eletrodos revestidos deve ter prateleiras perfuradas, ou em forma de grade, afastadas das paredes verticais de, no mnimo, 25 mm. 4.4.7.2 A estufa para secagem de fluxo deve ter dispositivo agitador ou bandejas afastadas das paredes verticais de, no mnimo, 25 mm.
4.4.8 As estufas para manuteno da secagem de eletrodos revestidos e fluxos devem dispor de termmetro, termostato e de resistncias eltricas, para controlar e manter a temperatura de at 200 C. Nota: As estufas para manuteno da secagem de eletrodos revestidos devem ter prateleiras furadas ou em forma de grade.
4.4.9 Devem existir, no mnimo, 2 estufas: uma para secagem e outra para manuteno da secagem.
4.4.10 A estufa porttil para manuteno da secagem dos eletrodos revestidos de baixo hidrognio deve dispor de resistncias eltricas, para manter a temperatura entre 80 C e 150 C, e ter condies de acompanhar cada soldador individualmente.
4.4.11 Os equipamentos para preaquecimento, ps-aquecimento e tratamento trmico devem atender aos requisitos das normas de fabricao e montagem do equipamento ou estrutura.
4.4.11.1 No permitido o uso de queimadores de bico nico e de meios exotrmicos que impeam a medida de temperatura da regio aquecida.
4.4.11.2 A verificao das temperaturas de preaquecimento, interpasse e ps-aquecimento deve ser feita por meio de pirmetros de contato, tico ou lpis de fuso, desde que no contrarie o Captulo 5.
4.4.12 Os aparelhos, instrumentos de medio e teste, e os equipamentos de soldagem devem ser calibrados e estar dentro do prazo de validade. 13
-PBLICO-
N-133
REV. J
SET / 2002
4.4.13 Para os processos eletrodo revestido, TIG, MIG, MAG e arame tubular, recomenda-se que sejam utilizadas fontes tiristorizadas e/ou inversoras com capacidade de compensar, no mnimo, variaes de 10 % dos parmetros de soldagem em funo da flutuao da rede eltrica. [Prtica Recomendada]
13-A
-PBLICO-
N-133
4.5 Tcnica de Soldagem
REV. J
SET / 2002
4.5.1 A soldagem deve ser executada por soldadores ou operadores de soldagem qualificados, atuando sob orientao de supervisores de soldagem. 4.5.2 A soldagem deve ser executada de acordo com o documento Instruo de Execuo e Inspeo de Soldagem (IEIS), elaborado de acordo com a norma PETROBRAS N-2301, com base em procedimentos de soldagem qualificados. 4.5.3 No deve haver contato de peas de cobre com as reas aquecidas ou fundidas pela soldagem, excetuando-se as barras de cobre para proteo lateral da soldagem eletrogs e cobre-juntas de cobre no consumveis em qualquer processo. 4.5.4 O arco eltrico de soldagem deve ser aberto no chanfro ou numa chapa-apndice utilizada para esse fim.
4.5.5 As juntas a serem soldadas devem estar isentas de leo, graxa, xido, tinta, resduos do exame por lquido penetrante, areia e fuligem do preaquecimento a gs, numa faixa de no mnimo 20 mm de cada lado das bordas, interna e externamente.
4.5.5.1 As irregularidades e escria do oxi-corte devem ser removidas. O grau de rugosidade mximo aceitvel deve ser igual a 2, conforme a norma AWS C 4.1-77.
4.5.5.2 Depsitos de carbono, escria e cobre resultantes do corte com eletrodos de carbono devem ser removidos para garantir a remoo total da ZAC, no podendo esta remoo ser menor que 1 mm.
4.5.5.3 Para soldagens TIG e MIG, a limpeza do chanfro e bordas deve ser ao metal brilhante, numa faixa de 10 mm, pelos lados interno e externo.
4.5.5.4 As ferramentas de remoo de escria e de limpeza no devem ser de cobre ou de ligas de cobre, exceto para o item 5.8.
4.5.5.5 A soldagem sem a remoo prvia do verniz protetor do chanfro pode ser executada desde que atendido o item 4.2.14.
4.5.5.6 Na soldagem de juntas verticais com eletrodo revestido de baixo hidrognio deve ser empregada preferencialmente a progresso ascendente, exceto no passe de raiz de juntas de topo, quando removido totalmente na goivagem.
4.5.6 Na soldagem TIG, deve ser empregada a proteo por meio de gs inerte, pelo lado interno da pea, quando da deposio da raiz da solda, exceto quando permitido no Captulo 5.
14
-PBLICO-
N-133
REV. J
SET / 2002
4.5.7 O martelamento de soldas no permitido para a primeira e ltima camada e, em qualquer caso, para espessuras inferiores a 15 mm.
4.5.8 Durante a execuo da soldagem, poro, escria e defeitos visveis devem ser removidos.
4.5.9 Quando requerido o ensaio com lquido penetrante ou partculas magnticas, aps a goivagem, a preparao da superfcie para o ensaio deve ser, no mnimo, por esmerilhamento.
4.5.10 O procedimento de soldagem das soldas de encaixe deve ser com processo TIG, com o mnimo de 2 camadas, com perfil cncavo suave.
4.5.11 Em caso de soldagem com fluido interno, deve ser utilizada a norma PETROBRAS N-2163.
4.6 Consumvel 4.6.1 A Seleo dos consumveis para os processos de eletrodo revestido e TIG devem ser conforme requerido no Captulo 5. Para os demais processos deve ser seguida a especificao ASME Boiler and Pressure Vessel Code - Section II, Part C, correspondente. 4.6.2 A embalagem deve indicar de modo legvel e sem rasuras a marca comercial, especificao, classificao, dimetro, nmero da corrida e data de fabricao. 4.6.3 O eletrodo revestido deve apresentar identificao individual por meio de inscrio legvel. A vareta deve ser identificada, por tipagem, em ambas as extremidades. O arame em rolo deve ser identificado no carretel. 4.6.4 Para eletrodo revestido, irregularidades ou descontinuidades no revestimento, tais como: reduo localizada de espessura, trinca, danos na extremidade, falta de aderncia, bem como deficincias dimensionais de comprimento e excentricidade alm dos limites da especificao e sinais de oxidao da alma, devem ser considerados inaceitveis. 4.6.5 Eletrodo nu ou vareta com sinais de oxidao devem ser considerados inaceitveis. 4.6.6 A embalagem de eletrodos revestidos e fluxo no deve apresentar defeitos que provoquem a contaminao e/ou danos no consumvel. 4.6.7 O consumvel, por ocasio de seu emprego, deve apresentar as mesmas condies de recebimento, no que se refere a iseno de defeitos, identificao e estado da embalagem. 4.6.8 O consumvel especfico de um determinado processo de soldagem no pode ser empregado em outro processo, a menos que por indicao expressa do fabricante. 15
-PBLICO-
N-133
REV. J
SET / 2002
4.6.9 Os eletrodos, varetas e fluxos em sua embalagem original devem ser armazenados sobre estrados ou prateleiras, em estufas que atendam s condies citadas no item 4.4.6. As seguintes condies, no interior da estufa, devem ser observadas: a) a temperatura deve ser, no mnimo, 10 C acima da temperatura ambiente e igual ou superior a 20 C; b) a umidade relativa do ar deve ser de, no mximo, 50 %. 4.6.10 Quando armazenadas na posio vertical, as embalagens de eletrodos revestidos devem ser posicionadas com as pontas de abertura de arco voltadas para cima. 4.6.11 A ordem de retirada de embalagens do estoque deve evitar a utilizao preferencial dos materiais recm-chegados e conseqente armazenagem prolongada de alguns lotes. 4.6.12 Os eletrodos revestidos e fluxos de baixo hidrognio devem ser submetidos secagem e s condies de manuteno da secagem em estufas que atendam aos requisitos citados nos itens 4.4.7 e 4.4.8.
4.6.13 Para efeito de aplicao dos requisitos de secagem, as embalagens devem ser consideradas como no estanques.
4.6.14 Na estufa de secagem, os eletrodos devem ser dispostos em prateleiras, em camada no superior a 50 mm e na estufa de manuteno da secagem em camada igual ou inferior a 150 mm.
4.6.15 Nas estufas com bandejas para secagem ou manuteno da secagem, a camada de fluxo deve ser igual ou inferior a 50 mm.
4.6.16 A secagem e a manuteno da secagem devem obedecer aos parmetros especificados pelo fabricante do consumvel e aos requisitos do Captulo 5.
4.6.17 Os eletrodos revestidos de baixo hidrognio, quando de sua utilizao, devem ser mantidos em estufas portteis, em temperatura entre 80 C e 150 C. As estufas devem estar calibradas.
4.6.18 Os eletrodos revestidos de baixo hidrognio que, fora da estufa de manuteno da secagem, no forem utilizados aps uma jornada de trabalho devem ser identificados e retornar estufa de manuteno para serem ressecados. Permite-se apenas uma ressecagem.
4.6.19 O fluxo que no se fundir durante a soldagem deve ser peneirado e ressecado. Posteriormente pode ser misturado com fluxo novo na proporo recomendada pelo fabricante, ou na ausncia desta recomendao, no mnimo, na proporo mnima de um para um.
16
-PBLICO-
N-133
4.7 Condies Ambientais
REV. J
SET / 2002
4.7.1 A soldagem no deve ser executada quando a superfcie da pea, numa faixa de 150 mm, centrada na junta a ser soldada, estiver mida ou a temperatura inferior a 15 C.
4.7.2 Para temperatura da pea inferior a 15 C, a soldagem pode ser executada desde que a regio a ser soldada seja aquecida a, no mnimo, 50 C.
4.7.3 A umidade das peas deve ser removida por meio de secagem com chama.
4.7.4 A soldagem no deve ser executada sob chuva, vento forte ou poeiras provenientes de jato abrasivo, a menos que a junta esteja protegida.
4.7.5 Para todos os processos de soldagem, meios de proteo devem ser empregados para evitar a ao de correntes de ar que possam alterar as condies de soldagem.
4.8 Preaquecimento e Temperatura Interpasse
4.8.1 O preaquecimento deve ser aplicado, quando requerido no Captulo 5.
4.8.2 A temperatura de preaquecimento deve ser medida no metal de base, em todos os membros da junta, do lado oposto fonte de aquecimento, a uma distncia igual ou superior a 75 mm da regio a ser soldada.
Nota:
No caso de aquecimento com chama, onde a temperatura s possa ser medida pelo lado da fonte, o aquecimento deve ser interrompido pelo menos por 1 minuto, para cada 25 mm de espessura da pea, antes de sua medio.
4.8.3 A temperatura interpasse deve ser medida no metal de solda, do lado em que for depositado o passe seguinte, quando for utilizado pirmetro de contato. No caso de lpis de fuso, a medio deve ser feita em uma zona adjacente para evitar contaminao do passe seguinte.
4.9 Ps-Aquecimento
4.9.1 O ps-aquecimento deve ser aplicado quando requerido no Captulo 5.
4.9.2 O ps-aquecimento, quando requerido, deve ser aplicado imediatamente, aps a concluso da soldagem ou em suas interrupes.
4.9.3 A temperatura de ps-aquecimento deve ser medida conforme o item 4.8.2.
17
-PBLICO-
N-133
4.10 Inspeo
REV. J
SET / 2002
4.10.1 A inspeo das juntas soldadas e a interpretao de seus resultados devem atender aos requisitos das normas de projeto e de fabricao e montagem do equipamento ou da estrutura bem como s indicaes constantes do Captulo 5.
4.10.2 Os exames e ensaios aplicveis para cada junta devem ser indicados no documento Instruo de Execuo e Inspeo de Soldagem (IEIS), elaborado de acordo com a norma PETROBRAS N-2301.
4.10.3 A execuo dos ensaios com lquido penetrante ou com partculas magnticas, quando requerida nesta Norma, deve ser conduzida de acordo com procedimento de inspeo qualificado conforme as normas PETROBRAS N-1596 ou N-1598, respectivamente.
4.10.4 A interpretao dos resultados de ensaios realizados aps a goivagem deve ser feita de acordo com os mesmos requisitos aplicveis s juntas soldadas.
4.10.5 Os consumveis devem ser inspecionados no recebimento, por amostragem, devendo ser realizada nos moldes de uma inspeo por atributos e verificada sua conformidade com os itens 4.6.2 a 4.6.6. A amostragem deve ser executada conforme instrues constantes no ANEXO A.
4.10.6 O desempenho dos soldadores e operadores de soldagem deve ser controlado. O documento Controle de Desempenho dos Soldadores e Operadores de Soldagem deve ser elaborado de acordo com a norma PETROBRAS N-2301.
4.11 Reparo de Soldas
4.11.1 O reparo de defeitos de solda deve ser executado por soldadores ou operadores de soldagem qualificados, atuando sob orientao de supervisores de soldagem.
4.11.2 O reparo de defeitos de solda deve ser executado de acordo com o documento IEIS aplicvel ao reparo, elaborado de acordo com a norma PETROBRAS N-2301, com base em procedimento de soldagem qualificado.
4.11.3 Os mesmos requisitos de inspeo requeridos para as juntas soldadas devem ser aplicados aos seus reparos.
4.11.4 Quando houver requisitos limitando o nmero de reparos em uma mesma regio da junta soldada, a execuo do segundo reparo deve ser registrada. Neste caso, deve ser emitido o documento Relatrio de Registro de Soldagem (RRS) de acordo com a norma PETROBRAS N-2301.
18
-PBLICO-
N-133
4.12 Tratamento Trmico
REV. J
SET / 2002
4.12.1 O tratamento trmico deve ser aplicado, quando requerido pela norma de projeto ou de fabricao e montagem do equipamento ou estrutura, e atendendo as condies prescritas por essas normas.
4.12.2 A zona a ser aquecida temperatura de tratamento trmico deve abranger as reas de soldas provisrias, referentes aos dispositivos auxiliares de montagem, mesmo quando removidos.
4.12.3 Os termopares devem ser soldados s peas de modo a garantir o contato eltrico entre os fios do termopar e a superfcie aquecida.
4.12.4 A execuo do tratamento trmico deve ser documentada. O documento Relatrio de Registro de Tratamento Trmico (RRTT) deve ser elaborado conforme a norma PETROBRAS N-2301.
4.13 Dispositivos Auxiliares de Montagem Os dispositivos auxiliares de montagem, quando permitidos pela norma de fabricao e montagem do equipamento ou estrutura, devem atender aos requisitos do Captulo 5 e s seguintes condies: a) a solda do dispositivo auxiliar de montagem, ponteamento e outras soldas provisrias devem ser consideradas como soldas definitivas para efeito de aplicao dos requisitos desta Norma, inclusive quanto qualificao de pessoal; b) o nmero de dispositivos auxiliares de montagem que impedem a contrao transversal de solda deve ser minimizado, sendo preferveis os dispositivos que limitam a deformao angular da junta soldada e que permitem a contrao transversal; c) os dispositivos auxiliares de montagem no devem ser removidos por impacto e a rea da solda provisria, aps remoo, deve ser inspecionada por ensaio de lquido penetrante ou partculas magnticas e no apresentar mordedura, poro, trinca, reduo de espessura ou remoo incompleta; d) a solda dos dispositivos auxiliares de montagem deve ser depositada, no mnimo, distante 25 mm das margens do chanfro ou diretamente sobre as faces do chanfro.
Nota:
A reposio de material para corrigir a reduo de espessura, se necessria, quando permitida pela norma de projeto, pode ser feita por soldagem, observando o disposto no item 4.11, aps a aprovao da PETROBRAS.
4.14 Marcao das Juntas Soldadas
4.14.1 A junta soldada deve ser marcada com o nmero de identificao do soldador ou operador de soldagem.
19
-PBLICO-
N-133
REV. J
SET / 2002
4.14.2 Em junta soldada por mais de um soldador ou operador de soldagem, a marcao deve distinguir quem executa o passe de raiz, caso no seja removido, daquele que executa o(s) passe(s) de enchimento e/ou acabamento.
4.14.3 A marcao por meio de puncionamento s deve ser permitida para espessura nominal, maior que 6,4 mm em ao-carbono, ao-carbono-molibdnio e ao cromo-molibdnio, a uma distncia mnima de 25 mm da margem da solda, desde que esta marcao no esteja exposta a condies de operao do equipamento, que possam provocar corroso sob tenso.
Nota:
Para oleodutos e gasodutos no deve ser permitida a marcao por meio de puncionamento.
5 CONDIES ESPECFICAS
5.1 Ao-Carbono e Ao-Carbono-Mangans 5.1.1 Metal de Base Ao-carbono e ao-carbono-mangans de limite de resistncia mnimo igual ou inferior a 630 MPa (64,2 kgf/mm2) e que atenda especificao de material indicada pela norma de projeto. 5.1.2 Consumvel 5.1.2.1 Os consumveis devem seguir as seguintes indicaes: a) o limite de resistncia do metal depositado deve ser, no mnimo, igual ao limite de resistncia mnimo especificado para o metal de base; b) ser especificado de acordo com as normas AWS ou ABNT NBR, em funo do processo de soldagem, a saber: - eletrodo revestido: AWS A5.1 ou norma ABNT NBR 10615 e AWS A5.5; - MIG/MAG: AWS A5.18; - eletrogs: AWS A5.26; - arco submerso: AWS A5.17 ou norma ABNT NBR 10618 e AWS A5.23; - arame tubular: AWS A5.20; - TIG: AWS A5.18; c) os eletrodos de classificao AWS ou ABNT NBR EXX12, EXX13, EXX13-X, EXX14, EXX24, EXX27 e EXX27-X, no devem ser empregados na soldagem de estruturas metlicas martimas e peas sujeitas a presso, exceto em soldas em ngulo de tanques de armazenamento (com espessura 12,5 mm); d) os eletrodos de classificao AWS ou ABNT NBR EXX10, EXX10-X, EXX11 e EXX11-X no devem ser empregados na soldagem de estruturas metlicas, peas sujeitas a presso com espessura superior a 15 mm e fundidos de qualquer espessura, exceto para oleodutos e gasodutos; e) quando exigidos requisitos de tenacidade controlada devem ser usados consumveis de acordo com a norma PETROBRAS N-1859.
20
-PBLICO-
N-133
REV. J
SET / 2002
5.1.2.2 Na soldagem TIG, quando empregado o gs de proteo da raiz da solda, o gs deve ser argnio ou hlio. 5.1.2.3 Caso no haja uma recomendao especfica do fabricante do consumvel, os seguintes parmetros devem ser utilizados para a secagem e manuteno da secagem: a) os eletrodos revestidos de baixo hidrognio devem ser submetidos secagem na temperatura de (350 30) C durante 1 hora, e mantidos na estufa para manuteno da secagem, em temperatura de 150 C a 180 C; b) os fluxos de baixo hidrognio devem ser submetidos secagem nas seguintes condies: - estufa com bandejas: (250 20) C durante 2 horas; - estufa com agitador: (250 20) C durante 1 hora. Nota: A temperatura da estufa para manuteno da secagem de fluxos deve ser de (150 15) C.
5.1.3 Tcnica de Soldagem 5.1.3.1 No corte com eletrodo de carbono, no necessrio o preaquecimento das peas. 5.1.3.2 Quando requerido ensaio de impacto, a oscilao do eletrodo deve ser tal que a largura do passe no exceda 3 vezes ao dimetro da alma do eletrodo revestido. 5.1.3.3 Na soldagem TIG, no obrigatrio o uso de gs para proteo da raiz de solda pelo lado interno da pea. 5.1.4 Preaquecimento e Temperatura Interpasse 5.1.4.1 Para a soldagem com eletrodo de revestimento bsico, TIG e arco submerso, as peas devem ser preaquecidas a temperatura igual ou superior s indicaes da TABELA 1.
TABELA 1 - TEMPERATURAS DE PREAQUECIMENTO (C)
Carbono Equivalente Espessura Calculada da Junta Soldada (e) 1) e 20 mm - (50) - (100) 100 (125) 20 < e 30 mm (50) - (100) 100 (125) 125 (150) e > 30 mm (75) 100 (100) 100 (125) 125 (150) 150 (175)
(CE) 2)
CE 0,41 0,41 < CE 0,43 0,43 < CE 0,45 0,45 < CE 0,47 0,47 < CE 0,50
21
-PBLICO-
N-133
Notas:
REV. J
SET / 2002
1) A espessura (e) deve ser calculada conforme a FIGURA 3: 2) O carbono equivalente (CE) deve ser calculado com base nos valores obtidos nos certificados de fabricao, e quando isto no for possvel com a especificao, do material, de acordo com a seguinte frmula:
CE = % C + % Mn % Cr + % Mo + %V % Cu + % Ni + + 6 5 15
3) Os valores entre parnteses aplicam-se s estruturas metlicas martimas. 4) Os valores da TABELA 1 podem ser alterados desde que sejam contemplados na qualificao do procedimento de soldagem. Exemplo: quando a aplicao for para reparos, materiais fundidos, energia de soldagem utilizada e tipo de servio.
22
-PBLICO-
-PBLICO-
N-133
REV. J
SET / 2002
5.1.4.2 Quando requerido ensaio de impacto, a temperatura interpasse no deve exceder a 250 C.
5.1.5 Ps-Aquecimento No deve ser requerido, exceto para reparo de vasos sujeitos a corroso sob tenso.
5.1.6 Inspeo No deve haver requisitos especficos para os aos-carbono e carbono-mangans, porm seguir prescrio constante do Captulo 4 desta Norma.
5.1.7 Reparo de Soldas Quando houver requisitos de tenacidade controlada, podem ser executados, no mximo, 2 reparos na mesma regio da junta soldada.
5.2 Aos Cromo-Molibdnio e Carbono-Molibdnio
5.2.1 Metal de Base Ao cromo-molibdnio com teor de cromo compreendido entre 0,4 % e 10 % e ao-carbono-molibdnio com teor de at 0,65 % de molibdnio que atendam especificao de material indicada pela norma de projeto do equipamento.
5.2.2 Consumvel
5.2.2.1 Os consumveis devem seguir as indicaes abaixo: a) os eletrodos e varetas devem estar de acordo com a TABELA 2; b) no caso de solda heterognea, quando no proibda pela norma de projeto ou de fabricao e montagem do equipamento, deve ser especificado como abaixo, considerando-se os processos de soldagem com eletrodo revestido e TIG: - temperatura de operao cclica: AWS A5.11, ENiCrFe-2 temperatura mxima: 820 C (preferida) ou ENiCrFe-3 temperatura mxima: 480 C e AWS A5.14, ERNiCr-3; - temperatura de operao no cclica e inferior a 315 C: AWS A5.4, E309-15/16 (preferida) ou E312-15/16 e AWS A5.9, ER309 (preferida) e ER312.
24
-PBLICO-
N-133
REV. J
SET / 2002
TABELA 2 - ELETRODOS E VARETAS PARA AOS CARBONO-MOLIBDNIO E CROMO-MOLIBDNIO
Material 0,5 % Mo 0,5 % Cr - 0,5 % Mo 1 % Cr - 0,5 % Mo 1,25 % Cr - 0,5 % Mo 2,25 % Cr - 1,0 % Mo 5,0 % Cr - 0,5 % Mo 2) 7,0 % Cr - 0,5 % Mo 2) 9,0 % Cr - 1,0 % Mo 2) Espec. AWS A5.5 A5.5 A5.5 A5.5 A5.5 A5.5 A5.5 Eletrodo Revestido Classificao AWS Preferida Alternativa E7018-A1 E701X-A1 1) E8018-B1 E8016-B1 E8016-B2 E8018-B2 E701X-B2L E901X-B3 E801X-B6 E801X-B7 E801X-B8 E901X-B9 E801X-B3L E801X-B6L E801X-B7L E801X-B8L Espec. AWS A5.28 A5.28 A5.28 A5.28 A5.28 A5.28 A5.28
Eletrodo Nu e Vareta
Classificao AWS Preferida Alternativa ER80S-D2 ER80S-B2 ER80S-B2L ER80S-B2 ER90S-B3 ER80S-B3 ER80S-B6 ER80S-B8 ER80S-B8 ER90S-B9 ER80S-B2L ER90S-B3L ER80S-B3L -
Notas:
1) Quando utilizar E7010-A1 e E7011-A1, esses eletrodos no devem ser empregados na soldagem e peas sujeitas a presso em soldas cuja dimenso exceda a 10 mm. 2) Os consumveis indicados (AWS A5.5) correspondem aos consumveis antigos da especificao AWS A5.4.
5.2.2.2 Na soldagem TIG, o gs de proteo da raiz da solda deve ser argnio ou hlio.
5.2.2.3 Caso no haja uma recomendao especfica do fabricante, os eletrodos revestidos de baixo hidrognio devem ser submetidos secagem na temperatura de (350 30) C durante 1 hora e mantidos na estufa de manuteno da secagem em temperatura de 150 C a 180 C.
5.2.3 Tcnica de Soldagem
5.2.3.1 Quando do emprego de consumveis de ao inoxidvel e ligas de nquel, devem ser observados os seguintes requisitos: a) os produtos empregados no ensaio por meio de lquido penetrante devem ser isentos de contaminantes, de acordo com a norma PETROBRAS N-1596; b) a oscilao do eletrodo deve ser tal que a largura do passe no exceda a 3 vezes o dimetro da alma do eletrodo revestido; c) devem ser tomados cuidados adicionais quanto a limpeza e preparao da junta a ser soldada, para evitar a presena de contaminantes.
5.2.3.2 Quando do emprego de consumvel de ligas de nquel, a escria deve ser removida totalmente, durante e aps a soldagem.
25
-PBLICO-
N-133
REV. J
SET / 2002
5.2.4 Preaquecimento e Temperatura Interpasse
5.2.4.1 As peas devem ser preaquecidas conforme as seguintes indicaes: a) ao-carbono-molibdnio, espessura da junta igual ou inferior a 12 mm: sem preaquecimento; b) ao-carbono-molibdnio, espessura da junta superior a 12 mm: 150 C; c) aos cromo-molibdnio com teor de cromo inferior a 2 %, qualquer espessura da junta: 200 C; d) aos cromo-molibdnio com teor de cromo igual ou superior a 2 %, qualquer espessura da junta: 250 C; e) soldas heterogneas, qualquer teor de cromo e espessura da junta: 150 C, exceto para o ao-carbono-molibdnio com espessura da junta igual ou inferior a 12 mm, para o qual no requerido o preaquecimento.
5.2.4.2 Para soldagem TIG, as temperaturas indicadas no item 5.2.4.1, alneas c) e d) podem ser reduzidas de 50 C. [Prtica Recomendada]
5.2.4.3 A temperatura interpasse no deve exceder s seguintes indicaes: a) b) c) d) ao-carbono-molibdnio: 250 C; aos cromo-molibdnio com teor de cromo inferior a 2 %: 300 C; aos cromo-molibdnio com teor de cromo igual ou superior a 2 %: 350 C; solda heterognea, ao-carbono-molibdnio e ao cromo-molibdnio com qualquer teor de cromo: 200 C.
5.2.5 Ps-Aquecimento
5.2.5.1 O ps-aquecimento deve ser requerido nas seguintes condies, em funo do material e da espessura da junta, conforme FIGURA 3. a) ao-carbono-molibdnio: 200 C, somente para espessura de junta superior a 25 mm; b) aos cromo-molibdnio: 300 C, somente nos seguintes casos: - teor de cromo menor ou igual a 2 % e espessura da junta maior que 20 mm; - teor de cromo entre 2 % e 7 % e espessura da junta maior que 12 mm; - teor de cromo maior ou igual a 7 % e espessura da junta maior que 6 mm.
Nota:
Quando for requerido o ps-aquecimento pelos critrios acima descritos, o tempo de patamar deve ser 1 min/mm de espessura de junta, porm igual ou superior a 15 minutos.
5.2.5.2 O ps-aquecimento no deve ser requerido para soldas heterogneas.
5.2.5.3 Quando no for requerido o ps-aquecimento, a junta soldada deve ser protegida do resfriamento rpido.
26
-PBLICO-
N-133
5.2.6 Inspeo
REV. J
SET / 2002
Na soldagem heterognea, com metal de adio austentico, deve ser executado o ensaio com lquido penetrante, na extenso especificada pela norma do equipamento. Deve ser executado nos lados interno e externo ao equipamento quando houver acesso. O ensaio visual deve ser executado em 100 % no passe de raiz. 5.2.7 Consumveis utilizados em materiais sujeitos a fragilizao pelo revenido, devem atender aos fatores X e J especificados no projeto ou conforme abaixo, o que for menor: a) Fator de Bruscato (Fator X): (10P + 4Sn + 5Sb + As)/100 = 9 (ppm mx); b) Fator de Watanabe (Fator J): (Si + Mn) x (P + Sn) x 10.000 = 75 (elementos em % de massa). Nota: Os fatores descritos no item 5.2.7 devem ser calculados com base nos valores obtidos atravs de anlise qumica da corrida do consumvel, ao invs dos valores nominais citados nesta Norma.
5.3 Ao Nquel 5.3.1 Metal de Base Aos nquel com teor de nquel at 4 %, que atendam especificao de material indicada pela norma de projeto do equipamento. 5.3.2 Consumvel 5.3.2.1 Os consumveis devem seguir as indicaes abaixo: a) os eletrodos e varetas devem estar de acordo com a TABELA 3; b) no caso de solda heterognea, quando no proibida pela norma de projeto ou de fabricao e montagem do equipamento, deve ser especificado como abaixo, considerando-se os processos de soldagem com eletrodos revestidos e TIG: - AWS A5.11, ENiCrFe-2 (temperatura mxima = 820 C), ENiCrFe-3 (temperatura mxima = 480 C) e AWS A5.14, ERNiCr-3; - AWS A5.4, E309-15/16 e AWS A5.9, ER309.
TABELA 3 - ELETRODOS E VARETAS PARA AO NQUEL
Espec . AWS A5.5 A5.5 Eletrodo Revestido Classificao AWS Alternativa Preferida (ver Nota) E801X-C1 E801X-C2 E701X-C1L E701X-C2L Espec. AWS A5.28 A5.28 Eletrodo Nu e Vareta Classificao AWS Preferida ER80S-Ni2 ER80S-Ni3
Material
2,25 % Ni 3,5 % Ni
Nota:
Deve ser aprovado previamente pela PETROBRAS.
27
-PBLICO-
N-133
REV. J
SET / 2002
5.3.2.2 Na soldagem TIG, o gs de proteo da raiz da solda deve ser argnio ou hlio.
5.3.2.3 Caso no haja uma recomendao especfica do fabricante, os eletrodos revestidos de baixo hidrognio devem ser submetidos secagem na temperatura de (350 30) C durante 1 hora e mantidos em estufas de manuteno da secagem em temperatura de 150 C a 180 C.
27-A
-PBLICO-
N-133
5.3.3 Tcnica de Soldagem
REV. J
SET / 2002
5.3.3.1 A oscilao do eletrodo deve ser tal que a largura do passe no exceda a 3 vezes o dimetro da alma do eletrodo revestido.
5.3.3.2 Quando do emprego de consumveis de ao inoxidvel e ligas de nquel, devem ser observados os seguintes requisitos: a) os produtos empregados no ensaio por meio de lquido penetrante devem estar isentos de contaminantes, de acordo com a norma PETROBRAS N-1596; b) a oscilao do eletrodo deve ser tal que a largura do passe no exceda a 3 vezes o dimetro da alma de eletrodo revestido; c) devem ser tomados cuidados adicionais quanto a limpeza e preparao da junta a ser soldada para evitar a presena de contaminantes.
5.3.3.3 Quando do emprego de consumvel de ligas de nquel, a escria deve ser removida totalmente, durante e aps a soldagem.
5.3.4 Preaquecimento e Temperatura Interpasse
5.3.4.1 O preaquecimento das peas no requerido.
5.3.4.2 A temperatura interpasse no deve exceder a 150 C.
5.3.5 Ps-Aquecimento No deve ser requerido.
5.3.6 Inspeo O ensaio com lquido penetrante, na extenso especificada na norma do equipamento, deve ser executado nos lado interno e externo do equipamento quando houver acesso. O ensaio visual deve ser executado em 100 % no passe da raiz.
5.3.7 Reparos de Solda Podem ser executados, no mximo, 2 reparos na mesma regio da junta soldada.
5.4 Ao Inoxidvel Austentico
5.4.1 Metal de Base Aos inoxidveis austenticos da designao AISI/SAE e ASTM de P Number n 8, que atendam a especificao de material da norma de projeto do equipamento.
28
-PBLICO-
N-133
5.4.2 Consumvel
REV. J
SET / 2002
5.4.2.1 Os consumveis devem seguir s indicaes da TABELA 4.
5.4.2.2 Na soldagem TIG, o gs de proteo da raiz da solda pode ser argnio, hlio ou nitrognio. [Prtica Recomendada]
TABELA 4 - ELETRODOS E AUSTENTICOS
Material Tipo 304, CF-8, CF-20 304L, CF-3 309, CH-20 309S 310, CK-20 310S Espec. AWS A5.4 A5.4 A5.4 A5.4 A5.4 A5.4
VARETAS
PARA
AOS
INOXIDVEIS
Eletrodo Revestido Classificao AWS Preferida Alternativa 1) E308-15/16/17 E308L-15/16/17 E309-15/16/17 E309Cb15/16/17 E310-15/16/17 E310Cb15/16/17 E310-H 2) E316-15/16/17 3) E316H E316L-15/16/17 E317-15/16/17 E308L-15/16/17 E316L E347 E309 MoL E309-15/16 E309L E310Cb E310-15/16
Espec. AWS
A5.28 A5.28 A5.28 A5.28 A5.28 A5.28
Eletrodo Nu e Vareta Classificao AWS Preferida Alternativa 1) ER308 ER308L ER308LSi ER309 ER309L ER310 ER310 X40NiCrMo 35-25 (DIN 8556) HK-40 ER316 3) ER316H ER316L ER317 ER321 (GTAW) ER347 (GMAW) ER347 ER308H X40NiCrNb 35-25 (DIN 8556) HP-40 ER308L ER347 ER316L ER309 MoL ER309 -
HK-40 316, CF-8M 316H 316L, CF-3M 317, CG-8M 321, 321H 347, CF-8C, 347H 304H
A5.4
E316L 15/16/17 E16-8-2 E16-8-2 E316 -
A5.28
ER310H ER316L ER16-8-2 ER16-8-2 ER316 ER347 (GTAW) ER321 (GMAW) ER321 -
A5.4 A5.4 A5.4 A5.4
A5.28 A5.28 A5.28 A5.28
A5.4
E347-15/16/17
A5.28
A5.4 A5.4
E347-15/16/17 E308H-15/16/17
A5.28 A5.28
HP-40
A5.4
A5.28
29
-PBLICO-
N-133
Notas:
REV. J
SET / 2002
1) Deve ser previamente aprovado pela PETROBRAS. 2) O eletrodo pode ser utilizado em equipamento no pressurizado. 3) Para temperatura de operao superior a 400 C e espessura qualquer, podem ser usados os consumveis, cuja composio qumica do metal depositado seja igual a do eletrodo AWS A5.4, E16-8-2-15/16/17.
5.4.3 Tcnica de Soldagem
5.4.3.1 As ferramentas de remoo de escria, limpeza e corte devem ser utilizadas apenas para estes materiais e devem atender as seguintes condies: a) as ferramentas de remoo de escria e limpeza devem ser de ao inoxidvel ou revestidas com este material; b) os discos de corte devem ser de xido de alumnio com alma de nilon ou fibra de vidro; c) devem ser tomados cuidados adicionais quanto a limpeza e preparao da junta a ser soldada, para evitar a presena de contaminantes.
5.4.3.2 A superfcie das peas deve ser protegida contra a aderncia de respingos e demais projees resultantes da soldagem.
5.4.3.3 A parte do dispositivo auxiliar de montagem em contato ou soldado no equipamento deve ser de material do mesmo P number do metal de base (segundo a classificao ASME Sec. IX) ou, ento, revestido com o consumvel especificado para soldagem do metal de base em depsitos de, no mnimo, 2 camadas.
5.4.3.4 Os produtos empregados no ensaio por meio de lquido penetrante devem estar isentos de contaminantes, de acordo com a norma PETROBRAS N-1596.
5.4.3.5 No deve ser permitido o corte com eletrodo de carbono.
5.4.3.6 A oscilao do eletrodo deve ser tal que a largura do passe no exceda a 3 vezes o dimetro da alma do eletrodo revestido.
5.4.3.7 Para os aos austenticos, o aporte de calor (heat input) deve ser no mximo de 2,2 kJ/mm.
Nota:
No caso de soldas de manuteno, os valores mximos do aporte de calor e temperatura de interpasse devem ser previamente aprovados pela PETROBRAS.
5.4.4 Preaquecimento e Temperatura Interpasse
5.4.4.1 No deve ser permitido o preaquecimento.
30
-PBLICO-
N-133
REV. J
SET / 2002
5.4.4.2 A temperatura interpasse deve ser mantida o mais baixo possvel, no devendo exceder a 150 C.
5.4.5 Ps-Aquecimento No deve ser requerido.
30-A
-PBLICO-
N-133
5.4.6 Inspeo
REV. J
SET / 2002
O ensaio com lquido penetrante, na extenso especificada na norma do equipamento, deve ser executado nos lados internos e externos da solda quando houver acesso. O ensaio visual deve ser executado em 100 % no passe de raiz.
5.5 Aos Inoxidveis Martensticos e Ferrticos
5.5.1 Metal de Base Aos inoxidveis martensticos e ferrticos das designaes AISI/SAE e ASTM de P Number n 6 e 7 que atendam a especificaes de material da norma de projeto do equipamento.
5.5.2 Consumvel
5.5.2.1 Os consumveis devem seguir as indicaes abaixo: a) os eletrodos revestidos, nus e varetas devem estar de acordo com a TABELA 5; b) no caso de solda heterognea, quando no for proibida pela norma de projeto ou de fabricao e montagem do equipamento, deve ser especificado como abaixo, considerando-se os processos de soldagem como eletrodo revestido e TIG: - temperatura de operao cclica: AWS A5.11, ENiCrFe-2 (temperatura mxima = 820 C) ou ENiCrFe-3 (temperatura mxima = 480 C) e AWS A5.14, ERNiCr-3; - temperatura de operao no cclica: AWS A5.4, E309-15/16 e AWS A5.9, ER309.
TABELA 5 - ELETRODOS E VARETAS PARA MARTENSTICOS E FERRTICOS
Material Tipo 405, 410S 410, CA-15 430 Eletrodo Revestido Espec. AWS A5.4 A5.4 A5.4 Classificao AWS E410-15/16 (ver Nota) E309 E410-15/16 E430-15/16
AOS
INOXIDVEIS
Eletrodo Nu e Vareta Espec. AWS A5.9 A5.9 A5.9 Classificao AWS ER410 (ver Nota) ER309 ER410 ER430
Nota: Empregar consumvel com teor de carbono at 0,05 %.
5.5.2.2 Na soldagem TIG, o gs de proteo da raiz da solda deve ser argnio ou hlio.
31
-PBLICO-
N-133
5.5.3 Tcnica de Soldagem
REV. J
SET / 2002
5.5.3.1 As ferramentas de remoo de escria, limpeza e corte devem ser utilizadas apenas para estes materiais e devem atender as seguintes condies: a) as ferramentas de remoo de escria e limpeza devem ser de ao inoxidvel ou revestidas com este material; b) os discos de corte devem ser de xido de alumnio com alma de nilon ou fibra de vidro; c) devem ser tomados cuidados adicionais quanto a limpeza e preparao da junta a ser soldada, para evitar a presena de contaminantes.
5.5.3.2 A superfcie das peas deve ser protegida contra a aderncia de respingos e demais projees resultantes da soldagem.
5.5.3.3 A parte do dispositivo auxiliar de montagem em contato ou soldado no equipamento deve ser de material do mesmo P number do metal de base, (segundo a classificao da norma ASME Seo IX) ou, ento, revestido com o consumvel especificado para soldagem do metal de base em depsitos de, no mnimo, 2 camadas.
5.5.3.4 No caso de solda heterognea com ligas de nquel aplicam-se os requisitos de limpeza indicados no item 5.6.3.
5.5.4 Preaquecimento e Temperatura Interpasse
5.5.4.1 As peas devem ser preaquecidas conforme as seguintes indicaes: a) b) c) d) designaes 405, 410S e 430, solda homognea: 100 C; designaes 405, 410S e 430, solda heterognea: sem preaquecimento; designaes 410, CA-15 e CA-15M, solda homognea: 200 C; designaes 410, CA-15 e CA-15M, solda heterognea: 150 C.
5.5.4.2 A temperatura interpasse no deve exceder s seguintes indicaes: a) designaes 405, 410S e 430: 150 C; b) designaes 410, CA-15 e CA-15M, solda homognea: 300 C; c) designaes 410, CA-15 e CA-15M, solda heterognea: 200 C.
5.5.5 Ps-Aquecimento O ps-aquecimento deve atender as seguintes indicaes: a) designaes 405, 410S e 430: ps-aquecimento no deve ser requerido; b) designaes 410, CA-15 e CA-15M, solda homognea: 300 C, durante o tempo de 1 min/mm de dimenso de solda, mas igual ou superior a 1 hora; c) designao 410, CA-15 e CA-15M, solda heterognea: ps-aquecimento no deve ser requerido.
32
-PBLICO-
N-133
5.5.6 Inspeo
REV. J
SET / 2002
No caso de solda heterognea com metal de adio austentico, deve ser executado o ensaio com lquido penetrante, na extenso especificada na norma do equipamento no lado interno e externo do equipamento quando houver acesso o ensaio visual deve ser executado em 100 % no passe da raiz. 5.6 Nquel e Ligas de Nquel 5.6.1 Metal de Base Nquel comercialmente puro e ligas de nquel das designaes Nquel 200 (N02200), Nquel 201 (N02201),) Monel1) 400 (N0400), Inconel 600 (N06600), Inconel 625 (N06625), Incoloy 800 (N08800), Incoloy 800H (N08810), Incoloy 825 (N08825), e Hastelloy B (N10001), que atendam especificao de material indicada pela norma de projeto do equipamento. Nota: As designaes entre parnteses correspondem ao Unified Numbering System for Metals and Alloys - SAE/ASTM.
5.6.2 Consumvel 5.6.2.1 Os consumveis devem seguir as indicaes da TABELA 6.
TABELA 6 - ELETRODOS E VARETAS PARA NQUEL E LIGAS DE NQUEL
Material Espec. AWS Eletrodo Revestido Classificao AWS Preferida Alternativa Espec. AWS Eletrodo Nu e Vareta Classificao AWS Preferida Alternativa
2)
2)
Nquel 200 Nquel 201 Monel 400 Inconel 600 Inconel 625 Incoloy 800 Incoloy 825
A5.11 A5.11 A5.11 A5.11 A5.11 -
ENi-1 ENiCu-7 EniCrFe-1 ENiCrMo-3 ENiCrFe-2 ENiCrFe-1
1)
4) 6) 6)
EniCrFe-3
5)
A5.14 A5.14 A5.14 A5.14 A5.14 A5.14 A5.14
ERNi-1 ERNiCu-7 ERNiCrFe-5
ERNiCr-3
4)
EniCrMo-4 ENiCrMo-3 4) -
ERNiCrMo-4 ERNiCrMo-3 ERNiCrFe-6 ERNiMo-7 ERNiMo-1 ERNiCrFe-6
ERNiCrMo-3 4) ERNiCrCoMo-1
3)
Hastelloy B A5.11 Incoloy 800H A5.11
ENiMo-1 ENiCrFe-2
6)
EniCrCoMo-1 3) A5.14
MONEL o nome comercial do material adequado para fabricao de internos de vlvulas e outros componentes de tubulao para maior resistncia corroso. Esta informao dada para facilitar aos usurios na utilizao desta Norma e no significa uma recomendao do produto citado por parte da PETROBRAS. possvel ser utilizado produto equivalente, desde que conduza a resultado igual.
33
-PBLICO-
N-133
Notas: 1) 2) 3) 4) 5) 6)
REV. J
SET / 2002
O eletrodo revestido recomendado o Inconel 135. Deve ser aprovado previamente pela PETROBRAS. Limitado em 1 150 C. Limitado em 540 C. Limitado em 480 C. Limitado em 820 C.
5.6.2.2 Na soldagem TIG, o gs de proteo da raiz da solda deve ser argnio ou hlio.
5.6.3 Tcnica de Soldagem
5.6.3.1 As ferramentas de remoo de escria, limpeza e corte devem ser utilizadas apenas para estes materiais e devem atender as seguintes condies: a) as ferramentas de remoo de escria e limpeza devem ser de ao inoxidvel ou revestidas com este material; b) os discos de corte devem ter alma de nilon ou fibra de vidro; c) devem ser tomados cuidados adicionais quanto a limpeza e preparao da junta a ser soldada, para evitar a presena de contaminantes.
5.6.3.2 A superfcie das peas deve ser protegida contra a aderncia de respingos e demais projees resultantes da soldagem.
5.6.3.3 A parte do dispositivo auxiliar de montagem em contato ou soldado no equipamento deve ser de material do mesmo P number do metal-base, (segundo a classificao da norma ASME Seo IX), ou revestido com o consumvel especificado para soldagem do metal de base em depsitos de, no mnimo, 2 camadas.
5.6.3.4 A escria deve ser removida total e completamente, durante e aps a soldagem. As irregularidades superficiais da solda devem ser removidas por esmerilhamento, a cada camada depositada.
5.6.3.5 As peas de Ni-Cu devem ser limpas com solvente, numa faixa de 200 mm, centrada na solda, pelos lados interno e externo e no devem ser contaminadas com substncia que contenha enxofre, chumbo ou zinco. 5.6.3.6 No permitido o uso de lpis de fuso para o controle de temperatura. 5.6.3.7 Os produtos empregados no ensaio por meio de lquido penetrante devem estar isentos de contaminantes, de acordo com a norma PETROBRAS N-1596. 5.6.3.8 As peas e juntas soldadas no devem ser contaminado por resduos de qualquer espcie provenientes do trabalho de montagem e soldagem. 5.6.3.9 A oscilao do eletrodo deve ser tal que a largura do passe no exceda a 3 vezes o dimetro da alma do eletrodo revestido. 34
-PBLICO-
N-133
REV. J
SET / 2002
5.6.3.10 Para as ligas de nquel, o aporte de calor (heat input) deve ser no mximo de 1,8 kJ/mm.
5.6.3.11 Nas superfcies das ligas de nquel j trabalhadas (manuteno), a preparao para o ensaio de lquido penetrante ou a remoo de defeitos deve ser realizada atravs de rebolos de xido de alumnio ou fresa de ao rpido com constante refrigerao da superfcie metlica por gua desmineralizada.
34-A
-PBLICO-
N-133
REV. J
SET / 2002
5.6.4 Preaquecimento e Temperatura Interpasse
5.6.4.1 No deve ser requerido.
5.6.4.2 A temperatura interpasse no deve exceder a 100 C.
5.6.4.3 No caso de soldas de manuteno, os valores mximos do aporte de calor e temperatura de interpasse devem ser previamente aprovados pela PETROBRAS.
5.6.5 Ps-Aquecimento No deve ser requerido.
5.6.6 Inspeo O ensaio com lquido penetrante, na extenso especificada na norma do equipamento. Deve ser executado nos lados interno e externo do equipamento quando houver acesso. Os ensaios visual e lquido penetrante devem ser executados em 100 % no passe de raiz em ambos os lados.
5.6.7 Os consumveis utilizados em equipamentos sujeitos a alta temperatura e presso devem ser testados pelo fornecedor quanto: a) testes mecnicos: valores reais de escoamento, resistncia e alongamento do lote; b) ensaios de fluncia: conforme especificao de projeto do equipamento.
5.7 Cobre e Ligas de Cobre
5.7.1 Metal de Base Cobre comercialmente puro ASTM B 111 liga C-10200 e ligas de cobre com a designao Cu-Ni ASTM B 111 liga C-70600, que atendam especificao de material indicada pela norma de projeto do equipamento.
5.7.2 Consumvel
5.7.2.1 Os consumveis devem seguir as indicaes da TABELA 7.
TABELA 7 - VARETAS PARA COBRE E LIGAS DE COBRE-NQUEL
Material Liga C-10200 C-70600 Especificao AWS A5.7 A5.7 Classificao AWS ERCu ERCuNi
35
-PBLICO-
N-133
REV. J
SET / 2002
5.7.2.2 Na soldagem com TIG, o gs de proteo da raiz da solda deve ser argnio ou hlio.
35-A
-PBLICO-
N-133
5.7.3 Tcnica de Soldagem
REV. J
SET / 2002
5.7.3.1 As ferramentas de remoo de escria, limpeza e corte devem ser utilizadas exclusivamente para estes materiais e devem atender s seguintes condies: a) as ferramentas de remoo de escria e limpeza devem ser de ao inoxidvel ou revestidos com este material apenas para soldagem de Cu-Ni; b) os discos de corte devem ter alma de nilon ou fibra de vidro; c) devem ser tomados cuidados adicionais quanto a limpeza e preparao da junta a ser soldada, para evitar a presena de contaminantes.
5.7.3.2 A superfcie das peas deve ser protegida contra a aderncia de respingos e demais projees resultantes da soldagem.
5.7.3.3 A escria deve ser removida completamente, durante e aps a soldagem. As irregularidades superficiais da solda devem ser removidas por esmerilhamento, a cada camada depositada.
5.7.3.4 As peas de Cu-Ni a serem soldadas numa faixa de 200 mm, centrada na solda, pelos lados interno e externo, devem ser limpas com solvente e no deve haver qualquer contaminao com substncias que contenham enxofre, chumbo, zinco e seus compostos.
5.7.3.5 Para peas de Cu-Ni no deve ser permitido o uso de lpis de fuso para o controle de temperatura.
5.7.3.6 Para peas de Cu-Ni os produtos empregados no ensaio por meio de lquido penetrante devem estar isentos de contaminantes de acordo com a norma PETROBRAS N-1596.
5.7.3.7 As peas de Cu-Ni e as juntas soldadas no devem ser contaminadas por resduos de qualquer espcie provenientes do trabalho de montagem e soldagem.
5.7.4 Preaquecimento e Temperatura Interpasse No deve ser requerido.
5.7.5 Ps-Aquecimento No deve ser requerido.
5.7.6 Inspeo O ensaio com lquido penetrante, na extenso especificada na norma do equipamento, deve ser executado nos lados internos e externos do equipamento quando houver acesso. O ensaio visual deve ser executado em 100 % no passe de raiz.
36
-PBLICO-
N-133
5.8 Chapa Cladeada
REV. J
SET / 2002
5.8.1 Metal de Base Chapa cladeada composta de chapa-base de ao-carbono, ao-carbono-mangans, ao-carbono-molibdnio ou ao cromo-molibdnio e chapa de revestimentos de aos inoxidveis austenticos e semiferrticos ou Monel, constantes desta Norma e que atenda especificao de material indicada pela norma de projeto do equipamento. 5.8.2 Consumvel 5.8.2.1 O consumvel para a soldagem de chapa-base deve atender s indicaes constantes desta Norma para o material em questo. 5.8.2.2 O consumvel para a soldagem da chapa de revestimento deve atender as seguintes condies: a) chapa de revestimento de Monel: eletrodo revestido de especificao AWS A5.11, ENiCu-7; b) chapa de revestimento de aos inoxidveis austenticos e semiferrticos: eletrodo revestido de especificao AWS A5.4, E309-15/16; c) chapa de revestimento de aos inoxidveis austenticos A-316 e A-317: eletrodo revestido de especificao AWS A5.4, E-309 Mo. Nota: Nos casos de variao acentuada e freqente da temperatura de operao, capaz de provocar fadiga trmica em pouco tempo de funcionamento, emprega-se eletrodo revestido de especificao AWS A5.11, ENiCrFe-2.
5.8.2.3 Os eletrodos revestidos e fluxos de baixo hidrognio devem ser submetidos secagem e mantidos nas condies de manuteno da secagem, de acordo com os requisitos aplicveis aos materiais da chapa-base e da chapa de revestimento, constantes desta Norma. 5.8.3 Tcnica de Soldagem 5.8.3.1 As ferramentas de remoo de escria, limpeza e corte devem atender as seguintes condies: a) as ferramentas de remoo de escria e limpeza devem ser de ao inoxidvel ou revestidas com este material; b) os discos de corte devem ser de xido de alumnio com alma de nilon, para as chapas de revestimento de ao inoxidvel; c) os discos de corte devem ter alma de nilon ou fibra de vidro para chapas de revestimento de Monel. 5.8.3.2 A superfcie da chapa de revestimento deve ser protegida contra a aderncia de respingos e demais projees resultantes da soldagem.
37
-PBLICO-
N-133
REV. J
SET / 2002
5.8.3.3 A parte do dispositivo auxiliar de montagem em contato ou soldado chapa de revestimento deve ser de material do mesmo P number desta, (segundo a classificao da norma ASME Seo IX) ou revestido, com o consumvel especificado para soldagem da chapa de revestimento, em depsitos de, no mnimo, 2 camadas.
5.8.3.4 No deve ser permitido o corte com eletrodos de carbono, na soldagem da chapa de revestimento.
5.8.3.5 A soldagem da chapa de revestimento deve ser feita em, no mnimo, 2 camadas. 5.8.3.6 Quando a chapa de revestimento for de Monel, aplica-se o disposto no item 5.6.3 desta Norma.
5.8.3.7 Quando a chapa de revestimento for de material austentico, aplica-se o disposto no item 5.4.3.
5.8.4 Preaquecimento e Temperatura Interpasse
5.8.4.1 O preaquecimento e temperatura interpasse para a soldagem da chapa-base devem atender s indicaes constantes desta Norma, para o material em questo.
5.8.4.2 O preaquecimento para a soldagem da chapa de revestimento deve atender s seguintes indicaes: a) chapa-base de ao-carbono e carbono-mangans, com espessura igual ou superior a 30 mm, apenas para a primeira camada de revestimento: 100 C; b) chapa-base ao-carbono ou carbono-mangans, com espessura inferior a 30 mm, para qualquer camada: sem preaquecimento; c) chapa-base dos demais materiais: indicao requerida por esta Norma para a solda heterognea do material da chapa-base em questo.
5.8.4.3 A temperatura interpasse para a soldagem da chapa de revestimento no deve exceder s seguintes indicaes: a) chapa-base de ao-carbono e carbono-mangans: - primeira camada: 150 C; - demais camadas: 100 C; b) chapa-base dos demais materiais: - primeira camada: indicao requerida por esta Norma para solda heterognea do material da chapa base em questo; - demais camadas: 100 C.
38
-PBLICO-
N-133
5.8.5 Ps-Aquecimento
REV. J
SET / 2002
5.8.5.1 O ps-aquecimento para a solda de chapa-base deve atender s indicaes constantes desta Norma, para o material em questo.
5.8.5.2 O ps-aquecimento para a solda da chapa de revestimento no deve ser requerido.
5.8.6 Inspeo
5.8.6.1 Deve ser verificada, antes da soldagem da chapa-base, se h contaminao na superfcie do chanfro desta chapa, devido ao material do revestimento ou consumvel, conforme solicitado no item 4.2.8.
5.8.6.2 A inspeo durante a soldagem da chapa-base e da de revestimento deve atender as indicaes constantes desta Norma, para os materiais em questo.
5.9 Junta Soldada Dissimilar
5.9.1 Metal de Base Metais de base dos tipos constantes desta Norma e que atendam s especificaes de material indicadas pela norma de projeto do equipamento.
5.9.2 Consumveis
5.9.2.1 Os consumveis devem seguir as indicaes da TABELA 8.
39
-PBLICO-
N-133
REV. J
SET / 2002
TABELA 8 - CONSUMVEIS, PR E PS-AQUECIMENTO SOLDADAS DISSIMILARES
Ao-Carbono Ao-Carbonoe CarbonoMolibdnio Mangans Aos-Carbono e Carbono-Mangans Ao-Carbono-Molibdnio Ao Cromo-Molibdnio Ao 2,5 Ni Ao 3,5 Ni Ao Inoxidvel Austentico HK-40 Aos Inoxidveis 405, 410S e 430 Ao Inoxidvel 410 Nquel 200/201 Monel Inconel e Incoloy 800/825 Ao-Cromo Molibdnio Ao 2,5 Ni
PARA
JUNTAS
Ao Inoxidvel Austentico
Ao 3,5 Ni
C C C C O E E L N D
C
A F P E E L N D1
C
A B F F E E D1
C
H G -
C
H G -
0
P F G G H I E E M D D Inconel e Incoloy 800/825 D D1 D1 D D D2 D2 M D -
HK.40 Aos-Carbono e Carbono-Mangans Ao-CarbonoMolibdnio Ao Cromo-Molibdnio Ao 2,5 Ni Ao 3,5 Ni Ao Inoxidvel Austentico HK-40 Aos Inoxidveis 405, 410S e 430 Ao Inoxidvel 410 Nquel 200/201 Monel Inconel e Incoloy 800/825 F I D
Aos Ao Nquel Inoxidveis Inoxidvel 200/201 Monel 405, 410S e 430 410 E E E E H J M D2 D2 E J M D2 D2 E E E L L M M M H M N N D D2 D2 H D
40
-PBLICO-
N-133
Onde: A
REV. J
SET / 2002
- Consumvel conforme a indicao para o ao-carbono-molibdnio. Preaquecimento, temperatura de interpasse e ps-aquecimento conforme indicao para o ao cromo-molibdnio; B - Consumvel conforme a indicao para o ao cromo-molibdnio de menor teor de cromo. Preaquecimento, temperatura de interpasse e ps-aquecimento para o ao cromo-molibdnio de maior teor de cromo; C - Consumvel conforme indicao para o ao-carbono (eletrodo bsico). Preaquecimento, temperatura de interpasse e ps-aquecimento conforme indicao para o ao liga; D - Conforme indicao para ligas de nquel, sendo o consumvel de especificao AWS A5.11 ENiCrFe-2, ENiCrFe-3 e AWS A5.14, ERNiCr-3; D1 - Conforme indicao para solda heterognea do ao cromo-molibdnio. Consumvel de especificao AWS A5.11 ENiCrFe-2, ENiCrFe-3 e AWS A5.14, ERNiCr-3; D2 - Conforme indicao para solda heterognea do ao inoxidvel martenstico e semiferrtico. Consumvel de especificao AWS A5.11 ENiCrFe-2, ENiCrFe-3 e AWS A5.14, ERNiCr-3; E - Conforme a indicao para a solda heterognea do ao inoxidvel martenstico e ferrticos; F - Conforme a indicao para a solda heterognea do ao cromo-molibdnio; G - Conforme indicao para a solda heterognea do ao nquel; H - Conforme a indicao para qualquer dos 2 metais-base; I - Conforme indicao para o ao inoxidvel de maior teor de carbono; J - Conforme indicao para o ao inoxidvel 410; L - Conforme indicao para o Nquel 201; M - Conforme indicao para o Nquel 200 ou 201, admitindo-se tambm os consumveis de especificaes: AWS A5.11, ENiCrFe-2, ENiCrFe-3 e AWS A5.14, ERNiCr-3; N - Conforme indicao para o Monel; O - Consumvel conforme indicao para solda heterognea de ao cromo-molibdnio. Preaquecimento, temperatura interpasse e ps-aquecimento conforme indicao para o ao inoxidvel; P - Conforme indicao para solda heterognea do ao-carbono-molibdnio.
5.9.2.2 Na soldagem TIG, o gs de proteo da raiz da solda deve ser argnio ou hlio.
5.9.3 Tcnica de Soldagem Devem ser obedecidos os requisitos desta Norma, aplicveis a cada um dos metais de base constituinte da junta dissimilar, observando-se as propriedades fsico-qumicas do material.
5.9.4 Preaquecimento e Temperatura Interpasse O preaquecimento e a temperatura interpasse devem atender s indicaes da TABELA 8.
5.9.5 Ps-Aquecimento O ps-aquecimento deve atender s indicaes da TABELA 8.
41
-PBLICO-
N-133
5.9.6 Inspeo
REV. J
SET / 2002
Devem ser obedecidos os requisitos desta Norma, aplicveis a cada um dos metais de base constituinte da junta dissimilar, observando-se as propriedades fsico-qumicas do material.
______________ /ANEXO A
42
-PBLICO-
N-133
REV. J
SET / 2002
ANEXO A - INSTRUES PARA INSPEO RECEBIMENTO DE CONSUMVEIS A-1 OBJETIVO
POR
AMOSTRAGEM
NO
Fornecer um roteiro para execuo da amostragem, determinando o tamanho da amostra e os limites de aceitao e rejeio, de forma simplificada, na inspeo de recebimento de eletrodos, baseado na qualidade limite para proteo ao consumidor. Devem ser consideradas as seguintes caractersticas: a) b) c) d) e) inspeo normal; plano de amostragem simples; nvel geral de inspeo II; ao-carbono: QL = 6,5 %; risco do consumidor = 10 %; outros consumveis: QL = 4 %; risco do consumidor = 5 %.
A-2 AMOSTRAGEM
A-2.1 A amostragem deve ser executada de acordo com o estabelecido pelas normas ABNT NBR 5425, NBR 5426 e NBR 5427. A-2.2 A unidade para tamanho do lote e da amostra considerada em nmero de eletrodos. A-2.3 Os tamanhos da amostra e os critrios de aceitao e rejeio devem ser obtidos na TABELA A-1, considerando-se Inspeo Normal, Amostragem Simples e Nvel Geral de Inspeo II.
TABELA A-1 - PLANO DE AMOSTRAGEM SIMPLES - INSPEO NORMAL RISCOS DO CONSUMIDOR DE 5 % E 10 %
Tamanho do Lote
at 500 501 a 1 200 1 201 a 3 200 3 201 a 10 000 10 001 a 35 000 35 001 a 150 000
Risco do Consumidor = 5 %
QL = 2,5 T.A. Ac Re 125 0 1 125 0 1 125 0 1 200 1 2 315 3 4 500 7 8 T.A. 80 80 125 200 315 500 QL = 4,0 Ac Re 0 1 0 1 1 2 3 4 7 8 12 13 T.A. 50 80 125 200 315 500 QL = 6,5 Ac 0 1 3 7 12 21 Re 1 2 4 8 13 22 T.A. 50 80 125 200 315 315 QL = 10 Ac 1 3 7 12 21 21 Re 2 4 8 13 22 22
Tamanho do Lote
at 500 501 a 1 200 1 201 a 3 200 3 201 a 10 000 10 001 a 35 000 35 001 a 150 000
QL = 2,5 T.A. Ac 80 0 80 0 125 1 200 2 315 5 500 8
Re 1 1 2 3 6 9
Risco do Consumidor = 10 % QL = 4,0 QL = 6,5 T.A. Ac Re T.A. Ac Re 50 0 1 50 1 2 80 1 2 80 2 3 125 2 3 125 5 6 200 5 6 200 8 9 315 8 9 315 14 15 500 14 15 315 14 15
T.A. 50 80 125 200 200 200
QL = 10 Ac 2 5 8 14 14 14
Re 3 6 9 15 15 15
43
-PBLICO-
N-133
REV. J
SET / 2002
A-2.4 Considerar para amostragem apenas eletrodos de uma mesma corrida.
A-2.5 Efetuar amostragem abrindo pelo menos 1 embalagem para cada 10 recebidas e retirar a amostra igualmente parcelada entre as embalagens abertas, de forma aleatria.
A-3 ROTEIRO PARA DETERMINAO DO TAMANHO DA AMOSTRA E LIMITES DE ACEITAO E REJEIO
A-3.1 Determinar o nmero de eletrodos recebidos no lote (basta estimar por faixa, conforme TABELA A-1).
A-3.2 Em funo do risco do consumidor e do percentual mximo admitido de defeituosos no lote (QL), obter o tamanho da amostra (T.A.), o nmero de aceitao (Ac) e o nmero de rejeio (Re).
A-3.3 Exemplo: a) eletrodos de ao-carbono AWS E7018 de 3,25 mm de dimetro; b) tamanho do lote: 500 kg - que corresponde a aproximadamente 10 000 eletrodos; c) caractersticas de amostragem: - plano de amostragem simples; - inspeo normal; - nvel de inspeo II; - risco do consumidor = 10 % (para ao-carbono); - QL = 6,5 (para ao-carbono).
A-3.4 Como o risco do consumidor 10 % e QL = 6,5, entrando na TABELA A-1, conclui-se que: a) tamanho da amostra = 200; b) nmero de aceitao (Ac) = 8; c) nmero de rejeio (Re) = 9.
Nota:
Ver este exemplo de aplicao na FIGURA A-1.
44
-PBLICO-
-PBLICO-
N-133
REV. J
SET / 2002
NDICE DE REVISES REV. A, B, C, D, E, F, G e H
No existe ndice de revises.
REV. J
Partes Atingidas 1.2 2 4 5.2.2.1 5.2.4.3 5.4.2.2 5.5.2.1 5.8.2.2 Revisado Revisado Revisado e Renumerado Revisado Revisado Revisado Revisado Revisado Descrio da Alterao
_____________ IR 1/1
-PBLICO-
N-133
ABNT NBR 10617
REV. J
SET / 2002
- Eletrodos de Ao-Carbono e Fluxos para a Soldagem a Arco Submerso; ABNT NBR 10618 - Eletrodos de Ao-Carbono e Fluxos para a Soldagem a Arco Submerso; ABNT NBR 10619 - Eletrodos de Ao-Carbono e Fluxos para Soldagem a Arco Submerso - Ensaios; ABENDE DC-001 - Qualificao e Certificao de Pessoal em END; ABENDE NA-001 - Qualificao e Certificao de Pessoal em END; FBTS N-001 - Qualificao e Certificao de Inspetores de Soldagem; ISO 9712 - Non-Destructive Testing Qualification and Certification of Personnel; API Std 1104 - Standard for Welding Pipe Lines and Related Facilities; ASME Boiler and Pressure Vessel Code - Section IX; ASME Boiler and Pressure Vessel Code - Section II, Part C; ASME/AWS Filler Metals Specifications: A5.1 - Specification for Carbon Steel Electrodes for Shielded Metal Arc Welding; A5.2 - Specification for Carbon and Low Alloy Steel Rods for Oxyfuel Gas Welding; A5.4 - Specification for Stainless Steel Electrodes for Shielded Metal Arc Welding Supersedes SAE AMS 5777; A5.5 - Specification for Low-Alloy Steel Electrodes for Shielded Metal Arc Welding; A5.7 - Specification for Copper and Copper Alloy Bare Welding Rods and Electrodes R; A5.9 - Specification for Bare Stainless Steel Welding Electrodes and Rods; A5.11 - Specification for Tungsten and Tungsten-Alloy Electrodes for Arc Welding and Cutting; A5.14 - Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods; A5.17 - Specification for Carbon Steel Electrodes and Fluxes for Submerged Arc Welding; A5.18 - Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding; A5.20 - Specification for Carbon Steel Electrodes for Flux Cored Arc Welding; A5.23 - Specification for Low Alloy Steel Electrodes and Fluxes for Submerged Arc Welding; A5.26 - Specification for Carbon and Low-Alloy Steel Electrodes and Electrogas Welding; A5.28 - Specification for Low-Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding; A5.29 - Specification for Low-Alloy Steel Electrodes for Flux Cored Arc Welding; A5.30 - Specification for Consumable Inserts; ASTM A 370 - Methods and Definitions for Mechanical Testing of Steel Products; AWS C4.1 - 77 - Criteria for Describing Oxigen-Cut Surfaces; AWS D 1.1 - Structural Welding Code-Steel; EN 473 - Qualification and Certification of Non Destructive Testing Personnel - General Principles;
-PBLICO-
N-133
REV. J
SET / 2002
4.2.11 No tratamento trmico da pea de teste de qualificao de procedimento, deve ser observado o disposto no item 4.11.
4.2.12 Os consumveis de soldagem devem ser certificados pelo Sistema de Qualificao e Certificao de Consumveis da FBTS. Neste caso a marca comercial do consumvel no constitui uma varivel essencial nos procedimentos qualificados. 4.2.13 No caso em que os consumveis de soldagem no forem certificados pelo Sistema de Qualificao e Certificao de Consumveis da FBTS, a mudana da marca comercial do consumvel, mesmo no alterando a sua classificao, implica na requalificao do procedimento de soldagem. Nos procedimentos cujos consumveis esto qualificados de acordo com a norma PETROBRAS N-1859 (Tipo II), no necessria a requalificao do procedimento de soldagem. 4.2.14 O mtodo de aplicao e a marca comercial do verniz protetor do chanfro devem ser avaliados na qualificao do procedimento de soldagem quando no prevista a sua remoo antes da soldagem. 4.3 Qualificao de Pessoal
4.3.1 Soldador e Operador de Soldagem 4.3.1.1 Os soldadores e operadores de soldagem devem ser qualificados de acordo com as normas de projeto aplicveis. 4.3.1.2 A qualificao dos soldadores e operadores de soldagem deve ser documentada. O documento Certificado da Qualificao de Soldadores e Operadores (CQS) de soldagem deve ser elaborado de acordo com a norma PETROBRAS N-2301. 4.3.1.3 Os soldadores e operadores de soldagem qualificados devem portar identificao visvel. Nota: A identificao do soldador pode ter, alm do nome e o nmero do soldador ou operador de soldagem, tambm a sua qualificao. [Prtica Recomendada]
4.3.1.4 Deve ser emitida uma Relao de Soldadores e Operadores de Soldagem Qualificados (RSQ) elaborada de acordo com a norma PETROBRAS N-2301. 4.3.1.5 Os corpos de prova devem ser identificados na pea de teste, de modo a se manterem rastreveis a identificao do soldador, o nmero do procedimento de soldagem e a posio de soldagem. A identificao deve ser mantida at a realizao dos ensaios. 4.3.1.6 Na qualificao do soldador ou operador de soldagem, os mtodos de limpeza entre passes de solda, de remoo de crateras e de abertura de arco (no chanfro ou em apndice) devem ser os mesmos especificados para as soldas de produo.
11
-PBLICO-
N-133
REV. J
SET / 2002
4.3.1.7 A qualificao do soldador ou operador de soldagem deve incluir a inspeo visual das soldas das peas de teste, sendo o critrio de interpretao o mesmo da norma de fabricao e montagem do equipamento ou estrutura.
4.3.1.8 Devem ser definidos os critrios de controle de desempenho de soldadores ou operadores de soldagem qualificados antes do incio dos servios de soldagem. Esses critrios devem ser previamente apresentados e aprovados pela PETROBRAS antes do incio dos servios. 4.3.1.9 A defasagem entre a execuo das juntas soldadas e os ensaios no-destrutivos deve ser a menor possvel e ser aprovada previamente pela PETROBRAS. 4.3.2 Inspetores 4.3.2.1 Os inspetores de soldagem devem ser certificados de acordo com a norma FBTS N-001.
4.3.2.2 Os inspetores de END devem ser certificados de acordo com as normas ABENDE NA-001 e DC-001. 4.3.2.3 Para os servios de soldagem executados no exterior, os inspetores de soldagem devem ser certificados na norma principal aplicvel, por entidades internacionais que atendam aos requisitos da norma EN 45013, sendo neste caso, necessria a aprovao prvia pela PETROBRAS. 4.3.2.4 Para os servios de inspeo executados no exterior, os inspetores de END devem ser certificados conforme normas ISO 9712 ou EN 473, sendo neste caso, necessria a aprovao prvia pela PETROBRAS. 4.4 Processos e Equipamentos de Soldagem 4.4.1 A soldagem deve ser executada empregando processos permitidos pela norma de fabricao e montagem do equipamento ou estrutura. 4.4.2 Porta-eletrodos e cabos devem estar com seu isolamento em boas condies, sem falhas e sem regies desprotegidas, e dimensionados corretamente para as condies de trabalho e segurana pessoal. 4.4.3 Na soldagem oxi-acetilnica e todos os tipos de cortes a gs; todo o sistema deve estar projetado para atender s condies operacionais e de segurana pessoal conforme os requisitos da norma regulamentadora NR-18. 4.4.4 As barras de cobre para proteo lateral na soldagem eletrogs devem ter espessura suficiente para evitar sua fuso durante a soldagem.
12
-PBLICO-
N-133
REV. J
SET / 2002
4.4.5 A intensidade de corrente de soldagem deve ser verificada com ampermetro calibrado conforme item 4.4.12, e o mais prximo possvel do porta-eletrodo. 4.4.6 A estufa para armazenagem de eletrodos, varetas e fluxos deve dispor de meio de aquecimento para manter a temperatura interna 10 C acima da temperatura ambiente e estar dotada de termmetro e higrmetro, de modo a atender ao item 4.6.9. Os instrumentos devem estar calibrados e dentro do prazo de validade.
4.4.7 As estufas para secagem de eletrodos revestidos e fluxos devem dispor de resistncias eltricas, para controlar e manter a temperatura de at 400 C, e de termmetro, termostato e respiro com dimetro superior a 10 mm.
4.4.7.1 A estufa para secagem de eletrodos revestidos deve ter prateleiras perfuradas, ou em forma de grade, afastadas das paredes verticais de, no mnimo, 25 mm. 4.4.7.2 A estufa para secagem de fluxo deve ter dispositivo agitador ou bandejas afastadas das paredes verticais de, no mnimo, 25 mm.
4.4.8 As estufas para manuteno da secagem de eletrodos revestidos e fluxos devem dispor de termmetro, termostato e de resistncias eltricas, para controlar e manter a temperatura de at 200 C. Nota: As estufas para manuteno da secagem de eletrodos revestidos devem ter prateleiras furadas ou em forma de grade.
4.4.9 Devem existir, no mnimo, 2 estufas: uma para secagem e outra para manuteno da secagem.
4.4.10 A estufa porttil para manuteno da secagem dos eletrodos revestidos de baixo hidrognio deve dispor de resistncias eltricas, para manter a temperatura entre 80 C e 150 C, e ter condies de acompanhar cada soldador individualmente.
4.4.11 Os equipamentos para preaquecimento, ps-aquecimento e tratamento trmico devem atender aos requisitos das normas de fabricao e montagem do equipamento ou estrutura.
4.4.11.1 No permitido o uso de queimadores de bico nico e de meios exotrmicos que impeam a medida de temperatura da regio aquecida.
4.4.11.2 A verificao das temperaturas de preaquecimento, interpasse e ps-aquecimento deve ser feita por meio de pirmetros de contato, tico ou lpis de fuso, desde que no contrarie o Captulo 5.
4.4.12 Os aparelhos, instrumentos de medio e teste, e os equipamentos de soldagem devem ser calibrados e estar dentro do prazo de validade. 13
-PBLICO-
N-133
5.2.6 Inspeo
REV. J
SET / 2002
Na soldagem heterognea, com metal de adio austentico, deve ser executado o ensaio com lquido penetrante, na extenso especificada pela norma do equipamento. Deve ser executado nos lados interno e externo ao equipamento quando houver acesso. O ensaio visual deve ser executado em 100 % no passe de raiz.
5.3 Ao Nquel
5.3.1 Metal de Base Aos nquel com teor de nquel at 4 %, que atendam especificao de material indicada pela norma de projeto do equipamento.
5.3.2 Consumvel
5.3.2.1 Os consumveis devem seguir as indicaes abaixo: a) os eletrodos e varetas devem estar de acordo com a TABELA 3; b) no caso de solda heterognea, quando no proibida pela norma de projeto ou de fabricao e montagem do equipamento, deve ser especificado como abaixo, considerando-se os processos de soldagem com eletrodos revestidos e TIG: - AWS A5.11, ENiCrFe-2 (temperatura mxima = 820 C), ENiCrFe-3 (temperatura mxima = 480 C) e AWS A5.14, ERNiCr-3; - AWS A5.4, E309-15/16 e AWS A5.9, ER309.
TABELA 3 - ELETRODOS E VARETAS PARA AO NQUEL
Eletrodo Revestido Material Espec. AWS A5.5 A5.5 Classificao AWS Preferida 2,25 % Ni 3,5 % Ni E801X-C1 E801X-C2 Alternativa (ver Nota) E701X-C1L E701X-C2L Espec. AWS A5.28 A5.28 Eletrodo Nu e Vareta Classificao AWS Preferida ER80S-Ni2 ER80S-Ni3
Nota:
Deve ser aprovado previamente pela PETROBRAS.
5.3.2.2 Na soldagem TIG, o gs de proteo da raiz da solda deve ser argnio ou hlio.
5.3.2.3 Caso no haja uma recomendao especfica do fabricante, os eletrodos revestidos de baixo hidrognio devem ser submetidos secagem na temperatura de (350 30) C durante 1 hora e mantidos em estufas de manuteno da secagem em temperatura de 150 C a 180 C.
27
-PBLICO-
N-133
5.4.2 Consumvel
REV. J
SET / 2002
5.4.2.1 Os consumveis devem seguir s indicaes da TABELA 4.
5.4.2.2 Na soldagem TIG, o gs de proteo da raiz da solda pode ser argnio, hlio ou nitrognio. [Prtica Recomendada]
TABELA 4 - ELETRODOS E AUSTENTICOS
Material Tipo 304, CF-8, CF-20 304L, CF-3 309, CH-20 309S 310, CK-20 310S Espec. AWS A5.4 A5.4 A5.4 A5.4 A5.4 A5.4
VARETAS
PARA
AOS
INOXIDVEIS
Eletrodo Revestido Classificao AWS Preferida Alternativa 1) E308-15/16/17 E308L-15/16/17 E309-15/16/17 E309Cb15/16/17 E310-15/16/17 E310Cb15/16/17 E310-H
2)
Espec. AWS
A5.28 A5.28 A5.28 A5.28 A5.28 A5.28
Eletrodo Nu e Vareta Classificao AWS Preferida Alternativa 1) ER308 ER308L ER308LSi ER309 ER309L ER310 ER310 X40NiCrMo 35-25 (DIN 8556) HK-40 ER316 3) ER316H ER316L ER317 ER321 (GTAW) ER347 (GMAW) ER347 ER308H X40NiCrNb 35-25 (DIN 8556) HP-40 ER308L ER347 ER316L ER309 MoL ER309 -
E308L-15/16/17 E316L E347 E309 MoL E309-15/16 E309L E310Cb E310-15/16
HK-40 316, CF-8M 316H 316L, CF-3M 317, CG-8M 321, 321H 347, CF-8C, 347H 304H
A5.4
E316L 15/16/17 E16-8-2 E16-8-2 E316 -
A5.28
ER310H ER316L ER16-8-2 ER16-8-2 ER316 ER347 (GTAW) ER321 (GMAW) ER321 -
A5.4 A5.4 A5.4 A5.4
E316-15/16/17 3) E316H E316L-15/16/17 E317-15/16/17
A5.28 A5.28 A5.28 A5.28
A5.4
E347-15/16/17
A5.28
A5.4 A5.4
E347-15/16/17 E308H-15/16/17
A5.28 A5.28
HP-40
A5.4
A5.28
29
-PBLICO-
N-133
Notas:
REV. J
SET / 2002
1) Deve ser previamente aprovado pela PETROBRAS. 2) O eletrodo pode ser utilizado em equipamento no pressurizado. 3) Para temperatura de operao superior a 400 C e espessura qualquer, podem ser usados os consumveis, cuja composio qumica do metal depositado seja igual a do eletrodo AWS A5.4, E16-8-2-15/16/17.
5.4.3 Tcnica de Soldagem
5.4.3.1 As ferramentas de remoo de escria, limpeza e corte devem ser utilizadas apenas para estes materiais e devem atender as seguintes condies: a) as ferramentas de remoo de escria e limpeza devem ser de ao inoxidvel ou revestidas com este material; b) os discos de corte devem ser de xido de alumnio com alma de nilon ou fibra de vidro; c) devem ser tomados cuidados adicionais quanto a limpeza e preparao da junta a ser soldada, para evitar a presena de contaminantes.
5.4.3.2 A superfcie das peas deve ser protegida contra a aderncia de respingos e demais projees resultantes da soldagem.
5.4.3.3 A parte do dispositivo auxiliar de montagem em contato ou soldado no equipamento deve ser de material do mesmo P number do metal de base (segundo a classificao ASME Sec. IX) ou, ento, revestido com o consumvel especificado para soldagem do metal de base em depsitos de, no mnimo, 2 camadas.
5.4.3.4 Os produtos empregados no ensaio por meio de lquido penetrante devem estar isentos de contaminantes, de acordo com a norma PETROBRAS N-1596.
5.4.3.5 No deve ser permitido o corte com eletrodo de carbono.
5.4.3.6 A oscilao do eletrodo deve ser tal que a largura do passe no exceda a 3 vezes o dimetro da alma do eletrodo revestido.
5.4.4 Preaquecimento e Temperatura Interpasse
5.4.4.1 No deve ser permitido o preaquecimento.
5.4.4.2 A temperatura interpasse deve ser mantida o mais baixo possvel, no devendo exceder a 150 C.
5.4.5 Ps-Aquecimento No deve ser requerido.
30
-PBLICO-
N-133
Notas: 1) 2) 3) 4) 5) 6)
REV. J
SET / 2002
O eletrodo revestido recomendado o Inconel 135. Deve ser aprovado previamente pela PETROBRAS. Limitado em 1 150 C. Limitado em 540 C. Limitado em 480 C. Limitado em 820 C.
5.6.2.2 Na soldagem TIG, o gs de proteo da raiz da solda deve ser argnio ou hlio.
5.6.3 Tcnica de Soldagem
5.6.3.1 As ferramentas de remoo de escria, limpeza e corte devem ser utilizadas apenas para estes materiais e devem atender as seguintes condies: a) as ferramentas de remoo de escria e limpeza devem ser de ao inoxidvel ou revestidas com este material; b) os discos de corte devem ter alma de nilon ou fibra de vidro; c) devem ser tomados cuidados adicionais quanto a limpeza e preparao da junta a ser soldada, para evitar a presena de contaminantes.
5.6.3.2 A superfcie das peas deve ser protegida contra a aderncia de respingos e demais projees resultantes da soldagem.
5.6.3.3 A parte do dispositivo auxiliar de montagem em contato ou soldado no equipamento deve ser de material do mesmo P number do metal-base, (segundo a classificao da norma ASME Seo IX), ou revestido com o consumvel especificado para soldagem do metal de base em depsitos de, no mnimo, 2 camadas.
5.6.3.4 A escria deve ser removida total e completamente, durante e aps a soldagem. As irregularidades superficiais da solda devem ser removidas por esmerilhamento, a cada camada depositada.
5.6.3.5 As peas de Ni-Cu devem ser limpas com solvente, numa faixa de 200 mm, centrada na solda, pelos lados interno e externo e no devem ser contaminadas com substncia que contenha enxofre, chumbo ou zinco. 5.6.3.6 No permitido o uso de lpis de fuso para o controle de temperatura. 5.6.3.7 Os produtos empregados no ensaio por meio de lquido penetrante devem estar isentos de contaminantes, de acordo com a norma PETROBRAS N-1596. 5.6.3.8 As peas e juntas soldadas no devem ser contaminado por resduos de qualquer espcie provenientes do trabalho de montagem e soldagem. 5.6.3.9 A oscilao do eletrodo deve ser tal que a largura do passe no exceda a 3 vezes o dimetro da alma do eletrodo revestido. 34
-PBLICO-
N-133
REV. J
SET / 2002
5.6.4 Preaquecimento e Temperatura Interpasse
5.6.4.1 No deve ser requerido.
5.6.4.2 A temperatura interpasse no deve exceder a 150 C.
5.6.5 Ps-Aquecimento No deve ser requerido.
5.6.6 Inspeo O ensaio com lquido penetrante, na extenso especificada na norma do equipamento. Deve ser executado nos lados interno e externo do equipamento quando houver acesso. Os ensaios visual e lquido penetrante devem ser executados em 100 % no passe de raiz em ambos os lados.
5.7 Cobre e Ligas de Cobre
5.7.1 Metal de Base Cobre comercialmente puro ASTM B 111 liga C-10200 e ligas de cobre com a designao Cu-Ni ASTM B 111 liga C-70600, que atendam especificao de material indicada pela norma de projeto do equipamento.
5.7.2 Consumvel
5.7.2.1 Os consumveis devem seguir as indicaes da TABELA 7.
TABELA 7 - VARETAS PARA COBRE E LIGAS DE COBRE-NQUEL
Material Liga C-10200 C-70600 Especificao AWS A5.7 A5.7 Classificao AWS ERCu ERCuNi
5.7.2.2 Na soldagem com TIG, o gs de proteo da raiz da solda deve ser argnio ou hlio.
35
Вам также может понравиться
- Ejercicios de EulerДокумент8 страницEjercicios de EulerVictoria K. VillamarОценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Lista 3 MMQDДокумент4 страницыLista 3 MMQDRafaela LiraОценок пока нет
- Relatório - Variação Da Pressão Com A Profundidade-Empuxo PDFДокумент9 страницRelatório - Variação Da Pressão Com A Profundidade-Empuxo PDFV_OsmariОценок пока нет
- Nova Apostila White BeltДокумент2 страницыNova Apostila White BeltCaf CarlosОценок пока нет
- Como Fazer Um Curriculo IncrivelДокумент20 страницComo Fazer Um Curriculo IncrivelCaf CarlosОценок пока нет
- Como Fazer Um Curriculo IncrivelДокумент20 страницComo Fazer Um Curriculo IncrivelCaf CarlosОценок пока нет
- Petrobras MarlimДокумент1 страницаPetrobras MarlimCaf CarlosОценок пока нет
- Importancia Da Pos Graduacao PDFДокумент29 страницImportancia Da Pos Graduacao PDFCaf CarlosОценок пока нет
- PP Engenharia MecanicaДокумент58 страницPP Engenharia MecanicaCaf CarlosОценок пока нет
- Me F TutorialДокумент72 страницыMe F TutorialMARCONIFLIMAОценок пока нет
- Vibrações Mecânicas - Correção A1Документ6 страницVibrações Mecânicas - Correção A1Caf CarlosОценок пока нет
- Engenharia Mecanica PDFДокумент38 страницEngenharia Mecanica PDFJason CampbellОценок пока нет
- Nova A Post I La White BeltДокумент50 страницNova A Post I La White BeltghstlkrОценок пока нет
- Caixa Plenum Rev1Документ1 страницаCaixa Plenum Rev1Guilherme AltenberndОценок пока нет
- Aula1e2 ListadeexerciciosДокумент15 страницAula1e2 ListadeexerciciosCaf CarlosОценок пока нет
- Portfolio GacДокумент44 страницыPortfolio Gacrodrigoq1Оценок пока нет
- Apostila Acionamentos Eletricos 2008 NeemiasДокумент56 страницApostila Acionamentos Eletricos 2008 Neemiasrodrigo_0909Оценок пока нет
- BT Ed20 HlicesДокумент2 страницыBT Ed20 HlicesCaf CarlosОценок пока нет
- Damper Corta Fogo1Документ2 страницыDamper Corta Fogo1Caf CarlosОценок пока нет
- Folder Comercial CALDEIRASДокумент1 страницаFolder Comercial CALDEIRASCaf CarlosОценок пока нет
- Brochure Ansysaim18 PTДокумент2 страницыBrochure Ansysaim18 PTCaf CarlosОценок пока нет
- Aula1e2 ListadeexerciciosДокумент15 страницAula1e2 ListadeexerciciosCaf CarlosОценок пока нет
- Aula 1 Intro Dinamica IIДокумент9 страницAula 1 Intro Dinamica IICaf CarlosОценок пока нет
- Aula2 MovimentoirregularДокумент14 страницAula2 MovimentoirregularCaf CarlosОценок пока нет
- 1750 16071 1 PB PDFДокумент10 страниц1750 16071 1 PB PDFJason CampbellОценок пока нет
- Lista Exercicios - Res Mat IIДокумент7 страницLista Exercicios - Res Mat IICaf CarlosОценок пока нет
- Cálculo Carga Vento NBR 6123Документ8 страницCálculo Carga Vento NBR 6123Caf CarlosОценок пока нет
- Calculo Aperto Parafusos e EstojosДокумент12 страницCalculo Aperto Parafusos e EstojosCaf CarlosОценок пока нет
- Catalogo AragemДокумент1 страницаCatalogo AragemCaf CarlosОценок пока нет
- BitzerДокумент9 страницBitzerCaf Carlos100% (1)
- Revestimento Sakaphen HR60 Extra PDFДокумент1 страницаRevestimento Sakaphen HR60 Extra PDFCaf CarlosОценок пока нет
- Calculo-Em de Cozinha - NovoДокумент3 страницыCalculo-Em de Cozinha - NovoCaf CarlosОценок пока нет
- Ficha de Trabalho 20Документ8 страницFicha de Trabalho 20Marta MachadoОценок пока нет
- Aula+3 Coloração+PapanicolauДокумент21 страницаAula+3 Coloração+PapanicolauAgna TavaresОценок пока нет
- Rampas de Temperatura Cervejeiro PDFДокумент2 страницыRampas de Temperatura Cervejeiro PDFfbn_shadyОценок пока нет
- Quimica - Propiedades FisicasДокумент7 страницQuimica - Propiedades FisicasLThalía Gachúz HdezОценок пока нет
- Apol 1 - Aspectos BiologicosДокумент5 страницApol 1 - Aspectos BiologicosJefersonmax DamataОценок пока нет
- RAT - Relatório de Avaliação Técnica - Pux. DeltaДокумент4 страницыRAT - Relatório de Avaliação Técnica - Pux. DeltaDaniel de PaulaОценок пока нет
- MM h60 20sw Port PDFДокумент17 страницMM h60 20sw Port PDFRicardo Martins SilvaОценок пока нет
- Gás SarinДокумент3 страницыGás SarinMárcio FerreiraОценок пока нет
- Relatório PectinasesДокумент5 страницRelatório PectinasesPatríciaPradoОценок пока нет
- Quimica Cinetica Quimica ExerciciosДокумент34 страницыQuimica Cinetica Quimica Exercicioslucas diz quintanaОценок пока нет
- Microbiologia Oral Microbiologia Oral ApontamentosДокумент6 страницMicrobiologia Oral Microbiologia Oral Apontamentosapi-26429188100% (2)
- AguapeДокумент8 страницAguapeYullo Costa BomfimОценок пока нет
- Tabela de Produtos MonofasicoДокумент4 страницыTabela de Produtos MonofasicoWellington PatrickОценок пока нет
- NBR 10007Документ14 страницNBR 10007Heroi VicenteОценок пока нет
- Aeronautica Controladores 2007 GabaritoДокумент20 страницAeronautica Controladores 2007 GabaritoGeise Rodrigues50% (2)
- Exercício ParafusoДокумент2 страницыExercício ParafusoBolota MonteiroОценок пока нет
- Equilibrio QuimicoДокумент4 страницыEquilibrio QuimicoEfraim Nobre SoaresОценок пока нет
- Relatório - Compostos InsaturadosДокумент2 страницыRelatório - Compostos InsaturadosAndreh BomfinОценок пока нет
- Relatório 1 - SoluçõesДокумент5 страницRelatório 1 - SoluçõesÁlefe ArthurОценок пока нет
- Branqueadores ÓpticosДокумент6 страницBranqueadores ÓpticosFernando GiacominiОценок пока нет
- NIE Dimel 6 - 06Документ13 страницNIE Dimel 6 - 06Gabriel Alan Gehm MarquesОценок пока нет
- Texto Arquivos Abertos 22Документ76 страницTexto Arquivos Abertos 22Henrique BaloghОценок пока нет
- Asma Ocupacional PDFДокумент65 страницAsma Ocupacional PDFClayton Baruch HashemОценок пока нет
- Experimento 03 - Atenuação em Fibras ÓpticasДокумент20 страницExperimento 03 - Atenuação em Fibras ÓpticasIsabelle OrlandiОценок пока нет
- Código ANSIДокумент5 страницCódigo ANSIJamie SmithОценок пока нет
- Trabalhos OrganicaДокумент43 страницыTrabalhos OrganicaDiegoSennОценок пока нет